直流牵引电机换向片片间云母下刻机研发
2018-01-15戚玉明陶季文
戚玉明 陶季文
摘要:针对直流牵引电机换向片片间云母下刻深度,倒角及加工质量等问题。介绍一种专用直流电机换向片片间云母下刻机。
关键词:下刻机:加工原理:主要结构
直流牵引电机换向片片间云母下刻机研发成功,改变原有加工的工艺方法,提升了加工品质和效率。直流电机换向片片间云母沟槽专用下刻机的设计、加工工艺、加工品质和综合性能方面具有明显优势。
1.问题的提出
换向器是电机中最为关键的部件之一,而电机换向片片间云母沟槽加工的质量会直接導致换向片片间短路。目前,对电机换向片片间云母沟槽的下刻,各修理公司主要采用牛头刨来加工或在此基础上增加自动控制部分。
直流牵引电机换向片经过加工,组装或运行后,部分换向片和上面的沟槽与转子轴线存在一定的偏移角度,即沟槽与转子轴线不在同一个平面(即倾斜沟槽)。传统工艺方法采用牛头刨刨削每片间云母沟槽,见到倾斜沟槽采用调节转子两顶针水平距离,使倾斜沟槽与刀具运动方向一致以达到纠偏,加工后极易产生云母沟槽尺寸超差。经修理后,换向器上的沟槽宽、换向片倒角、下刻深度都不完全一致,沟槽有宽有窄,换向片倒角有大有小,所加工的表面粗糙度也一般。
直流电机在运行时,电刷和换向器之间常会发生火花。片间云母沟槽加工质量好坏,极易造成电机“放炮”、直至损坏。主要因素由:
1)易使磨损的电刷石墨粉和换向器铜粉等积存在片间云母沟槽中,不易排出沟槽。易产生换向片片间短路;
2)由于片间云母沟槽加工尺寸不一致,导致了换向片也有宽有窄,电刷接触时易发生换向瞬间局部电流过大,所产生的火花超限。
2.总体布局
直流牵引电机换向片片间云母下刻机应符合《直流牵引电机检修技术文件》和铁标TB/T3018-2001《牵引电机云母槽下刻的技术条件》要求。
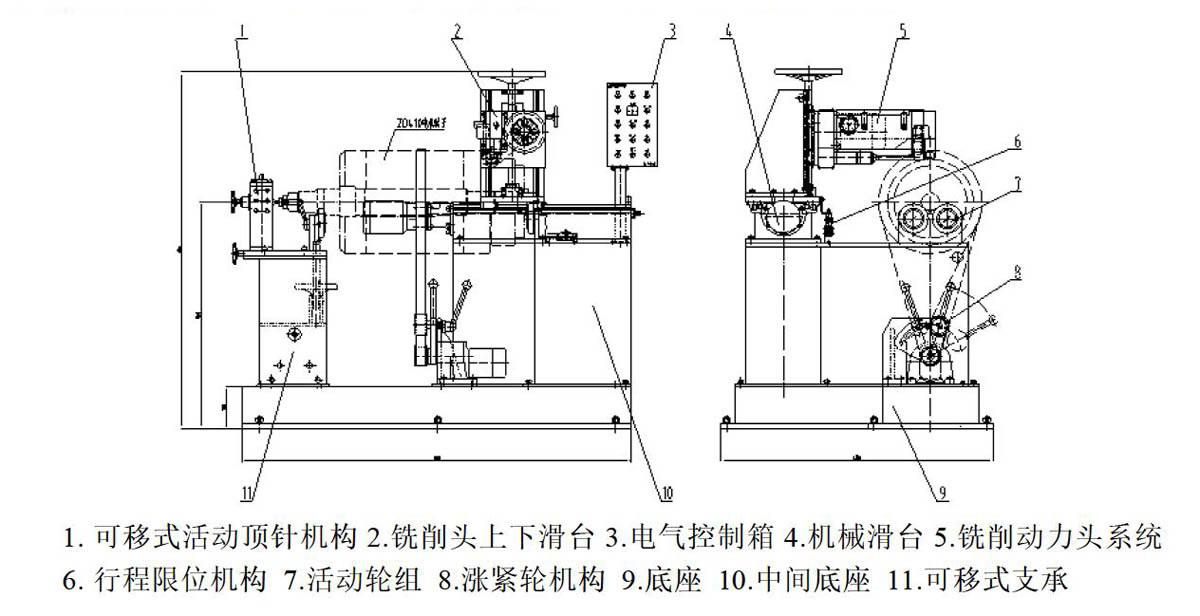
直流牵引电机换向片片间云母下刻机主要由可调式活动顶针机构、铣削动力头、铣削头上下滑台、铣削进给机械滑台、行程限位机构、活动轮组、涨紧轮机构、底座、中间底座、可调式支承、电气控制箱、粉尘收集装置部分等组成。见图
3.主要技术参数
3.1电源电压:三相380V AC,50HZ
3.2整机功率:3KW
3.3外型尺寸:1900(长)X1300(宽)X1700(高)(mm)
3.4可加工电机(型号):ZD80、ZD106、ZD109、ZD410、ZD116
3.5自重:1500kg
