工具电极高速旋转电加工引电装置设计、仿真及验证
2018-01-18黄绍服李红艳
黄绍服,张 强,李红艳
(安徽理工大学机械工程学院,安徽淮南232001)
在电加工过程中,工具电极的高速旋转有利于加工过程的稳定进行[1],但由于工具电极高速旋转,对其进行引电非常困难,研究人员就此提出了各种解决方法。Yahagi、冯光磊等在研究微细电火花加工时,提出了非接触给电式高转速下的微细电火花加工方法,将脉冲电源与给电电极、工具电极和工件进行串联连接,给电电极和非接触测量电极采用与电极保持器相对套接的金属圆筒,通过电容耦合实现对工具电极的非接触给电,以及对极间电压信号的非接触测量,解决了工具电极引电问题;该方法通过改变相关参数调节每次放电能量,也能对非接触给电的微细电火花加工进行伺服控制,其不足之处在于需准确测量多个极间电压来间接得出加工间隙电压,测量要求较严格[2-3]。黄绍服在研究工具电极高速旋转电化学放电加工时,设计了基于引电轴承的引电装置,将引电轴承与电主轴伸出端过盈配合,把绝缘电刷套在引电轴承上,通过调节引电螺钉施加在外套上的力,使滚动体和内外圈保持接触,以保证电主轴既能高速旋转又能导电,从而实现加工;该装置结构简单,但在满足电加工条件的同时,也会因引电轴承内部滚珠的高速滚动造成严重磨损,使其使用寿命不理想[1]。徐惠宇在研究微细电解加工系统时,提出采用对称布置的低损耗碳刷对高速旋转轴引电的方法,用弹簧维持碳刷和转轴的可靠接触,能保证可靠引电,但仍存在高转速时碳刷磨损的问题[4]。何定华提出一种新型水银导电结构,解决了电镀行业旋转设备的导电问题,且该结构简单便于维护;但由于水银易挥发,对环境和操作人员安全会造成威胁,且该方法对装置的密封要求极高[5]。本文基于迷宫密封原理,提出了一种新型工具电极高速旋转电加工引电装置,并对其导电性能进行了验证研究。
1 引电装置
1.1 工作原理
实验设计了引电装置,其工作原理见图1,实物见图2,内部结构见图3。该装置内装有适量导电液,旋转副为导电材料,固定副和上端盖为非导电材料。在电加工时,电主轴带动工具电极高速旋转,同时,电主轴带动旋转副高速旋转,并通过导线连接电源负极和引电螺钉,从而构成闭合回路,实现对工具电极的引电。回路的顺序依次为:电源负极、引电螺钉、导电液、旋转副、电主轴转轴、电极夹具、工具电极、工作液、工件、电源正极。

