放电能量实时控制的双极性电火花加工脉冲电源
2018-01-18杨飞,杨蛟,华晗,方斌
杨 飞,杨 蛟,华 晗,方 斌
(南京理工大学自动化学院,江苏南京210094)
电火花加工是用可控电能在工具电极和工件 间形成火花放电来移除被加工材料的非传统加工技术[1]。脉冲电源作为电火花加工机床的重要组成部分,其主要作用是将直流或工频正弦交流电流变成一定频率的脉冲电流。传统的电火花加工不论是独立式或是非独立式,通常都是采用单极性加工方式。基于对电火花放电现象对加工影响的观测,发现可控的双极性电火花加工能以较低的加工刀具磨损率获得比传统单极性电火花加工更高的材料去除率和效率[2-3]。
随着先进电力电子技术的引入,脉冲电源结构的灵活性和脉冲能量的控制得到了较快发展[4-5],Yan等[6-7]提出了用可控开关管组成的全桥电路作为拓扑的脉冲电源,其拓扑中的限流电阻虽起到了限制电流的作用,但大幅降低了系统效率。Rosario[8]和Javier[9]都采用了全桥开关网络和谐振变换器的结合来提高效率,但其输出脉冲电流波形通常都接近正弦波或正弦半波,且电流波形可控性差,放电能量的一致性控制也较难。Nicola[3]同样选用H桥电路作为拓扑,但限流电阻的存在依然使放电电流和能量不可控,且降低了加工效率。综上所述,双极性的脉冲电源可被用来提高材料去除率。而与之匹配的能量控制方式中,单次放电能量的控制往往通过改变放电频率和放电电阻来实现,不仅能量利用率低,可控的参数较少,且控制精度和灵活性较差。由于电火花放电频率和放电能量等参数极大地影响了被加工工件表面的粗糙度,故可控的放电频率和能量控制策略成为电火花加工的关键技术。
本文提出一种结合先进电力电子技术的双极性通用型电火花加工用脉冲电源,并给出了相应的能量控制策略[10-11]。采用全桥电路作为脉冲电源主电路,可提供连续正负脉冲输出;引入间隙电压和间隙电流的和作为唯一的控制量;在引弧阶段采用电压控制,在放电阶段采用电流控制,就此使用一个电路完成放电间隙的击穿和放电能量的控制,有效减小了脉冲电源系统的体积。同时,在单个放电过程中的各阶段,灵活调整脉冲电压、放电电流、放电持续时间和消电离时间等参数。在维持放电频率一定的情况下,保证加工过程中单次放电能量一致,实现了高效均匀的电火花加工。该电源在精确控制放电能量的前提下,可实现粗、精、微三种不同的加工方式。
1 双极性通用型脉冲电源拓扑
双极性电火花脉冲电源功率拓扑见图1。Q1、Q2、Q3、Q4、Qoff为开关管,Llimit为储能电感,Vp为输入电压,vop为两桥臂中点间电压,vd为间隙两端电压,id为间隙放电电流。通过控制输入电压Vp来调节正反向的脉冲电压幅值;通过控制Q3和Q4实现脉冲方向的调整;通过控制同一桥臂的上下二个开关管(Q1和 Q3,Q2和 Q4) 来控制流过电感 Llimit的放电电流id,进而控制正反向放电能量。Qoff用来加速放电间隙电荷泄放和消电离的过程,以提高脉冲频率。

