铝合金的一种激光表面处理方法
2018-01-11韩红敏韩建平宋可为朱丽君
韩红敏,韩建平,宋可为,朱丽君
(西安航天复合材料研究所,西安 710025)
0 引言
复合材料因其有高的比强度、比刚度以及其他良好的综合性能,近年来代替金属材料成为发动机壳体的理想材料,但具有良好综合性能的铝合金作为连接件仍被广泛用于各种战术导弹和航天发动机上。铝合金作为复合材料发动机壳体用连接件有相当一部分采用胶接,而铝合金在空气中放置,表面会生成厚度不均、无定形的氧化铝(γ-Al2O3)薄膜。这种自然形成的氧化膜结构不牢固,存在很多缺陷,要获得牢固的胶接接头,必须对其表面进行处理,除去其天然的氧化铝薄膜,获得适合胶接的表面层[1]。为获得较高的胶接性能,普遍而有效的方法是化学浸蚀和机械喷砂[2],但这些处理均会造成一定程度的污染。而激光清洗作为一种新兴的清洗技术,是一种“绿色”的清洗工艺。该技术成本低、清洁度高、适用性广,具有良好的应用前景。激光清洗的原理是利用高功率密度的激光直接作用于待清洗物表面,在快速热振动、汽化、熔化和等离子体剥离等机理的共同作用下,使污物脱离基底,实现对清洗物表面的清洗。激光清洗不需要使用任何化学药剂和清洗液,可轻易解决化学清洗带来的环境污染问题。激光清洗能清除各种材料表面的各种类型的污染物,达到常规清洗无法达到的清洁度[3],且高能激光对工件有刻蚀作用,使其表面形成粗糙化。激光清洗已在文物保护、脱漆、除锈、工业模具清洗等诸多领域取得显著效果[4]。
本文采用激光干式清洗法对LY12硬铝表面进行清洗,并研究激光清洗对铝合金胶接性能的影响。对激光清洗参数进行筛选,与铝试件的酸蚀处理、喷砂处理进行对比,并对清洗后的材料表面的微观结构和激光清洗的有效期进行研究。
1 实验
1.1 原材料
二氧化硅丁腈橡胶片,西安航天复合材料研究所自制;JX-9胶,上海橡胶制品研究所;重铬酸钾,化学分析纯,天津市科密欧化学试剂有限公司;浓度98%的浓硫酸,化学纯试剂,利安隆博华(天津)医药化学有限公司;汽油,工业品,中国石油公司产品;丙酮,工业品,中国石油化工股份有限公司北京燕山分公司;LY12硬铝试片,2 mm×20 mm×70 mm;LY12硬铝蘑菇头,φ25 mm;80#棕刚玉砂布,西安骏马实业有限公司。
1.2 试件表面处理方式
喷砂处理:汽油、酒精清理干净,晾置,正压喷2遍;喷嘴直径φ8 mm,喷砂距离110~130 mm,空气压力0.35~0.45 MPa,石英砂规格10~20目,喷枪进给速度2.5 mm/s。
酸蚀处理:汽油清洗干净、晾置;80#棕刚玉砂布打磨;丙酮清洗、晾置;配制重铬酸钾∶浓硫酸∶水=1∶10∶30酸处理液,在酸处理液中按(65±1)℃/10 min进行处理;冲洗至中性,烘干。
激光清洗:采用北京航天控制仪器研究所研制的短脉冲光纤激光器作为光源,对试件表面直接进行激光处理。
1.3 试样制备
(1)剪切试样制备
将剪切铝试片分别按照不同的表面处理方法进行处理:酸蚀处理、喷砂、激光清洗;在处理过的试片上涂刷JX-9胶,晾置;在环化处理后的二氧化硅丁腈橡胶片上涂刷JX-9胶,晾置;将涂过胶的橡胶片粘贴在铝试片上、搭接,然后上夹具、加压;按照固化制度固化:RT→80 ℃/2 h→100 ℃/2 h→150 ℃/6 h→自然降温。
(2)拉伸试样制作
将蘑菇头铝试件按照下列处理方法进行表面处理:酸蚀处理、激光清洗、喷砂;在处理过的蘑菇头上涂刷JX-9胶,晾置;蘑菇头搭接,上夹具、加压。按照固化制度固化:RT→80 ℃/2 h→100 ℃/2 h→150 ℃/6 h→自然降温。
1.4 测试标准及设备
剪切强度测试采用HG4-853—81标准;拉伸强度测试参照HG4-852—81标准。测试设备为INSTRON 4505型电子万能材料试验机。
试件的表面微观形貌测试设备采用JSM-6460LV型扫描电镜。
2 结果与讨论
2.1 激光清洗参数对胶接性能的影响