图1 电加工原理示意图

图2 引电装置实物图
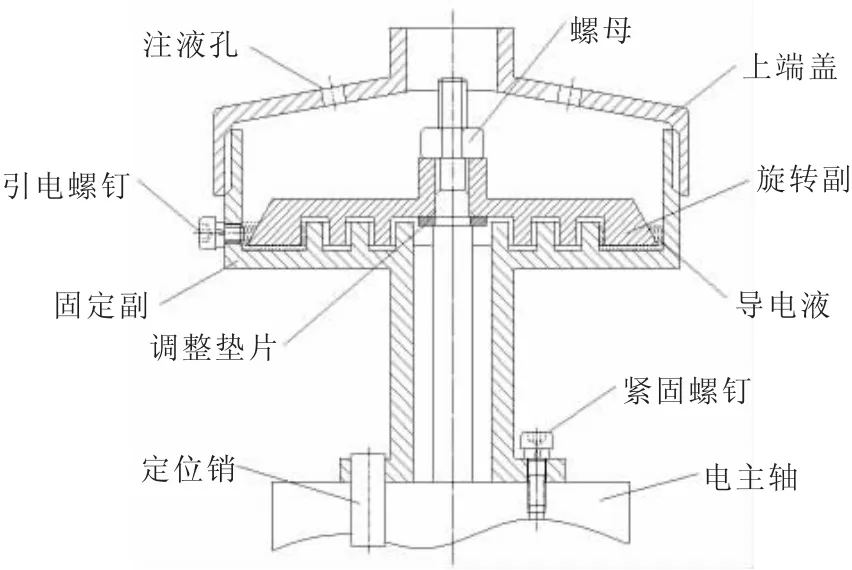
图3 引电装置内部结构
1.2 内部流场仿真分析
在导电液为水及室温条件下,建立引电装置内部流场模型,利用CFX软件对主轴转速分别为18 000、24 000、30 000、36 000 r/min 时的引电装置内部流场情况进行仿真分析。
1.2.1 电主轴转速与装置内导电液分布的关系
图4~图6是装置内导电液在不同电主轴转速时的分布情况。由图6所示的装置下半部分可见,随着转速提高,固定副下端的导电液越来越少,大部分液体随着壁面运动集中于上端盖斜面内表面处。在重力作用下,导电液又下落至底端,之后在离心力的作用下再次向上运动,并重复上述运动。在实际应用过程中,液体沿上端盖有溢出情况,与仿真结果一致,处理方式是将上端盖出口密封。引电螺钉安装在底部位置,保证其在实验过程中能一直与导电液接触,从而保证实验电路处于闭合状态。
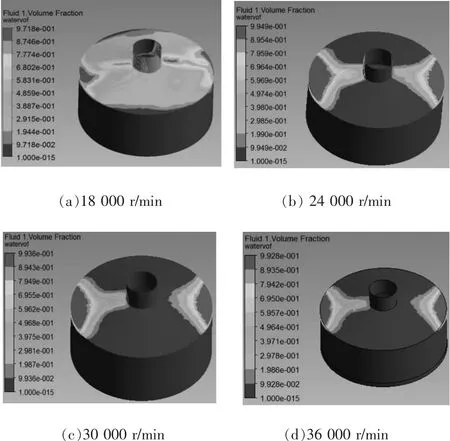
图4 不同电主轴转速时的装置内导电液分布情况
1.2.2 电主轴转速与液体速度分布的关系
由图7可看出,装置内的液体速度方向均是远离转轴轴心处的方向,这与图6所示的固定副底部液体仅存在于离转轴最远处的底部位置是一致的,说明液体不会向转轴轴心处运动,即迷宫密封结构是有益的,可满足使用要求,且在实际加工过程中没有发生液体从内测渗漏的现象。
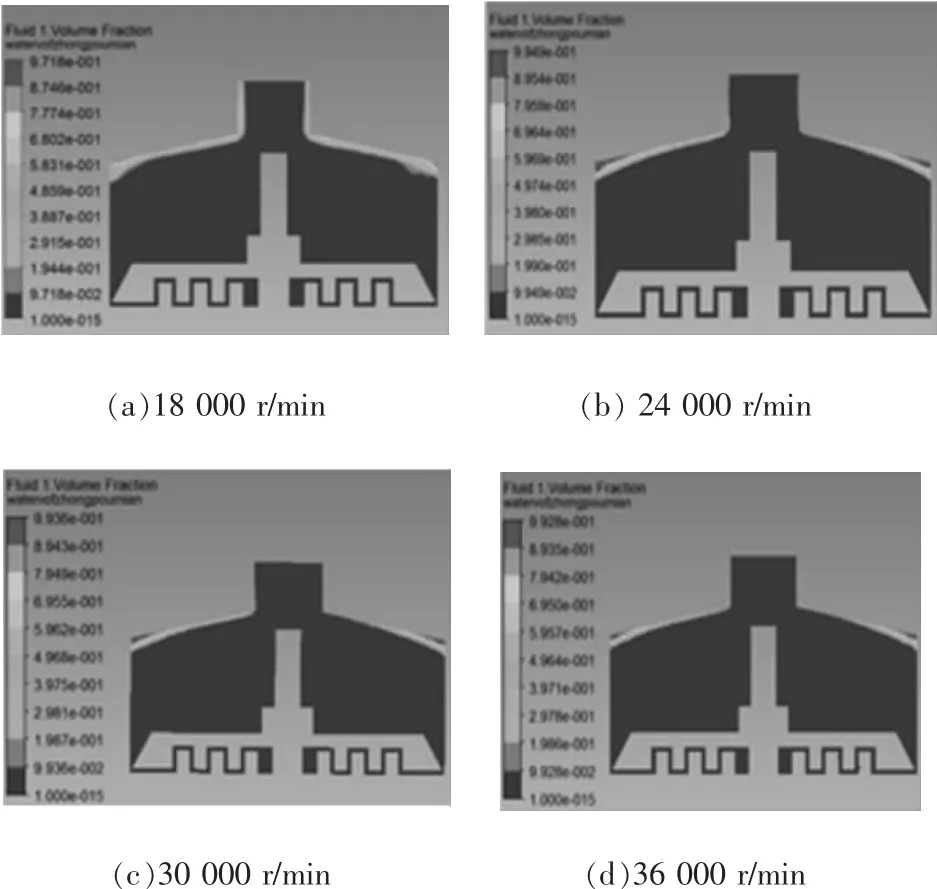
图5 不同电主轴转速时的装置中剖面处导电液分布情况