图1 新型脉冲电源基本电路拓扑
图2是正、负极性加工时的等效电路图,图3是放电回路中主要电气参数的波形。以一个正负脉冲放电周期为例:正脉冲加工如图2a所示,变换器中开关管Q4保持导通、Q2保持关断,Vp通过一个等效的Buck变换器与放电间隙相连。Buck变换器首先采用电压控制,将一定的电压加在放电间隙上;当间隙被击穿后,间隙放电电压基本保持不变,Buck变换器变为电流控制,进行放电电流的实时调节以保证加工中放电能量一致。负脉冲放电的情况与正脉冲类似,如图2b所示,开关管Q3保持导通、Q1保持关断,脉冲电源通过Q2和Q4实现放电电流的控制。正、负脉冲的过渡过程需放电电流的下降和间隙电压的反向,之后就是第二次电压电流控制模式的切换。基于此脉冲电源电路拓扑和控制策略,可实现较高的脉冲能量利用率及放电能量可控的正反脉冲加工。
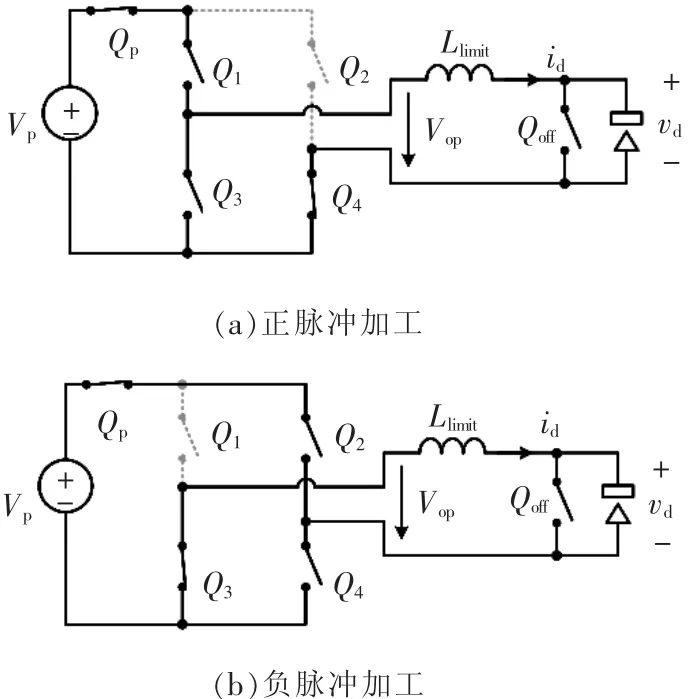
图2 新型脉冲电源基本工作方式
在微细电火花加工中,需将单次放电能量控制在很小的范围内,而粗加工就可适当增加单次放电能量。因此,若要满足粗、精、微加工的不同需求,通用型脉冲电源需配合灵活的能量控制策略,通过控制放电电流的幅值、放电脉宽和放电频率等多个参数来实现各种加工。
2 能量控制策略
传统的独立式脉冲电源单次脉冲放电过程中的放电能量控制,一般有恒定放电频率控制和恒定放电能量控制两种典型方式。

图3 新型脉冲电源电路主要波形
恒定放电频率控制方式是在间隙上施加脉冲时间Ton和消电离时间Toff以保持固定的脉冲电压Vp(图4),其脉冲电压宽度和放电频率1/Ts固定,类似开环控制。由于实际加工中放电间隙的情况多变,击穿延迟时间不同,真正的放电时间ton并不固定,即单次放电能量的一致性难以保证。
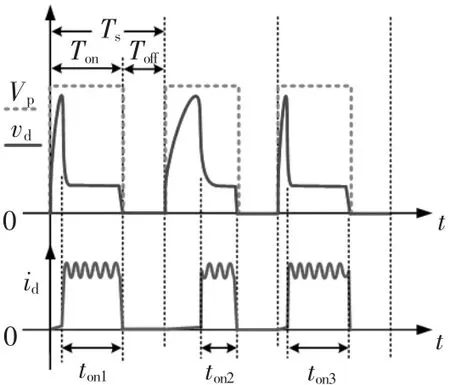
图4 恒定放电频率控制
恒定放电能量控制方式是保持放电间隙击穿后的放电时间Ton和消电离时间Toff固定,实现对单次放电能量的控制,放电一致性较好(图5),该控制策略需通过检测电路来识别放电间隙的状态,且实际放电间隙的击穿时刻不固定,因此,实际放电脉冲Vp的频率1/ts将不断变化。
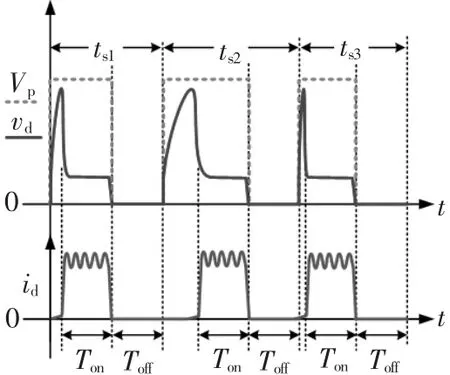
图5 恒定放电能量控制
若微细电火花脉冲电源能实时调整脉冲电压幅值、放电电流大小、放电持续时间和消电离时间,则可在保持放电频率一定的情况下,维持单次放电能量一致,实现高速、均匀的微细加工,故而提出了恒频等能量控制方式(图6)。通过引入闭环控制,在保持放电频率一定的情况下,实时控制单次脉冲电流平均值,以保证单次放电能量一致。

