生活垃圾前分选系统的自动控制
2018-01-18张月平苗家森
张月平,苗家森
(天津百利阳光环保设备有限公司,天津 300410)
目前,生活垃圾构成种类越来越多,处理越来越困难。传统的垃圾处理方式是直接填埋或焚烧,垃圾填埋场通常设置在农村,占用大量农田,对不分类的垃圾进行焚烧,会造成大气污染。随着我国改革开放的进一步深入,经济发展越来越丰富,生活节奏加快,人们在生活中产生的垃圾也越来越多,成分越来越复杂,越来越难处理。上世纪九十年代我国就有人提出对垃圾进行综合利用,但是由于当时技术不成熟,而且没有得到足够重视,直到现在,生活垃圾的处理设备也是在焚烧和填埋方面的研究比较多,对垃圾分选设备研究比较少。随着社会的发展,生活垃圾的综合处理得到越来越多的关注。生活垃圾中含有多种成分,很大一部分可以回收再利用。由于处理困难,这部分有用的物质一般都没有得到有效利用。垃圾分选设备研究的目的,就是将混合垃圾进行有效的分类,对某垃圾成分中的少量杂质进行分离,得到较为单一的组分,或是从混合垃圾中分离出某种少含量垃圾组分,有利于垃圾的回收再利用和后续处理。
生活垃圾处理项目主要包括前分选生产线和各种专项处理设备等。前分选生产线主要是将混合垃圾进行分类,经后续处理后的生活垃圾几乎全部变废为宝,有机质经喷爆造粒变为肥料,渗滤液经水处理循环利用,分离出的塑料制成燃烧棒可供发电、渣土制砖等。根据前分选生产线的运行要求,我们采用PLC作为主要控制元件,触摸屏和上位机作为人机交互界面,设计出自动化水平较高、运行平稳可靠的控制系统。我们经过不断的摸索和改进,将生产出更加完善的生产线,为我市的环保事业做出贡献。
1 生产线设备构成
根据垃圾组分及分选结果不同,前分选设备基本包括板式输送机、滚筒筛、破碎机、磁选机、风选机、液压料仓、打包机等主要处理设备,通过皮带输送机或螺旋输送机将物料输送至处理设备。板式输送机为最初上料设备,原生垃圾通过该设备输送到后续处理生产线,该设备由输送部分和均料破袋部分组成,输送部分主要运送原生垃圾,均料破袋部分控制垃圾均匀输送,并将袋装垃圾破袋;滚筒筛将垃圾按粒径进行筛分,根据网孔的大小将垃圾在滚动过程中分成大小粒径两部分,再进行不同的处理过程;破碎机将大件垃圾破碎;磁选机将铁质垃圾分出;风选机按物料重量分为轻物料和重物料;打包机将轻物料(塑料,纸制品等)打包;皮带机将各主要设备连接起来,将物料输送至不同的处理方向。前分选设备主要完成对垃圾各种成分的分类,分出有机质去制肥或发酵发电,分出塑料制品去造粒,分出铁质物品回收,渣土填埋或制砖等。图1所示为一条较小的生产线布局。
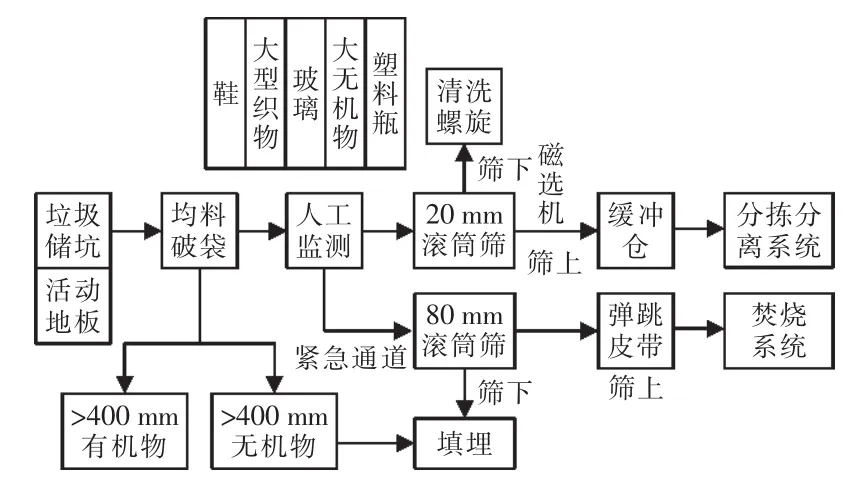
图1 前分选设备布局Fig.1 Layout of sorting equipments
2 控制系统构成