图6 不同电主轴转速时的装置底部导电液分布情况
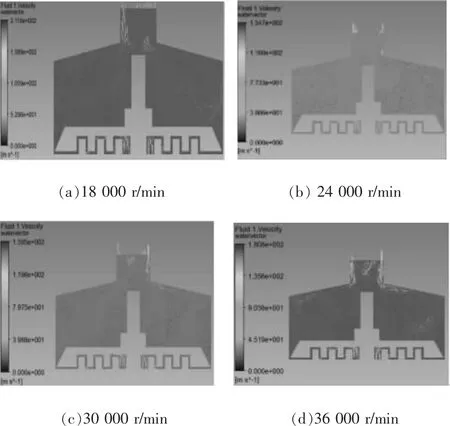
图7 不同电主轴转速时的中剖面处导电液速度分布情况
2 导电能力验证
为了验证引电装置的导电能力,设计了不同转速下工具电极高速旋转电解加工的对比实验,基本参数见表1。实验采用不同浓度的氯化钠溶液作为导电液,对比在不同浓度的导电液条件下工作回路中的电流大小,将实验电流信号进行去干扰处理后得到的电流波形见图8~图11。从微观角度对其解释如下:在进行电极高速旋转电解水时,工具电极表面生成氢气,由于水的密度远大于氢气,在离心力作用下,氢气更易向电极表面运动,从而附着在电极表面并形成气膜,使极间阻值增大,故回路电流变小,在加工波形图上表现为电流数值较小。随着电解加工持续进行,生成的氢气越来越多,在电极表面附着的氢气泡融合成更大的气泡,当气泡大到一定程度后,大气泡在离心力的作用下脱离工具电极表面,极间阻值瞬间降低、回路电流瞬间变大,此时加工电流数值发生跳跃,产生了峰值点,但这一时间极其短暂,紧接着电解产生的氢气气泡再次附着于电极表面,并重复上述过程。

表1 实验参数
图12是引电装置的导电能力趋势图。可见,随着电主轴转速提高,引电装置的导电能力呈下降趋势,这是因为此时导电液离心力逐渐增大,更多的导电液沿着固定副内壁向上运动,导致下端导电液较少、底部气体含量增多,进而使极间阻值增大,电加工回路电流变小。但随着盐溶液浓度提高,引电装置的导电能力又逐渐增强,这是因为溶液中的带电离子浓度增大,有利于导电。通过比较可知:电主轴转速的变化比盐溶液浓度的变化对引电装置导电性的影响更大。虽然盐溶液浓度对导电性的增强有所帮助,但在加工过程中,引电装置内同时进行着电解水的化学作用,使盐溶液的离子不断析出,溶液的离子浓度不断降低,其导电性反而变化不大,故浓度的变化并不能显著提高导电能力。但在实际加工中,提高盐溶液浓度可作为转速提高时导电性降低的一种补偿方式。另外,由于盐溶液的离子不断析出,故应及时更新导电液,本实验在连续加工20 min后更换一次导电液。