图6 恒频等能量控制
一般来说,电火花放电间隙在击穿之前为电压引弧阶段,流过间隙的电流几乎为零;在击穿之后为电流放电阶段,间隙电压维持在一个固定值;在击穿瞬间,两端电压由开路电压降至维持电压,流过间隙的电流快速上升至平均放电电流。间隙击穿过程非常短暂,间隙电压和间隙电流的变化率很高,会引起电压和电流的过冲和振荡,故需引入适当容量的电容来保证良好的动态响应和稳态特性。但对于微细电火花脉冲电源而言,大电容的引入不仅增加了单次放电能量的不可控性,还减慢了电压或电流控制的响应速度,考虑到放电间隙有类似于脉冲的特殊负载特性,需采用更合理有效的闭环控制方法。
如图7所示,在电压调节器中,采用动态电压定位控制策略[12-14]可有效提高变换器交流响应,其基本思想是牺牲一定的直流增益来提高交流响应,本质上是允许输出电压在负载变化时在一个可接受的动态范围内浮动。在重载时,输出电压略高于动态范围的下限;在轻载时,输出电压略低于动态范围的上限。
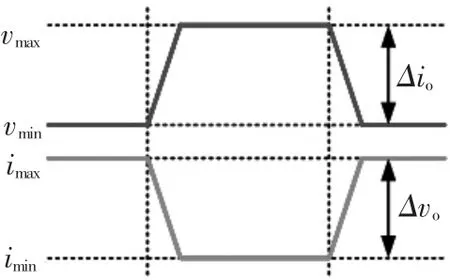
图7 理想动态电压控制波形
动态电压控制的等效模型见图8,等效为一个电压源和一个电阻的串联结构。通过控制,维持变换器的输出阻抗为一个恒定值,则负载由轻载突升至重载时,输出电压由动态范围电压上限跌至下限,若使动态范围的上限为脉冲电源开路电压,下限为间隙击穿后的维持电压,则这种控制方式完全可应用到脉冲电源中。在脉冲放电过程中,放电间隙在击穿时涉及到直流增益的下降,因此可充分利用这一特性,提高脉冲电源的闭环动态响应性能。根据以上分析,给出了如图9所示的动态电压定位控制的脉冲电源示意图。