前分选控制系统主要由主控室上位机部分和现场控制设备组成。上位机通过以太网读取现场PLC采集的各设备的状态、运行数据,具有设定工艺参数、远程启停设备、监控生产线运行、及时显示设备故障、记载历史数据等功能。现场控制设备由下位机可编程逻辑控制器(PLC)、现场操作设备触摸屏、驱动设备、检测元件等组成,控制系统网络组成如图2所示。系统采用PLC作为现场控制单元,通过各种传感器、开关、按钮检测设备的状态,并通过变频器、接触器等控制元件来驱动现场的各种电机、泵、阀、风机等运行。现场的变频器及各种智能设备通过Profibus总线连接到PLC主站,主站将各设备及从站的状态上传到上位机,通过上位机的组态软件转换为可操作的视窗界面,操作人员通过视窗界面可实时了解所有设备的运行状况,工程师可通过操作界面对设备进行参数的设置,维修人员可通过操作界面了解故障的发生点和发生原因,还可将当日的运行状况打印出来记录存档。上位机可通过工业以太网和交换机连接到公司的管理网络上,经过授权的管理人员可随时了解车间的生产状况和设备的运行状态。所有设备均采用远程、现场、零位的控制模式,维修人员在现场即可轻松地实现控制方式的转换,方便对所有设备进行检修,同时整个电路采用直流24 V作为控制电压,现场广泛使用各种安全开关和保护开关,极大地提高了维修人员的安全性。
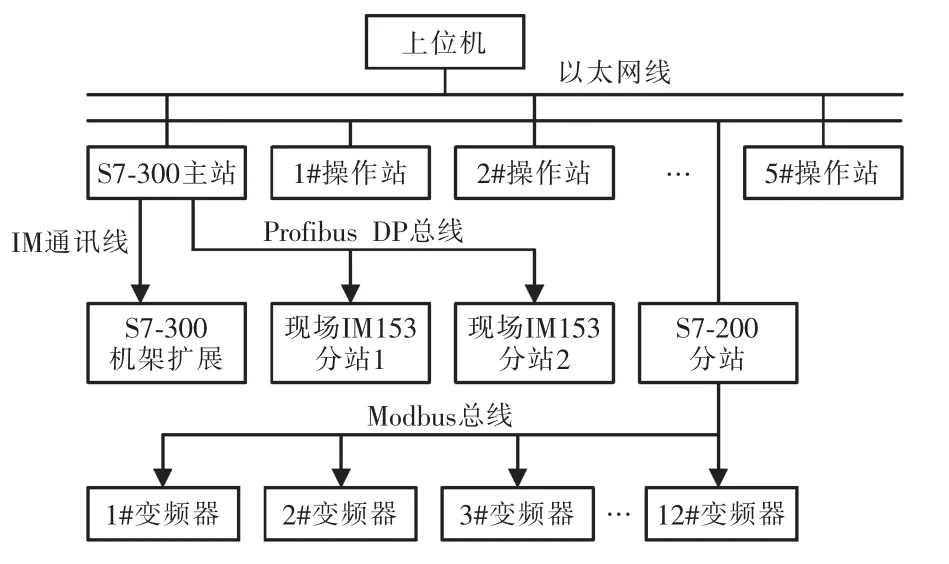
图2 网络结构及PLC组成Fig.2 Network structure and PLC composition
3 下位机组成及功能
3.1 硬件
根据文献[1-2],下位机系统主要采用西门子S7-300 PLC和S7-200 PLC实现过程控制,S7-300 PLC包括控制电源、CPU、数字量输入/输出模块、模拟量输入/输出模块、以太网模块和单元扩展接口模块,2个现场采用西门子IM153模块通过Profibus-DP与主站CPU通讯。触摸屏分布在生产车间各处,用于手动操作就近设备启停,操作界面如图3所示。生产线一旦出现故障,触摸屏会及时显示,报告故障位置。
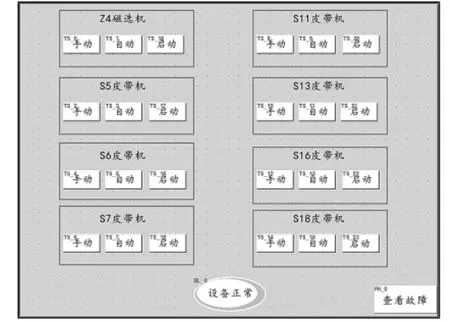
图3 触摸屏手动操作画面Fig.3 HMI operation screen
S7-200Smart PLC配有CPU模块和以太网通讯模块,通过CPU自带485通讯接口,与驱动元件ABB变频器完成Modbus RTU通讯,采集变频器运行数据,发出运行指令及写入运行参数。这样配置主要是为了节省成本,因为ABB变频器标配有Modbus RTU通讯协议,不用另外采购通讯模块,变频器数量又多,通讯模块的采购成本远超过S7-200Smart的采购成本。S7-200Smart通过以太网与S7-300通讯,经S7-300将数据集中于上位机。
3.2 软件
S7-300编程采用西门子公司开发的组态软件STEP7 V5.5 SP2编辑。S7-200Smart采用 STEP 7-MicroWIN SMART组态软件编程。
3.2.1 S7-300程序
S7-300程序结构如图4所示。通过一系列的数据采集交换,经过编程实现各台设备顺序启停,设备状态检测、故障处理、急停处理、与上位机及触摸屏的通讯、工艺控制等功能。
全局控制程序汇集整条生产线各台设备的手动/自动状态、故障状态、急停状态。发出启动或停止生产线自动运行命令,发出声光报警。