图8 导电液浓度为0 g/10 mL时的电流波形

图9 导电液浓度1 g/10 mL时的电流波形

图10 导电液浓度为2 g/10mL时的电流波形
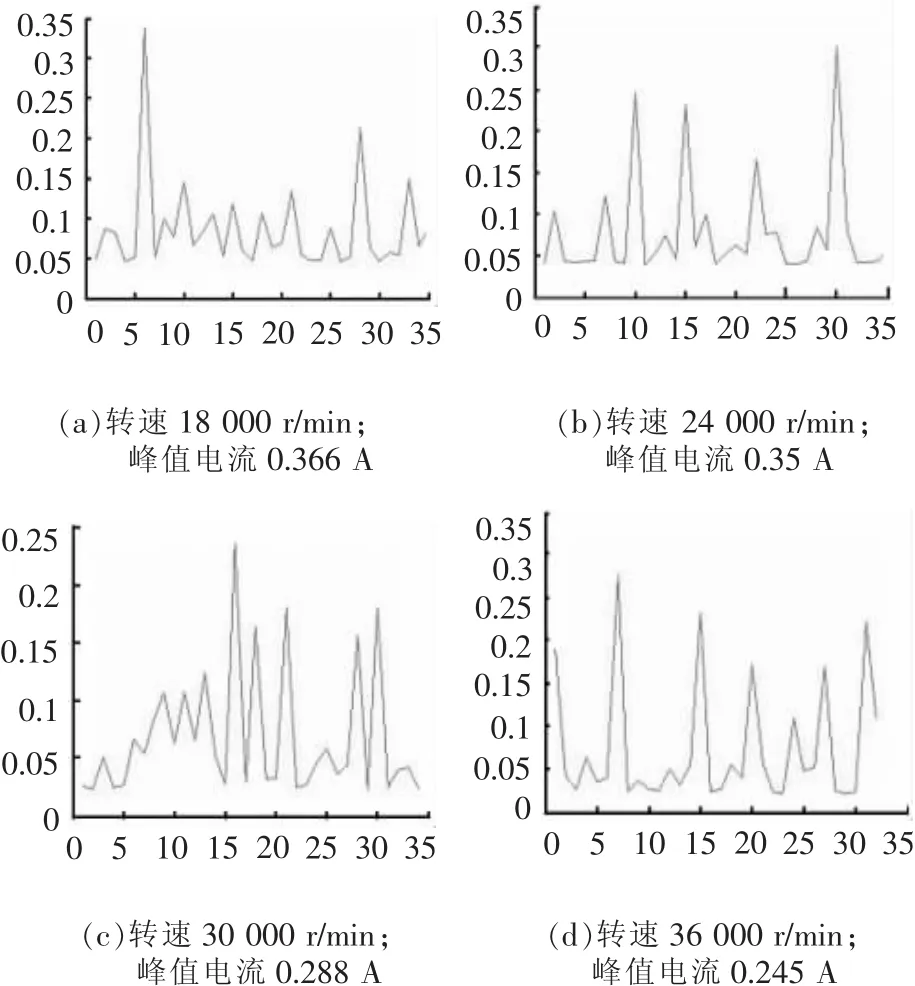
图11 导电液浓度为3 g/10 mL时的电流波形

图12 引电装置的导电能力趋势图
3 结束语
本文依照旋转轴迷宫油封原理设计了工具电极高速旋转电化学放电加工引电装置,借助流场分析软件,对引电装置内部流场运动情况进行了仿真分析,得出了电主轴转速越大,引电装置可靠性越好的结论。另外,对工具电极高速旋转电加工时引电装置的引电能力进行了实验验证,证实了该装置可满足工具电极高速旋转电加工的引电要求。
[1] 黄绍服.工具电极高速旋转电化学放电加工基础研究[D].南京:南京航空航天大学,2013.
[2] YAHAGIY,KOYANO T,KUNIEDA M,et al.Micro drilling EDM with high rotation speed of tool electrode using the electrostatic induction feeding method[J].5th CIRP Conference on High Performance Cutting,2012:162-165.
[3] 冯光磊,杨晓冬.基于非接触给电的高主轴转速下微细电火花加工特性研究[C]//第16届全国特种加工学术会议论文集(上).厦门,2015:188-194.
[4] 徐惠宇.微细电解加工系统及其相关工艺的研究[D].南京:南京航空航天大学,2004.
[5] 何定华.一种新型水银导电装置:201620667539.7[P].2016-06-30.
[6] HIRANO T,GUO Zenglin,KIRK R G.Application of computational fluid dynamics analysis for rotating machinery-partⅡ:labyrinth seal analysis[J].Journal of Engineering for Gas Turbines&Power,2005,127 (4):820-826.
[7] 姚斌,孙瑞晨,张绪坤,等.污泥过热蒸汽搅拌干燥装置设计及试验[J].环境工程,2015(11):120-125.
[8] 徐健,刘孝光,潘培道.机械搅拌通风发酵罐内气液两相流的仿真模拟[J].包装与食品机械,2006,24(6):10-13.
[9] 汤赫男,鲁洁,王世杰.齿形角对迷宫密封性能影响的流固耦合分析[J].润滑与密封,2015,40(10):36-40.
[10]魏巍.基于CFD的迷宫密封流场的树枝模拟[D].大庆:东北石油大学,2013.