图8 动态电压控制器等效模型
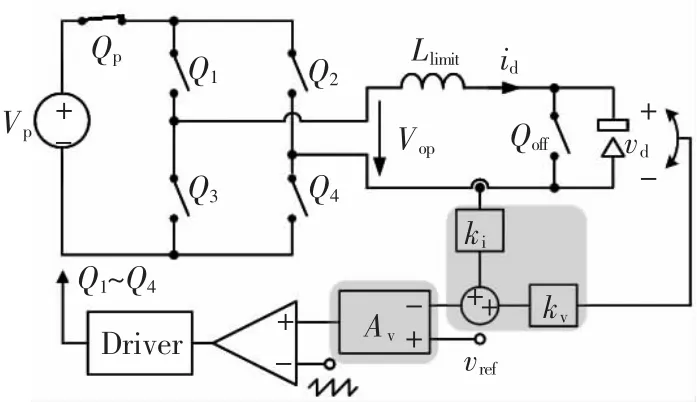
图9 动态电压控制的脉冲电源模型
定义参考电压量 vref(t)为:

式中:kv和ki分别为电压和电流采样倍数。由于受到补偿环节Av的作用,采样后的电压与电流之和将会自动跟随参考电压 vref(t)。
在引弧阶段,流过间隙的电流几乎为0,则式(1)变为:

该控制方式等效为输出电压控制。
在放电阶段,放电电压几乎不变,为了维持电压 Vh,式(1)又变为:

该控制方式等效为输出电流控制。
由此,采用一个控制量,即间隙电压和间隙电流的采样和,就可完成引弧阶段的电压控制和放电阶段的电流控制以及二者的自然切换,提高了动态响应能力。
脉冲电源单次放电能量可表示为:

式中:Ts表示放电周期。若放电电流的控制效果较好,则在一个放电周期内,可用放电电流的平均值替代其实时值来简化计算,则式(4)可简化为:

式中:tb是间隙击穿延时。当控制器检测到击穿延时tb时,可根据设定的单次放电能量w,计算出这一个放电周期内的电压参考量:

通过以上提出的能量控制策略,可实现单次放电能量的一致性控制。
3 仿真与实验
为了验证所提出的双极性脉冲电源和相应的动态电压定位控制算法的可行性,搭建了如图10所示的脉冲电源原理样机,并进行了恒定输出阻抗和通过闭环控制虚拟恒定输出阻抗的对比实验。
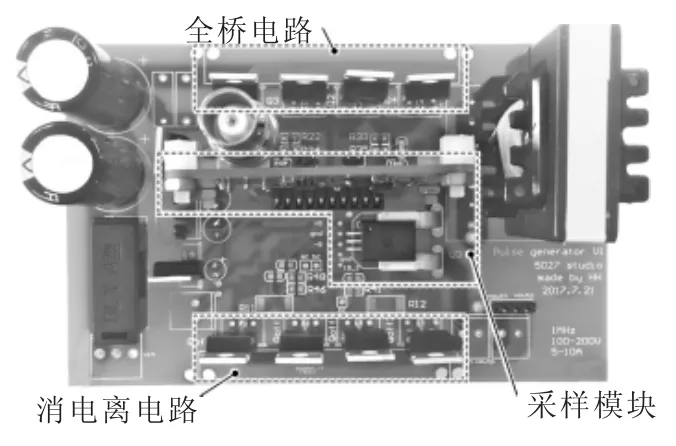
图10 脉冲电源实物
3.1 开环系统仿真与实验
理论上,如果使脉冲电源的输出阻抗为一恒定值,则动态电压定位控制可提升电源的动态响应能力。电路开环仿真模型见图11,设输入电压Vp为100 V,维持电压Vh为20 V,放电电流Id为5 A,由式(7)确定输出阻抗 Ro为 16 Ω。


图11 脉冲电源开环仿真模型
另由图12所示的仿真波形可见,一个周期的放电波形如下:间隙电压值上升并保持在100 V左右,直到间隙击穿时下降至维持电压值约20 V;此时流过间隙的电流值快速上升至5 A后保持恒定,直到正脉冲加工周期结束,之后间隙电流和间隙电压值都下降至0;接着,间隙施加反向电压,并再次被击穿,间隙电流值由0快速下降到-5 A后保持恒定,直到负脉冲加工周期结束时再次上升至0。

