激光增材制造钢的后热处理研究现状
2018-01-10李福泉孟祥旭董志宏彭晓
李福泉,孟祥旭,董志宏,彭晓
(1. 哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001;2. 中国科学院金属研究所,沈阳 110016)
激光增材制造钢的后热处理研究现状
李福泉1,孟祥旭1,董志宏2,彭晓2
(1. 哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001;2. 中国科学院金属研究所,沈阳 110016)
激光增材制造为非平衡凝固过程,容易产生组织应力及热应力,出现变形和开裂等现象。通过后热处理,能够达到改善激光增材制造金属构件组织、消除缺陷、优化性能的目的,因此,后热处理制度的优化成为合金钢件增材制造亟待解决的关键技术。针对合金钢的激光增材制造,综述了近年来激光增材制造钢的后热处理工艺的研究现状。选择典型的17-4PH不锈钢及316L不锈钢等增材制造钢,研究不同后热处理规范对组织形态、第二相质点分布的影响;及其相应的热处理前后的拉伸强度及伸长率等力学性能的变化情况。通过热处理规范的合理选择,能够显著改善增材制造钢的组织及机械性能。
激光增材制造;钢;后热处理;微观组织
激光增材制造技术是一种以激光为热源的增材制造技术,激光能量密度高,可实现难熔金属、钛合金、高温合金、金属间化合物等的制造。激光热源灵活并易于自动化,激光增材制造技术不受零件结构的限制,可用于结构复杂、难加工以及薄壁零件等的加工制造。与国内外增材制造技术在航空、航天、医疗等领域日渐增多的应用相比,增材制造用于传统工业领域中合金钢构件制造的研究与应用则明显滞后。一方面是由于高成本门槛的严重制约;另一方面在于成形材料本身及其工艺技术的局限性。高强合金钢作为机械制造、交通运输等国民经济领域普遍采用的工业材料,因其合金化程度高、凝固与固态相变过程复杂、热处理调控范围大,对其进行增材制造的工艺成熟度远未达到钛合金增材制造水平。激光增材制造合金钢组织中存在非平衡凝固的固溶体、合金碳化物、残余奥氏体和马氏体等多相组织,容易产生组织应力。同时,成形过程中熔池的温度梯度很大,导致较大热应力产生。这两类应力极易导致构件出现变形和开裂等现象。通过后热处理工艺优化,能够达到改善组织、消除缺陷、优化性能的目的,成为合金钢件增材制造亟待解决的关键技术。文中针对钢的激光增材制造技术,介绍了国内外增材制造钢的后热处理研究现状。
1 激光增材制造金属后处理研究现状
激光增材制造技术所应用的材料已涵盖钛合金、镍基高温合金、合金钢、铝合金、难熔合金等[1]。相应的增材制造后处理研究也得到开展。对于钛合金而言,德国学者Erhard Brandl[2]研究了两种不同热处理工艺对激光填丝增材制造Ti-6Al-4V组织和力学性能的影响,还在激光增材制造钛合金热处理工艺上做了一些新探索[3];国内学者C. M. Liu[4]等人对激光增材制造Ti-5Al-5Mo-5V-1Cr-1Fe钛合金进行了热处理工艺的探索;国内学者A. L. Zhang[5]等人探究了高退火温度和标准双级热处理工艺对激光熔化沉积 Ti60组织和力学性能的影响;比利时学者 Ruden Wauthle[6]研究了去应力热处理和热等静压对激光选区熔化成形的 Ti-6Al-4V网格结构显微组织和力学性能的影响;西北工业大学的张小红[7]、张霜银[8]和黄瑜[9]分别对激光增材制造TA15, TC4和TC11钛合金后热处理进行了研究。