基于“智能、绿色、服务”转型升级的阳极保护浓硫酸设备
2018-01-10郑建国王兴忠陈曙彤石德龙莫春萍史立军
郑建国, 王兴忠, 陈曙彤, 石德龙, 莫春萍, 史立军
(天华化工机械及自动化研究设计院有限公司, 甘肃兰州 730060)
基于“智能、绿色、服务”转型升级的阳极保护浓硫酸设备
郑建国, 王兴忠, 陈曙彤, 石德龙, 莫春萍, 史立军
(天华化工机械及自动化研究设计院有限公司, 甘肃兰州 730060)
在硫酸工业智能制造和绿色生产转型升级进程中,天华化工机械及自动化研究设计院有限公司对阳极保护浓硫酸设备进行全面升级改造,综合运用物联网信息技术、传感技术、软件技术,大力发展生产性服务业,实现阳极保护浓硫酸设备的智能化和智能管理,提升阳极保护浓硫酸设备的环保性能;使阳极保护浓硫酸设备全面融入硫酸工业转型升级进程,促进了硫酸工业发展进步。
硫酸生产 阳极保护技术 设备 智能管理 改造 应用
20世纪80年代天华化工机械及自动化研究设计院有限公司(以下简称天华院)自主研发了阳极保护浓硫酸冷却器(简称“阳极保护酸冷却器”),打破国外技术垄断,成功替代了价格昂贵的进口产品,并以其占地小、无污染、易维护等特点淘汰了落后的铸铁排管冷却器,使得硫酸生产干吸流程变得绿色清洁、高效、安全,综合效益明显,很快被广大硫酸企业接受,得到了迅速普及。20世纪90年代中天华院逐步将阳极保护技术推广应用,又相继研发了阳极保护浓硫酸分酸器、阳极保护浓硫酸管道、阳极保护浓硫酸槽。产品覆盖了整个干吸工序,完全解决了浓硫酸腐蚀问题,极大地促进了我国硫酸工业的发展。
30年来,硫酸工业技术进步蓬勃发展,生产规模向大型化、生产工艺向高温化发展。天华院司阳极保护浓硫酸设备与时俱进、改进创新,从创新设计、优化设计、新型耐腐蚀材料开发与应用等方面提升阳极保护设备的综合效能,使其向高端设备发展。
《中国制造2025》的提出,“智能制造、绿色制造”等全新生产方式及管理理念深刻影响和改变了化工行业的发展路径。硫酸工业等传统制造业在产能过剩、供给侧改革的大环境下迎来了新的机遇,生产流程的“智能制造”和“绿色生产”是节能减排、精益生产的有效手段,是转型升级的必然选择。天华院作为阳极保护浓硫酸设备(简称“阳极保护设备”)的供应商,在行业转型升级过程中,以“智能制造、绿色生产”理念为向导,发展创新智能化的、绿色无污染的阳极保护设备;并努力发展生产性服务业,为阳极保护设备运行全过程提供专业的技术保障,见图1。

图1 阳极保护工作成果
1 阳极保护设备简介
1.1 阳极保护技术原理[1]
向浸在电解质溶液中的金属电极施加正向直流电,金属的电极电位会升高,这种现象称作阳极极化。具有钝化性倾向的金属在进行阳极极化时,如果电流达到足够的数值,在金属表面上能够生成一层具有很高耐蚀性能的钝化膜而使电流减少,金属呈钝化状态。持续给金属施加较小的电流,就可以维持这种钝态,从而减缓金属的腐蚀。这就是阳极保护的基本原理。典型的钝性金属阳极极化曲线见图2。

图2 典型的钝性金属阳极极化曲线
图2中表现出四个特性区域:
1) AB段(活化区):在A点,外加电流为0,金属处于自腐蚀状态,自腐蚀电位为EA;当通以阳极电流时,其电流密度随电位的升高而增加;金属表面持续失去电子,处于活化溶解状态,其电极反应如下:Me→Men++ne;
2) BC段(过渡区):电位升过B 点后外加电流密度迅速下降,到C点降到最小值,金属表面进入钝化状态。BC区金属表面处于活化/钝化不稳定状态,故将此区域叫做过渡区。
3) CD段(钝化区):从C点到D点,电位变化时外加阳极电流密度变化很小,金属表面形成稳定的氧化物钝化膜,使金属腐蚀极大的减弱,故将此区域叫做钝化区。电极反应如下:3H2O+2Me→Me2O3+6H++6e;
4) DE段(过钝化区):金属的电位会升高至DE区,金属表面产生了新的电极反应,钝化膜转化成高价化合物而受到破坏,金属腐蚀重新加剧,故将此区域叫做过钝化区。电极反应如下:Me2O3+4H2O→Me2O72-+8H++6e;
阳极保护浓硫酸设备是将与浓硫酸接触的设备全部表面作为阳极(接整流电源正极),另外设置一根或数根阴极(接整流电源负极),通过浓硫酸形成电流回路。向设备施加一定的阳极电流,使其产生阳极极化,较迅速地进入钝化区并维持其电位在这个区域,依靠在钝化区形成的钝化膜减缓浓硫酸对设备的腐蚀。
1.2 阳极保护设备的构成
以阳极保护酸冷器为例,阳极保护设备的系统构成见图3,阳极保护设备由设备本体和恒电位仪两个主要部分构成。

图3 阳极保护设备的系统构成
设备本体包括阳极、阴极、参比电极(分为控参和监参)。阳极(即与浓硫酸接触的不锈钢)是被保护对象;阴极起导通电流的作用,与阳极构成电流回路;参比电极用以读取阳极的电位变化。
恒电位仪是微电脑智能型电位控制仪器,功用是自动地调节输出电流使阳极电位恒定在保护电位上,在恒定电位的过程中同时控制输出电流在规定范围以内;并具有参数调节、故障报警、自动/手动切换、Modbus数字通讯等功能。
1.3 阳极保护系统控制原理[2]
就阳极保护设备而言,设备运行的好坏由阳极保护运行状态(即给定电位值、控参电极电位(控参)、监参电极电位(监参)、电流、电压)以及工艺参数等决定,工艺参数主要由现场的工况决定。阳极保护控制原理见图4。

图4 阳极保护控制原理
给定电位值是人为给定的一个参数,即根据阳极保护设备的需要进行设定,将其设定在设备稳定运行所需电位的范围之内,一般设定在+250 mV左右。阳极保护的目标就是通过调节电流,使得控参与给定值保持相等,而电流的变化取决于现场的工艺条件。监参是设备的另一个观测点,不参与控制,只是监测设备另一端的电位,此值需在保护范围内,一般在-100 mV到+600 mV。
2 阳极保护设备的智能制造
阳极保护系统的运行情况与生产装置的工艺情况息息相关,因工艺波动引起的阳极保护系统操作较多,提升阳极保护设备的智能化水平有助于减少人工干预操作、提升对设备的全面感知能力和预警能力,对提高生产过程的柔性和连续性意义重大。为此该公司共开发了三套智能化系统,即阳极保护远程监控与预警系统、“DCS系统参数”远程监测系统和阳极保护设备故障诊断系统。
2.1 阳极保护远程监控与预警系统