图12 开环仿真波形
3.2 闭环系统仿真与实验
在放电回路中,串联电阻降低了放电能量的利用率,因此考虑用电感代替电阻。电感本身几乎不损耗能量,只用来储存和传递能量,配合前述动态电压定位控制方法,实现了高效、参数可控的脉冲电源。采用电感作为储能元件的闭环仿真模型见图13,设输入电压 Vp为 100 V,维持电压Vh为20 V,放电电流平均值Id为5 A,综合考虑电流纹波及其变化率要求,确定电感Llimit为15 μH。

图13 脉冲电源闭环仿真模型
仿真波形见图14。采用闭环控制方法,环路补偿虽存在一定的延迟,但正反向放电电流平均值可稳定控制在±5 A左右,且由于无电阻,故可有效提高电源的能量利用率。
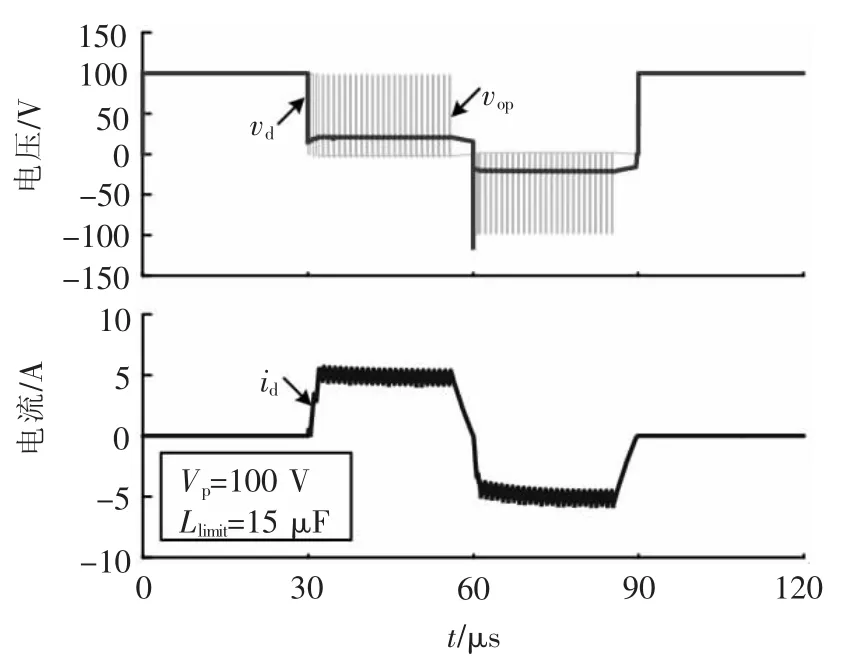
图14 闭环仿真波形
3.3 放电能量闭环控制实验
采用闭环控制的双极性脉冲电源的放电电流波形和放电能量的可控性较强,可对放电电流进行平均电流控制、峰值电流控制等。图15是多开关周期平均电流控制波形,放电电流脉宽和平均值均可根据加工需求调节,此时的开关周期约为1 μs,电流放电时间约为4 μs,放电电流平均值约为1 A。图16是单开关周期峰值电流控制波形,通过控制放电电流的峰值进而控制单次放电能量,可获得比多周期平均电流控制更低的单次放电能量,此时的电流放电周期约为1 μs,放电电流峰值约为1 A。