报警汇总程序采集设备检测元件数据,汇集急停报警、过热报警、跑偏报警、跑偏故障、直流电源报警、变频器故障报警、皮带机打滑报警、堵料报警等。一方面服务全局程序故障报警指示,另一方面报告上位机及触摸屏,显示故障内容。

图4 S7-300程序结构Fig.4 S7-300 program structure

图5 控制流程Fig.5 Flow chart of control
自动控制程序自动控制流程如图5所示。顺序启动、停止生产线运行:启动时由生产线最后端受料设备逐步向最前端送料设备启动,保证受料设备启动后送料设备才可启动,避免输送机上堆料。停止时则由最前端送料设备到最后端受料设备逐步停止,保证停止运行时清空输送机上的物料;自动运行过程中故障处理程序:立即停止故障设备及给其供料设备的运行,维修恢复后,由该设备开始,其供料设备顺序启动;自动运行过程中急停处理程序:检测到生产线上任意一个急停信号,全部设备停止运行,直至恢复急停,全线重新启动。
手动控制程序任何一台设备在手动状态下都可以通过触摸屏手动操作单独启动或停止,手动操作主要用于设备检修。
驱动控制程序PLC输出点驱动程序。每台设备手动或自动运行指令通过PLC输出点输出,驱动设备运行。
单机控制程序控制滚筒筛、风选机及人工手选设备的单独运行程序。
通讯程序建立S7-300 PLC与上位机、触摸屏、S7-200Smart PLC通讯。
3.2.2 S7-200Smart程序
S7-200Smart PLC与变频器建立Modbus RTU通讯,通过编写轮询程序逐一扫描每台变频器,读写变频器参数。S7-200Smart PLC与S7-300 PLC建立以太网通讯,交互变频器参数。
4 上位机系统
上位机采用工业控制计算机加工业控制软件的配置。工业控制软件采用西门子组态可视软件WinCC7.0,它具有以下过程可视化的功能:全图形显示;报警显示;报警归档和报警记录;测量值采集(归档功能、数据压缩、最小值和最大值等);报表编辑器,用于把机器顺序和过程顺序以个别报表形式形成文件;对各种PLC系统的过程通讯;标准接口,例如Microsoft程序;在所有的WinCC应用模块中都有编程接口(API),允许访问数据和函数;复杂的可视化任务可以使用ANSI-C或VB编程语言来解决[3]。
上位机操作界面在系统启动或注销后,必须输入正确的用户名和操作密码进行登录后才能进入系统操作。系统设置多种用户操作权限,分为操作员权限、管理员权限。操作员权限只能进行状态监视、设备操作、报表打印,管理员具有操作员全部权限外、还可进行参数的修改和设定。系统登录界面如图6所示。
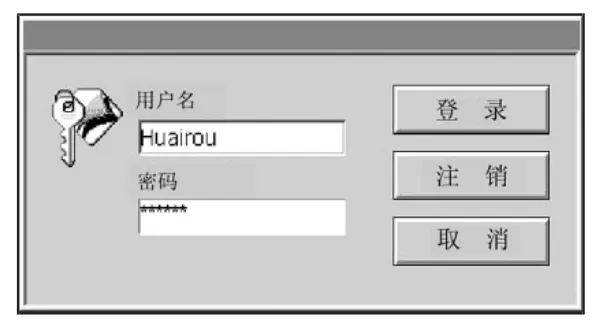
图6 上位机登录界面Fig.6 PC login
主工艺流程如图7所示,显示完整城市生活垃圾处理工艺过程,并且所有设备均用动态图形表示。运行状态用不同的颜色来区分,如用蓝色表示停止,灰色表示自动,黄色表示手动,红色表示故障,绿色运动的箭头等表示物料的运行方向和设备的运转。在工艺流程图上可设定流量阀的开度,调节上料速度,设定变频器的频率,调节处理速度,显示流量阀实际开度和变频器的实际频率值、电流值。变频器参数还可在变频器参数画面中设定和显示,还可显示其参数曲线,如图8所示。