基于物联网技术搭建“阳极保护远程监控与预警系统”,实施远程实时监控设备运行参数。该系统是利用物联网技术对远端阳极保护设备进行监控,并完成对阳极保护运行状态评估、隐患预警等功能的智能化系统;其是将传统的监控、预警技术与计算机网络技术、现代通信技术相结合的一种新型设备管理系统。该系统具有以下功能:① 远程实时监控、报警(手机短信报警和终端报警);② 远程故障诊断、处理;③ 远程在线维护、调试;④ 数据集成分析、共享共用;⑤ 可追溯管理。
在“阳极保护远程监控与预警系统”中物联网适配器起到数据传输中枢的作用,阳极保护信号的远程传送以及远端控制指令的接收均由该装置完成,其主要由信号收发及协议转化装置、无线网络收发装置组成。图5以阳极保护信号传输(监测、控制)过程说明了其功能。

图5 阳极保护信号传输(监测、控制)过程
如图5所示,阳极保护信号(参数)首先被传送至物联网适配器进行通讯协议格式转换,然后传送至阳极保护监控中心;同时,物联网适配器判定阳极保护参数正常与否,若异常则通过手机短信报警;其次,监控中心对阳极保护参数进行最终分析、处理,实现远程故障诊断、维护、管理等,从而完成远程监测过程。相反,监控中心或监控终端也可对恒电位仪的控制参数进行远程修改,修改后的控制参数传送给物联网适配器进行通讯协议格式转换,并传送给指定的恒电位仪,进而完成远程控制过程。
2.2 “DCS系统参数”远程监测系统
“DCS系统参数”远程监测系统是由天华院根据用户需求开发的一套基于物联网技术实现对企业生产DCS系统工艺参数进行远程监测的管理系统。该系统具有对硫酸企业生产的工艺参数实时监测的功能,使硫酸企业生产现场的工作人员及设备制造厂家工程师在任何地方使用手机端或电脑端通过网络实时监测设备运行情况。为硫酸生产过程中及时的发现问题,解决问题提供了可靠地保证,提高了硫酸生产的连续性、安全性。“DCS系统参数”远程监测系统通讯见图6。

图6 “DCS系统参数”远程监测系统通讯
2.3 阳极保护设备故障诊断系统
2.3.1 诊断系统介绍
基于前文所述阳极保护控制原理,采用asp语言和故障树技术开发了阳极保护设备故障诊断系统。系统的整体框架主要由故障查询模块、数据诊断模块、浏览模块三部分组成,见图7。
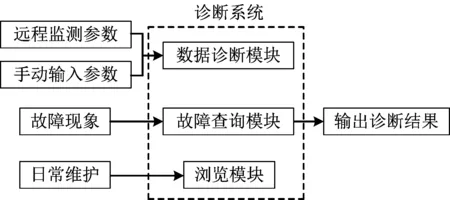
图7 阳极保护设备故障诊断系统框架
1) 故障查询模块主要功能:用户手动向系统输入故障现象,系统进行模糊搜索,从数据库中找出于之匹配的故障原因,用户可以逐级匹配查看,粗略的进行故障排除;
2) 数据诊断模块主要功能:远程监测参数传输(或手动输入设备运行参数)到诊断系统中,计算机综合运用各种规则,将输入数据与数据库信息进行匹配、判断,确定故障类型,快速地找到最终故障或最有可能的故障,再由用户来逐一排查,最终解决故
障问题;
3) 浏览模块主要功能:向用户展现设备出现故障的各种类型,以及相应的解决方法,供用户随时查看、了解设备的基本特性,以及了解设备的故障类型及相应的解决措施。
2.3.2 故障诊断系统诊断流程