调试不同的激光清洗参数对LY12硬铝试件胶接面进行表面清洗,制作剪切试件并测试。不同激光处理参数见表1,剪切强度数据见表2,残样见图1。观察表1、表2数据,对比激光清洗状态A、B、C,当清洗速度均为2.92 mm2/s时,峰值功率较高(3000 W)的胶接试件的剪切性能最好,说明清洗速度确定时,在一定范围内提高峰值功率对胶接性能有利。

表1 不同激光清洗参数状态
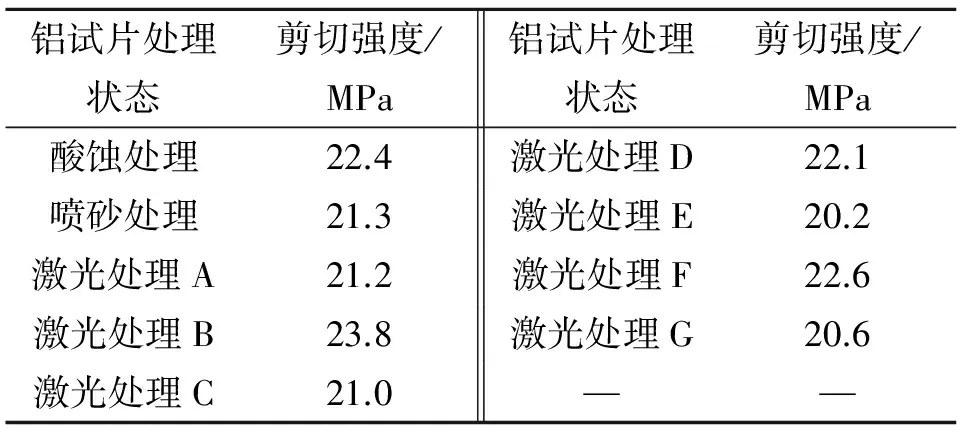
表2 不同清洗参数的剪切性能统计
对比状态C、D,在相同峰值功率和清洗速度下,在一定范围内清洗2次效果优于清洗1次。这是由于清洗峰值功率较低(1500 W)时,清洗2次对试件表面的清洗更彻底;对比激光清洗状态A、E、F、G,当激光的峰值功率为2000 W,清洗速度为3.61 mm2/s时,胶接试件的剪切强度最高,说明激光清洗在设定峰值功率后,需要调整一个合适的清洗速度,速度太快或太慢,均会影响胶接试件的界面性能。这是因为激光清洗速度太快,会造成清洗不彻底、刻蚀不够的现象;清洗太慢则会造成过度刻蚀,反而影响粘接性能的结果。
根据表2数据可知,采用激光清洗状态B、F处理后的胶接试件,其剪切强度达到并超过采用酸蚀处理后制作的试件,更优于采用喷砂处理工艺的胶接试件,胶接试件的破坏均为内聚破坏(见图1)。可见,激光处理方式完全满足界面胶接的需要,接头处理效果良好。因此,仅采用激光清洗对铝工件进行表面处理,即可代替酸蚀处理或喷砂处理来对铝工件进行胶接前的表面处理。经测试,经激光处理的B、F状态试件,其亲水性更好,即胶粘剂对胶接接头的浸润性更好,所以更利于提高胶接试件的强度。酸蚀处理工序复杂,需经过溶剂除脂、酸液浸蚀、清洗、烘干等工序,不仅浪费人力、物力,且试件处理后带来的废液也会对环境造成较大的污染;喷砂处理则先采用溶剂除脂,然后采用压缩空气流将石英砂喷在试件表面,也会造成一定的粉尘和废液污染。激光清洗不需要化学溶液,且废料都是固体粉末、体积小、易于存放,对环境基本上不造成污染,还可实现远距离操作,有效减少了对操作人员的健康损害。
2.2 表面处理微观结构分析
图2给出了铝合金试件经不同表面处理后的微观形貌。图2(a)为铝合金试件的材料原貌,可看出未处理的铝合金表面光滑平整;图2(b)为喷砂处理后试件微观形貌,与图2(a)相比,采用片状石英砂进行喷砂处理后的试件表面,去除了一部分疏松氧化层使表面得到净化,并达到了对试件粗糙化的效果,提高了试件的胶接面积,有利于提高试件的胶接强度;图2(c)为酸蚀处理后试件微观形貌,经棕刚玉砂布打磨后,表面获得按照打磨方向产生的一系列沟槽,沟槽宽度多约为30~50 μm,然后用重铬酸钾-硫酸溶液处理,首先将不稳定的氧化膜去除后,生成了致密的氧化膜Al2O3,此氧化膜内聚强度高,与基体结合牢固,且有极性,有利于提高胶接强度;图2(d)为干式激光清洗后试件微观形貌,经表面清洗后,表面的油污、疏松氧化膜剥离,在试件表面刻蚀出均匀的“珊瑚”状粗糙表面,“珊瑚”的分枝间距小于10 μm,且顶端成“球”状,根据机械互锁理论[5],胶粘剂会在试件表面形成更强的机械互锁力,与酸蚀和喷砂处理相比,大大提高了试件的胶接面积,从而提高了试件的胶接性能。
表3给出了4种不同处理方式对铝合金表面元素重量和原子数量百分比的影响。

处理方式元素元素含量/%原子含量/%溶剂清洗OAl6.1393.879.9290.08溶剂清洗、打磨Al100.00100.00酸蚀处理OAl2.1797.833.6096.40激光清洗OAl4.4795.287.7092.30
由表3可看出,溶剂清洗后,表面含有氧元素和铝元素,其为无定形的γ-Al2O3,疏松、多孔,影响铝合金件的胶接质量;溶剂清洗并打磨后,去除了表面氧化层,表面元素为纯铝;经酸蚀后的试件表面氧元素仍存在,但氧原子含量发生变化,降低为3.60%,存在于经重铬酸钾-硫酸溶液强氧化浸蚀后生成的致密化学氧化膜Al2O3中;经激光清洗后的试片表面的氧元素重量比下降至4.47%,说明经激光清洗后表面无定形氧化膜被清除后,仍发生了氧化反应,研究表明[6-8],α-Al2O3形貌为球状,结合图2(d)中激光处理后的表面形貌,可推测激光处理时表面生成致密的α-Al2O3,使其抗氧化性能明显提高。