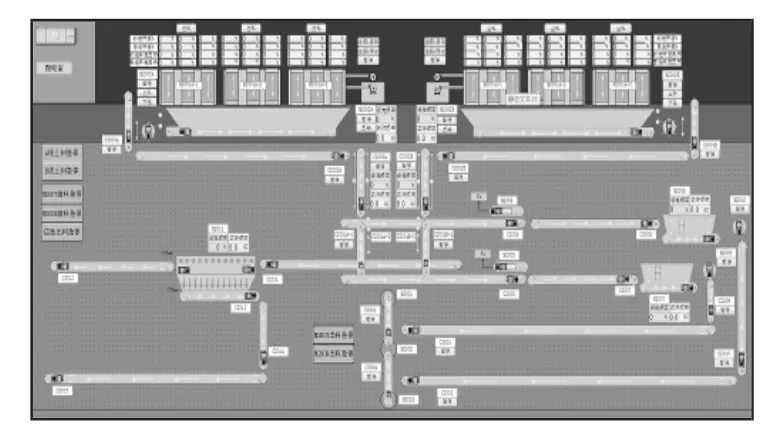
图7 工艺流程Fig.7 Process flow

图8 频器参数画面Fig.8 Parameters of inverters
自控系统报警进行分组处理,报警具有未消失未被确认、未消失已被确认、消失未被确认和消失已被确认4种状态,可通过报警界面按取消和确认报警。在监控界面底部设置报警栏,不同颜色代表不同优先级,显示最近4个报警未消失未被确认的详细内容,包括报警的当前状态、发生时间、“消失”的时间和确认的时间,用户可在报警出现时自动通过打印机打印输出,如图9所示。并且,系统配置有报警历史记录,可随时调出查看,根据时间、内容分析报警情况和原因。
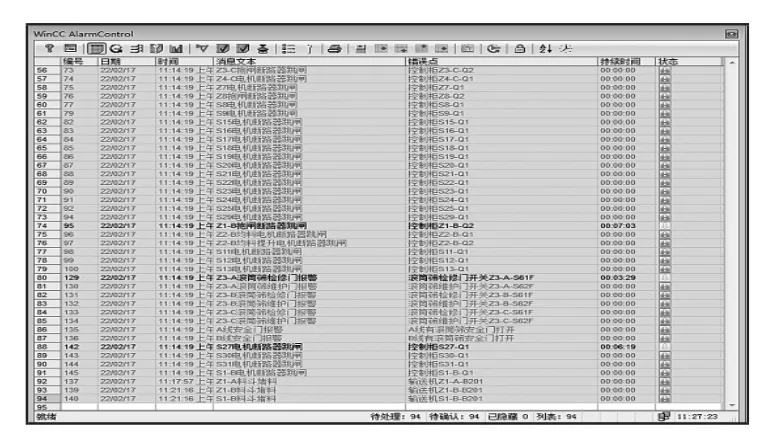
图9 报警记录Fig.9 Alarm record
上位机系统具备功能强大的事件记录功能。
操作记录功能操作记录是指用户对系统的使用情况,主要包括用户登录记录、控制操作记录、退出记录等,用来保证系统的安全性。系统自动检查结果情况,并记录在控制操作表中,内容有命令发出时间、对象及操作性质、执行结果和用户名等。
设备运行记录功能设备运行记录是指垃圾处理设备的运行情况,主要包括用设备状态记录等。系统自动记录生产运行情况,并记录在生产记录表中。
报警记录功能报警运行记录是指系统现场设备的控制、运行情况,主要包括各种设备的停止、启动的预报警,设备参数达到(超过)上下限时报警等,用来反映生产运行时出现的异常情况。系统自动检查报警情况,并记录在报警记录表中,内容有报警的种类、地点、名称、报警时间等。监测并显示电气设备的故障有过载、短路、过流、过电压、失压、过热、缺相、超速、低速、主回路故障、变频器故障、欠压、PLC运行状态等。
历史数据库功能记录各种垃圾处理过程中的数据,如用日处理记录等,将所有数据归纳汇总形成报表,并相应制报表显示、打印和存档。
5 结语
以高可靠性的西门子S7-300 PLC作为垃圾前分选生产线的主控制器,配以通讯网络、上位计算机,触摸屏实现了对生产线的远程、智能、安全的自动控制;实现了良好的人机对话,方便操作人员在触摸屏、主控室了解现场设备的实际运行状况并适时修改参数设置;实现了故障保护功能;实现了远程和现场两级操作,达到了直观、快捷、安全的运行目的。该控制系统已经在多条生产线中应用,运行平稳、可靠,获得良好的经济效益和社会效益。
[1]刘华波,何文雪,王雪.西门子S7-300/400PLC编程与应用[M].北京:机械工业出版社,2011.
[2]陈海霞,柴瑞娟,任庆海,等.西门子S7-300/400PLC编程技术及工程应用[M].北京:机械工业出版社,2012.
[3]姜建芳.西门子WinCC组态软件工程应用技术[M].北京:机械工业出版社,2015.