基于故障树分析技术,画出相应的故障树图。可以获取故障产生的根本原因,从而清晰的判断故障类型,再依据不同的故障类型,画出故障检修流程图,最终排除设备故障。这就是阳极保护故障诊断系统最核心的内容。
下面以阳极保护设备电流出现异常为例,通过故障树技术分析、找出可能的故障类型,见图8;同时,表1给出了故障原因及相应的解决措施,图9给出了表1(Ⅰ)故障检修步骤。

图8 阳极保护设备电流异常故障树
3 阳极保护设备的绿色生产
3.1 阳极保护酸冷却器的绿色生产
阳极保护酸冷却器替代传统铸铁排管冷却器的过程即是一种绿色生产的过程:铸铁排管冷却器采用水喷淋冷却方式,换热效率低占地面积大、冷却水蒸发量大、且经常发生腐蚀泄漏事故污染水体,甚至危及人身安全。阳极保护酸冷器是一种列管式换热器,传热效率高占地小、耐蚀性好、冷却水循环利用,生产过程绿色高效。
3.2 阳极保护酸冷却器漏酸报警装置
3.2.1 漏酸报警原理
阳极保护酸冷却器在使用过程中不可避免地发生漏酸事故,漏酸过程特点是:浓硫酸浸入循环水稀释放热形成高温稀硫酸,高温稀酸腐蚀性极强,会短时间造成泄漏点扩大并严重腐蚀设备;另一方面会大面积污染数万乃至数十万吨循环水,产生大量酸性水中和、外排难题。可见,若能在漏酸事故发生的第一时间进行准确报警并处理可将漏酸事故的损失降至最低,既可避免酸冷却器损坏扩大、设备短时间可修复,又可减少水体污染。
针对酸冷却器漏酸可能发生的漏酸情况,当前生产企业通常采用pH计或电导率仪监测循环水,但pH计前端为附有水合凝胶层的玻璃膜球泡,易被工业循环水污染失效,产生报警延时或不报警等问题;由于循环水蒸发或循环水中添加阻垢剂,引起水电导率升高,电导率仪易发生误报警。
鉴于上述原因,天华院开发了基于“表面膜化学反应”原理的漏酸报警传感器。传感器采用对OH-和H+敏感的特种材料制作。当处于不同pH值的溶液中,以高频交变电扰动其表面,扰动下金属表面与OH-和H+产生不同的化学反应,不同的化学反应产生差异较大的表面膜状态;反馈信号可准确表征金属表面膜状态,信号值k与pH值的对应关系见图10。

表1 阳极保护设备故障原因及相应的解决措施
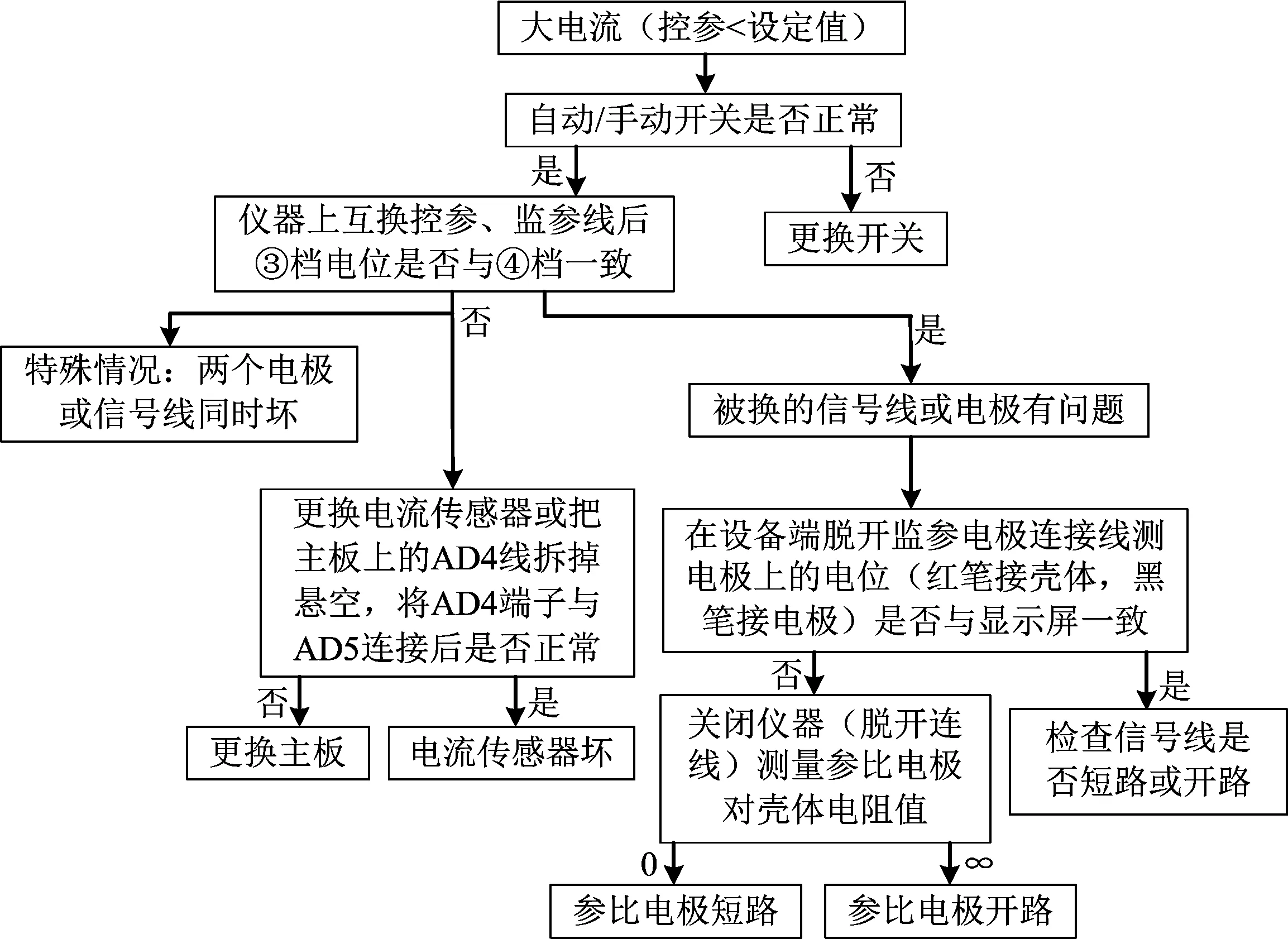
图9 故障类型为大电流时,检修步骤
从图中可以看出,pH值在5~8时信号值比较平稳,当pH值<4时,信号值跳跃式增长,可见此特种金属对pH值反应敏感,将E3设置为报警限值,当信号值超过E3时即在漏酸报警装置上声光报警。
3.2.2 漏酸报警装置的应用
实际应用中,漏酸报警传感器标配安装于冷却器的出水口。若发生漏酸,酸随水流至水出口位置,传感器即发生报警,报警非常及时;并且该报警传感器通用性强,即便在水质较差的环境(表面粘附水垢、污物)也不会被污染失效;可靠、灵敏、及时的特性使其在工况条件下的漏酸监测中远优于pH计或电导率仪。

图10 信号值k与pH值的对应关系
漏酸报警装置配置了标准RS-485串行接口,采用Modbus通讯协议,漏酸监测数值可方便的上传至上层DCS系统,实现生产现场和中控室同时报警;读取漏酸监测值还可达成与循环水泵、循环酸泵的智能协同,条件允许的情况下,系统自主关闭循环泵,避免漏酸损坏和漏酸污染进一步扩大。
