浅析疫苗生产车间的活毒废水的处理
2018-01-15王涛
王涛
摘要:生物安全关系着人民健康和国家安全,为应对疫情,生物医药公司生产疫苗。而在疫苗生产、生物试验过程中产生大量活毒废水。本文简单解说作者参与建设的生物研究所序批式生物废水处理装置。
关键词:活毒废水;连续收集;批次处理;安全排放
在疫苗的生产企业在生过程中会产生大量的活毒废水,废水中肯定含有部分活着的细菌和病毒,按照相关的环保法规和GMP要求,这些废水必须要严格处理,达到无害化要求才能排放。
作者在成都生研所卡介苗产业化工程依据相关标准研制开发项目施工中建造的“生物活毒废水灭活系统”,灭活效果彻底,不会产生二次污染,经过其处理后的活毒废水可以安全排放。
灭活系统的工作原理:生物活毒废水灭活系统中使用高温高压蒸汽对活毒废水进行直接加热和间接加热的方式,在持续高温的状态下对废水中的活毒进行消杀。这种灭活方式可以消杀废水中的病毒和活菌。而且结构简单,适合大吨位的生产。在已投产的设备中对灭菌性能进行检验、检测和验证,总结了灭菌设备先进的设计理念、安全保障,为医药和生物制品生产的安全有效性提供科学依据。验证结果表明:高压蒸汽灭菌运行周期短、安全性能强、灭菌质量稳定可靠。
生物活毒废水灭活系统是高效的灭菌装置,根据用户的废水产量的多少,系统可采用连续和间歇的工作方式。根据用户提供的数据设计收集罐和灭活罐的容积。
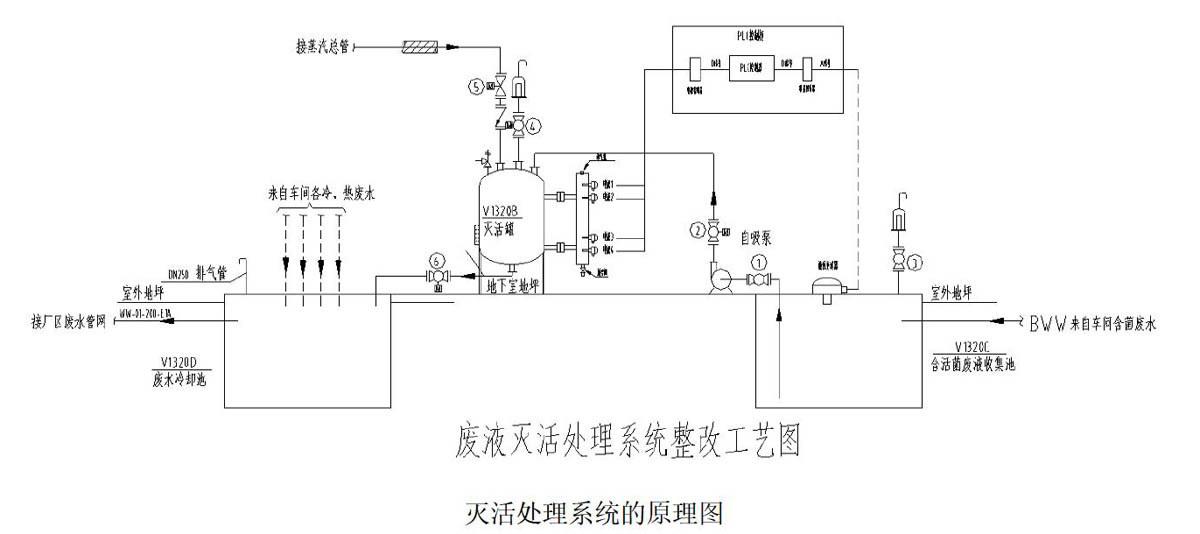
如图所示,在生产和实验过程中,车间活毒废水通过废水收集池集中储存,收集池设计容量为20T,当废水池的容量达到一定标准(设定液位标准可调(0-4m),本項目根据生产车间平均排水量,设置的液位参数为+2.0m,此时收集池废水储量为10T,),收集池液位计向PLC柜发送型号,自吸泵(一用一备)启动工作,将废液输送至灭活罐,输送管道采用304不锈钢,设置止回阀和联接有蒸汽灭菌装置。
灭活罐采用压力容器设计,罐体304不锈钢材质,并设置有排气管和保温夹套。灭活罐容量到达设计值,自吸泵停止工作,阀门关闭,系统开启蒸汽阀门,蒸汽阀门为可调式电动阀门,开启度由PLC柜控制,并就地显示。蒸汽压力设定为0.35Mpa。
灭菌工作开始,期间温度传感器持续工作,向PLC控制柜提供罐内温度参数。当罐内温度达到60℃,并保持60℃以上50S,(该项生产工艺产生病毒在50℃即可杀灭,如用于其他生产工艺,则罐内灭杀温度可以调节,最高温度100℃。温度传感器量程0-150℃,灭菌时间可调),此时蒸汽输送停止,灭活罐排气阀门开启,当罐内压力正常,罐内排水阀开启,经处理过后的废水排入废水冷却池,最终排入厂区排水管道。
整个过程由PLC系统自动控制,各个阀组、温度传感、液位显示、自吸泵启停参数、信号均集成的控制系统中,当需要时可装换为手动控制。当车间连续排放活毒废水,该灭活程序循环运行或间歇运行,具体视收集池容量确定。经过完整灭活程序的废水,灭活效果彻底不会产生二次污染,废水可以安全排放。
该系统的优点:
1.生物活毒废水灭活系统是高效的灭菌装置,工作方式灵活。可以根据废水的来水量,连续处理或批量处理。
2.生物活毒废水灭活系统运行安全、可靠、操作简单、维护方便。装置的仪表和阀件均采用优质产品,关键点的控制采用双系统来保障装置运行安全,确保不产生溢流事故,污染灭活场地。
3.灭活罐采用压力容器设计,可实现在位蒸汽灭菌、CIP清洗。罐体采用保温设计,确保灭菌过程热量不散失而罐表面的温度不超过36℃。
4.具有温度、液位、时间等参数设定功能,能实时显示温度、液位、时间。
5.建设成本低、施工周期短、占地面积小。容易安装。
6.该系统所有设施满足压力容器相关规定、符合建筑、消防有关法规,过程和目标可控。
本系统在实际应用中,效果好、环保节能,实践证明该系统是一种成本低、安全可靠的灭活解决方案,这种集中收集、批次处理的生物废水处理装置值得研究和推广。我国生物实验室、疫苗生产车间的活毒处理建设可以根据业主的生产规模、病毒特点选定合适的处理工艺。