2.3 激光清洗的有效期
选用清洗效果较好的状态B进行放置试验,即将铝试件按照设定峰值功率3000 W、2.92 mm2/s的清洗速度进行激光清洗,分别在厂房内自然放置0、7、14 d,环境温度为20~25 ℃,相对湿度为45%~65%,按照试验节点制作剪切和拉伸试件,并在初次试验时制作酸蚀处理和喷砂处理的对照试件,试验数据见表4,放置前后微观形貌见图3。
从表4可看出,随着放置时间的增加,激光清洗胶接试件的剪切性能和拉伸性能均有略微下降的趋势。在放置7 d后,胶接试件的剪切和拉伸强度与不放置时性能相当,强度保持率均大于98%,均高于酸蚀处理;放置14 d后,试件的胶接性能仅略低于酸蚀处理,仍高于喷砂试件的胶接性能,且强度保持率仍高达94%。放置前后铝合金试件微观形貌见图3。

表4 激光清洗放置时间胶接性能数据
观察图3,激光清洗后的试件刻蚀面达到微米级,有的甚至达到纳米级,放置14 d后其微观形貌未发生明显变化,也说明了激光清洗后其表面形成的氧化膜致密、抗氧化性能大大提高。实验表明,铝合金经硫酸-铬酸表面处理后的有效期是6 h,喷砂处理后的有效期是72 h[9]。由此可见,激光清洗后铝合金工件的贮存时间更长。
3 结论
(1)当清洗速度均为2.92 mm2/s时,在一定范围内提高激光的峰值功率可提高胶接试件的剪切性能;当激光清洗的峰值功率为2000 W,清洗速度为3.61 mm2/s时,胶接试件的剪切强度更高;在一定的峰值功率和清洗速度下,清洗2次的效果优于清洗1次。
(2)采用调整激光清洗参数对铝合金进行表面清洗,处理效果优于酸蚀处理和喷砂处理。
(3)激光清洗可使铝合金工件表面的油污、疏松氧化膜剥离;试件表面均匀粗糙化,形成更强的机械互锁力,提高胶接件的胶接性能。
(4)激光清洗后,铝合金表面形成的氧化膜致密、抗氧化性能增强。
(5)激光清洗工件有较长的有效期,自然放置14 d后剪切和拉伸性能的强度保持率仍大于94%。
[1] 熊腊森.粘接手册[M].北京:机械工业出版社,2008:325.
[2] 丘哲明.固体火箭发动机材料与工艺[M].北京:中国宇航出版社.2009:419.
[3] 王宏睿.激光清洗原理与应用研究[J].清洗世界,2006,22(9):20-23.
[4] 施曙东,李伟,易三铭,等.从激光清洗专利看激光清洗技术的发展[J].清洗世界,2009,25(9):26-33.
[5] 程时远,李盛彪,黄世强.胶粘剂[M].北京:化学工业出版社,2008:293.
[6] 张林伟,王鲁,王全盛,等.纳米结构CoNiCrAL粉末的制备及其氧化行为[J].北京理工大学学报,2012,32(4):430-434.
[7] Strauss D,Mulle G,Schumache V,et al.Oxide scale growth on MCrALY bond coating after pulsed electron beam treatment and deposition of EB-PVD TBC[J].Surface and Coatings Technology,2001,135(2-3):196-201.
[8] Iwanmoto H, Sumikaowa T, Nishida K, et al.High temperature oxidation behavior of laser clad NiCrALY layer[J].Materials Science and Engineering A,1998,241(1-2):251-258.
[9] 铝合金表面处理方法[J].表面工程资讯,2008(6):31.