3.3 阳极保护分酸器的环保性能升级
硫酸工业发展进程中,环保问题占据越来越重要的地位。GB 26132—2010《硫酸工业污染物排放标准》将二氧化硫排放限值由960 mg/m3大幅降低至400 mg/m3。这对硫酸生产装置提出了更高的环保要求,提高干吸塔的吸收能力可显著降低尾气中二氧化硫的浓度。硫酸生产系统使用的干吸塔均为填料塔, 其性能的优劣既取决于填料本身的性能,也取决于分酸器的性能。分酸器的性能直接影响着硫酸的均匀分布, 影响到气体的分布、填料的有效润湿面积和传质效率, 最终影响整个塔的吸收率。
2006年前,硫酸生产装置干吸塔普遍采用铸铁材质的管式分酸器。管式分酸器的分酸方式为带压喷淋,上塔酸管路阻力加大,酸泵功率消耗高;管式分酸器分酸点密度低(20个/m2),易存在分酸死区;喷酸口易发生堵塞或冲刷腐蚀,喷酸口腐蚀后分酸均匀性变差。
天华院开发的阳极保护槽管式分酸器分酸方式为二级静压分酸,从分酸主管到分酸支管为第一级分酸,分酸槽到各降液管为第二级分酸,第二级分酸利用分酸槽内的平衡液位进行静压分酸。阳极保护分酸器分酸点(降液管出酸口)在塔圆周截面呈均匀性布置, 减小了壁流效应,且分酸点密度高(≥40个/ m2)。
在阳极保护分酸器应用过程中,逐步对其创新
改进,如① 采用Fluent软件对第一级分酸进行模拟,优化设计后各分酸支管硫酸流速均匀,阻力降减小;② 各分酸槽之间设置连通槽,使得分酸槽内液面一致、平稳,这两项改进大大改善了整个塔截面硫酸的分布。另外,创新降液管结构,设计为“溢流槽”结构,此结构解决了降液管堵塞问题,并增加了生产操作弹性(分酸槽液位可调节范围100 mm,上塔酸量±20%调节)。
阳极保护分酸器的使用大大提高了干吸塔的吸收率,经济效益与环境效益明显:① 可减小塔径、降低塔高、降低塔填料高度, 相应减少干吸塔的投资;② 减少了烟气酸沫夹带、避免后续设备腐蚀;③ 有效降低尾气对大气环境的污染,促进了硫酸的绿色生产。
4 结语
以“智能制造、绿色生产”理念为导向,对阳极保护设备进行的创新升级,赋以阳极保护设备“智能、绿色、服务”的新内涵,提高了阳极保护设备的竞争能力和附加值。
1) 借助物联网信息技术开发的远程监控系统显著提高了阳极保护设备的智能化管理和智能化决策水平。
2) “阳极保护设备故障诊断系统”实现了阳极保护设备故障智能排查、智能反馈。
3) “阳极保护酸冷器漏酸报警装置”及“阳极保护分酸器的环保性能升级”降低了硫酸生产过程的环境污染,促进了硫酸工业的绿色升级。
4) “阳极保护”微信公众号切实为硫酸生产提供了阳极保护相关的专业性技术服务,为硫酸生产过程提供了技术支撑[2]。
阳极保护设备的“智能、绿色、服务”转型升级协同于硫酸工业的转型升级,为其他设备的转型升级提供了借鉴意义。
[1] 郑建国,王兴忠,郑伟伟,等.基于物联网和故障树技术的阳极保护远程系统介绍[J].硫酸工业,2013(2):32-35.
[2] 郑建国,李建华,王兴忠,等.阳极保护微信公众平台的搭建及应用[J].硫酸工业,2015(5):66-70.