对于镍基合金而言,新加坡学者Guijun Bi[10]、波兰学者 E. Chlebus[11]、仲崇亮[12]等人对激光增材制造镍基合金的后热处理展开了研究。
激光增材的后处理研究方面,相比较而言,目前钛合金的激光增材制造后处理相对研究较全面,而激光增材制造钢的后处理研究相对较少。
2 增材制造钢的后热处理研究现状
在此部分的介绍中,首先选择典型的增材制造的17-4PH不锈钢及316L不锈钢后热处理条件下的组织及性能演变进行综述。在此基础上,对其他几种增材制造钢(如S-04钢、HY100钢等)的后热处理研究现状也加以介绍。
2.1 激光增材制造 17-4PH不锈钢后热处理的研究现状
西北工业大学的吴晓瑜[13]对激光立体成形17-4PH不锈钢沉积区热处理前后的组织和力学性能进行了研究。发现沉积态组织沿垂直于扫描方向呈现层带结构,层间为致密的冶金结合。沉积态组织主要由板条状马氏体和分布于其上和板条间少量的第二相强化质点M7C3及NbC型等碳化物组成。靠近基材的沉积态组织以细长的板条状淬火马氏体为主;远离基材的沉积态组织则变成粗大的板条状马氏体,而在熔覆层与层间的组织相比于层内稍微精细一些(见图1)。沉积态试样经过固溶(1040 ℃,1 h/空冷)和时效(550 ℃,4 h/空冷)处理后,熔覆层间的层带结构消失,不同部位的组织无明显差异,呈细小均匀分布。热处理后组织转变为细小均匀的板条状回火马氏体,并且在基体上析出了更多的第二相强化质点。

图1 激光立体成形17-4PH不锈钢沉积态试样宏微观组织[13]Fig.1 Macrostructure and microstructure of as-deposited 17-4 PH stainless steel
成形件经过热处理后,强度、硬度略微提高,而塑性显著增加,并且其抗拉强度和塑性均高于锻棒标准,屈服强度则略低于锻棒标准(见表 1)。热处理前后成形件的拉伸断裂均属于韧性断裂,其中M7C3型碳化物等形成的第二相质点是微观空穴和韧窝形成之源。
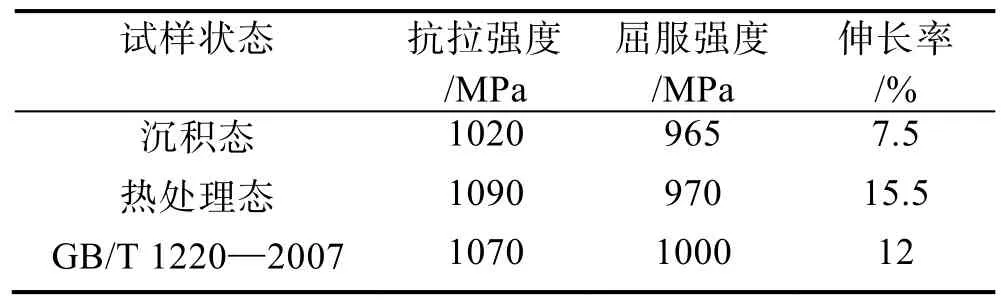
表1 激光立体成形17-4PH不锈钢沉积区热处理前后试样的拉伸性能[13]Tab.1 Tensile properties of as-deposited and heat-treated LSF 17-4 PH stainless steels
西北工业大学的王俊[14]等人还研究了时效处理对激光立体成形17-4PH不锈钢组织和力学性能的影响。发现经时效处理后材料的微观组织主要由淬火马氏体、回火马氏体和第二相强化质点组成。随着时效温度的升高,构成基体的马氏体板条变得更加均匀细小,淬火马氏体向回火马氏体的转变增多,且板条间的第二相质点逐渐粗化,数量逐渐增多;晶界变得更加清晰细长。热处理后材料的塑性比沉积态有显著提高(见表2)。480 ℃时效处理后,材料的强度、硬度达到最大值;随着时效温度升高,材料的强度、硬度逐渐降低,塑性逐渐提高。