图15 多开关周期平均电流控制波形
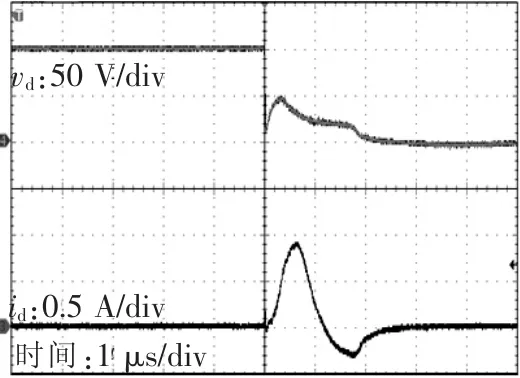
图16 单开关周期峰值电流控制波形
以上仿真与实验结果和理论分析基本一致,恒频等能量控制的双极性脉冲电源可对放电波形和能量进行灵活多变的控制。
4 结束语
本文基于对脉冲放电现象的观测和对放电机理的分析,结合先进电力电子技术,提出了一种双极性通用型电火花加工脉冲电源,并给出了相应的能量控制策略。采用全桥电路作为脉冲电源的主电路,选用储能电感作为唯一的储能元件用于放电电流控制,取消限流电阻。采用动态电压定位控制,在引弧阶段进行电压控制,在放电阶段进行电流控制,用一个电路完成放电间隙的击穿和放电能量的控制,减小脉冲电源系统的体积。同时,在单个放电过程的各个阶段,对脉冲电压、放电电流、放电持续时间和消电离时间等参数进行合理灵活的调整,在维持放电频率一定的情况下,保证加工过程中单次放电能量的一致,可实现高效均匀的电火花加工。该电源在精确控制放电能量的前提下,可实现粗、精、微不同的加工方式。
[1] 赵万生.先进电火花加工技术 [M].北京:国防工业出版社,2003.
[2] QIAN Jun,YANG Fei,WANG Jun.Material removal mechanism in low-energymicro-EDM process [J].CIRP Annals-Manufacturing Technology,2015,64(1):225-228.
[3] GIANDOMENICO N,GORGERAT F H,LAVAZAIS B.Development of a new generator for die sinking electrical discharge machining[J].Procedia CIRP,2016,42:721-726.
[4] 赵万生,宋博岩,狄士春,等.逆变式电火花加工脉冲电源的研究[J].哈尔滨工业大学学报,1997,29(6):112-115.
[5] 狄士春,吴海波,王贤成,等.电化学加工脉冲电源的研制与实验研究[J].电加工与模具,2005(1):42-44.
[6] YAN Mutian,LAI Yipeng.Surface quality improvement of wire-EDM using a fine-finish power supply[J].International Journal of Machine Tools and Manufacture,2007,47(11):1686-1694.
[7] YAN Mutian,LIN T C.Development of a pulse generator for rough cutting of oil-based micro wire-EDM[J].Procedia CIRP,2016,42:709-714.
[8] CASANUEVA R,AZCONDO F J,BRANAS C.A new bipolar power supply for spark erosion based on a series-parallel resonant inverter[J].Applied Power Electronics Conference and Exposition.USA:Austin,2008.
[9] BAIZAN J,CRESPIN A N.CASANUEVA R,et al.Converter with four quadrant switches for EDM applications[J].IEEE Industry Applications Society Annual Meeting.USA:Lake BuenaVista,2014.
[10] 王玉魁,宋博岩,王振龙,等.有源功率因数校正技术在脉冲电源设计中的应用[J].电加工与模具,2006(1):35-37.
[11] 李文卓,刘晋春,赵万生,等.皮焦级超微能电火花加工电源技术研究[J].哈尔滨工业大学学报,2009,41(1):197-203.
[12] YAO K,REN Y,SUN J,et al.Adaptive voltage position design for voltage regulators [C]//IEEE Applied Power Electronics Conference and Exposition.USA:Anaheim,2004:272-278.
[13] YAO Kaiwen,XU Ming,MENG Yu,et al.Design considerations for VRM transient response based on the output impedance[C]//IEEE Transactions on Power Electronics,2002,18(6):14-20.
[14] YAO K,LEE K,XU M,et al.Optimal design of the active droop control method for transient response[C]//IEEE Applied Power Electronics Conference and Exposition.USA:Miami Beach,2003:718-723.