Anodeprotectionofconcentratedsulphuricacidequipmentbasedonsmart,green,servicetransformationandupgrading
ZHENGJianguo,WANGXingzhong,CHENShutong,SHIDelong,MOChunping,SHILijun
(Tianhua Institute of Chemical Machinery & Automation Co., Ltd., Lanzhou, Gansu, 730060, China)
Intelligent manufacturing and green manufacturing are the key to the transformation and upgrading of sulphuric acid industry. The company made a complete revamping of the anode protection concentrated sulphuric acid equipment. Integrated use of Internet of Things information technology, sensor technology, software technology promoted productive services, achieving anodically protected concentrated sulphuric acid plant intelligent and intelligent management, enhancing environmental protection performance of concentrated sulphuric acid equipment for anode protection. Anode protection of concentrated sulphuric acid equipment has been fully integrated into the sulphuric acid industrial restructuring and upgrading process, promoting the development of sulphuric acid industry.
sulphuric acid production; anodic protection technology; equipment; intelligent management; transformation; application
2017-08-28。
郑建国,男,天华化工机械及自动化研究设计院有限公司教授级高级工程师,主要从事化工机械及自动化研究设计工作。电话:13909461164;E-mail:dianhuaxue@126.com。
TQ111.16;TQ051.5
B
1002-1507(2017)11-0048-06