4.下刻机加工原理
直流牵引电机换向片片间云母下刻机采用铣削方式对片间云母沟槽可进行一次装夹、连续下刻。
下刻机铣削刀具采用硬质合金成型刀具,下刻和倒角一次完成。
当部分换向片和片间沟槽与转子轴线不在一个平面的倾斜沟槽时,铣削加工采用了自动跟踪并连续铣削技术。在铣削加工中,成型铣刀可以沿着倾斜沟槽自行纠偏(铣刀可调范围±5mm),成型铣刀不会因倾斜沟槽铣削到换向片上。从整个加工机理上,保证了换向片沟槽宽度、倒角、下刻深度一致性。避免了加工后沟槽有宽有窄,沟槽倒角有大有小的缺陷。
5.主要结构介绍
5.1铣削动力
铣削动力结构主要通过连接箱,把电机、传动机构、主轴箱、刀架及排尘风道合成一体。铣刀设计线速度V=52m/min,在高速切削加工后,片间云母沟槽表面粗糙度可达Ra1.6um。同时,下刻机在高速铣削加工中会产生云母片粉尘(有毒)等杂物,可直接通过内置排尘风道有效地将粉尘收集,杜绝因云母粉尘损害操作工作人员的健康,达到环保要求。
5.2进给部分
片间云母沟槽下刻机升降、进给机械滑台均采用滚珠导轨和滚珠丝杠,提高了该机的可靠性,及加工精度。进给机械滑台行程控制中设计了专用限位调节器。分别设有粗调节与细微调节,限位调节器细微调节范围0~10mm,调节器精度为0.1mm。
5.3测控技术
片间云母沟槽的分度、定位测控系统主要采用上激光和边激光两个激光传感器来实现的。232片换向片和云母片采用上激光、边激光分别确定片间云母沟槽位置和片间云母沟槽位置定位。片间云母沟槽的分度通过齿轮减速机皮带传动,驱动电机转子转动或停止。在显示器还带有可设置下刻槽数及计数器,整个控制系统采用PC可编程控制器来完成。
6.直流牵引电机换向片片间云母下刻机的运用
直流牵引电机换向片片间云母下刻机研发成功,不仅可以满足机务段对牵引电机检修任务的需要,还提升牵引电机检修质量和工作效率。通过机务段几年来实际使用调研,下刻机的研发符合了对电机检修技术、工艺要求。与传统加工的方法相比,具有以下优点:
①片间云母沟槽加工后,232个换向片沟槽宽度、换向片倒角、云母下刻深度一致性,下刻精度高;换向片沟槽表面粗糙度有明显提高。
②下刻一台牵引电机换向片沟槽只需要40min左右,提高了工效。
③通过下刻机加工检修后的牵引电机换向器火花等级明显降低,因换向器环火造成的返修率明显减少。
④下刻机可对多种型号直流牵引电机换向片沟槽下刻。
⑤下刻机对新造牵引电机换向片沟槽的下刻也同样有效。