密西西比大学的 Aref Yadollahi[15]等人研究了构造方向和热处理(1040 ℃, 0.5 h/AC+482 ℃, 1 h/AC)对激光选区熔化17-4PH不锈钢疲劳性能的影响。发现热处理对材料的强度有显著影响,而伸长率主要受构造方向的影响(见图 2)。热处理对于改善材料在低周疲劳下的疲劳性能和拉伸强度是必要的,但对于微观杂质的影响不太明显,但是,研究发现热处理对其高周疲劳性能有不利影响。热处理会导致沉淀硬化,使材料在高周疲劳下对杂质更为敏感。由于沉积层与施加载荷的相对方向不同,构造方向在低周疲劳和高周疲劳中都有重要的作用。由于融合不良和低激光穿透深度导致未熔化区域(即层间空穴)具有不规则的尺寸和形状,该类缺陷对材料疲劳强度最有害。
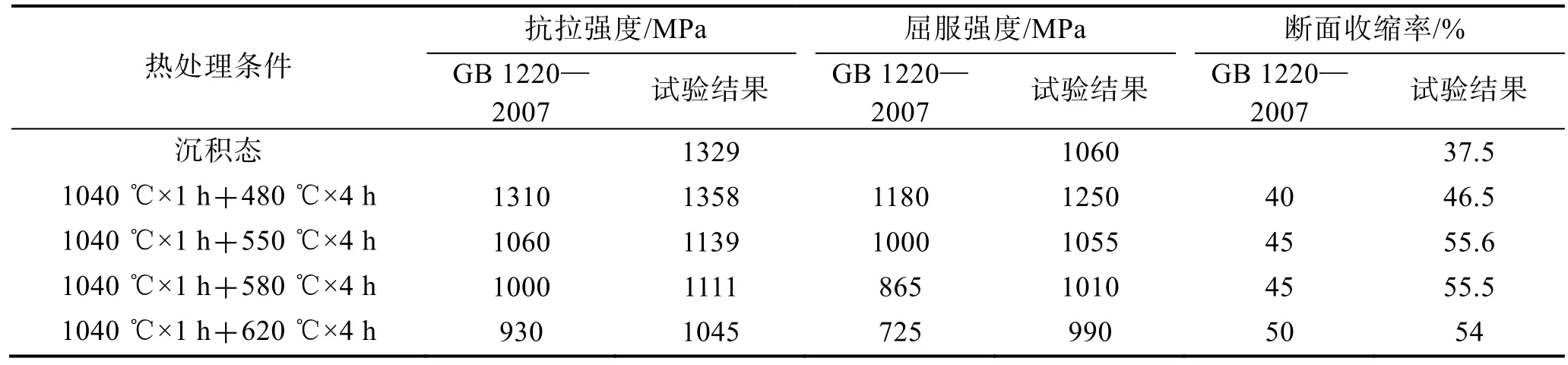
表2 激光立体成形17-4PH不锈钢沉积态及不同热处理态的拉伸性能与国家标准对比[14]Tab.2 Tensile properties of as-deposited and tempered LSF of 17-4PH versus that of national standard
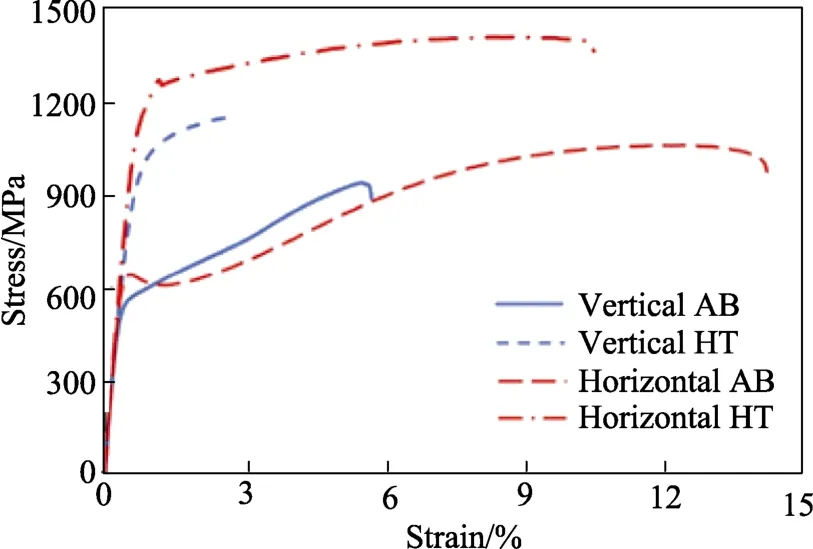
图2 激光选区熔化17-4PH不锈钢在不同条件下的工程应力-应变曲线[15]Fig.2 Engineering stress–strain curves of SLM 17-4 PH SS in different conditions
日本学者Masayuki Akita[16]等人研究了激光选区熔化(SLM)17-4PH不锈钢的疲劳行为,并将其与常规熔融(CM态)的17-4PH不锈钢相比较。在SLM17-4PH不锈钢中发现了马氏体不足而铁素体富集的区域,而在CM钢中针状马氏体均匀地分布在基质上。淬火后的SLM钢组织均匀化,但针状马氏体仍比CM钢的粗大,不同状态 17-4PH钢微观结构见图 3,其中箭头所指区域为富铁素体区域。
SLM钢和SLM淬火钢(1050 ℃,4 h/水冷)的硬度低于CM钢。同时,SLM钢的疲劳强度低于CM钢,而SLM淬火钢的疲劳强度有所改善,但由于缺陷的存在其疲劳强度依然低于CM钢(见图4和图5)。
华中科技大学的 Zhiheng Hu[17]等人发现热处理(1040 ℃, 0.5 h/AC+550 ℃, 4 h/AC)可以使激光选区熔化17-4PH不锈钢中残余奥氏体向马氏体转变。与没有热处理的样品相比,热处理后的材料由于残余奥氏体向马氏体的转变以及析出强化相的增多,屈服强度增加,伸长率降低(见表 3)。热处理后由于得到高硬度的马氏体组织,显微硬度提高。
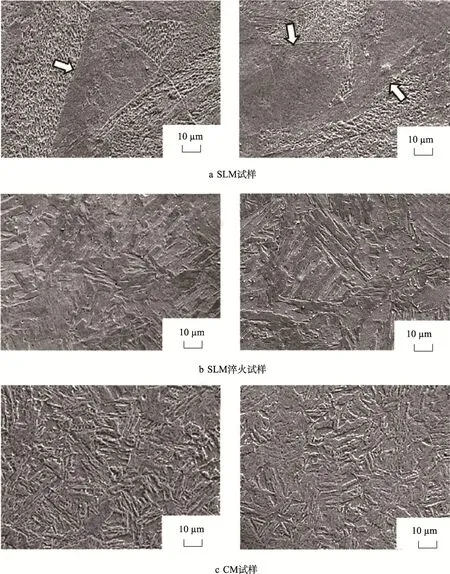
图3 不同状态17-4PH钢微观结构[16]Fig.3 17-4PH Steel of microstructures in different states
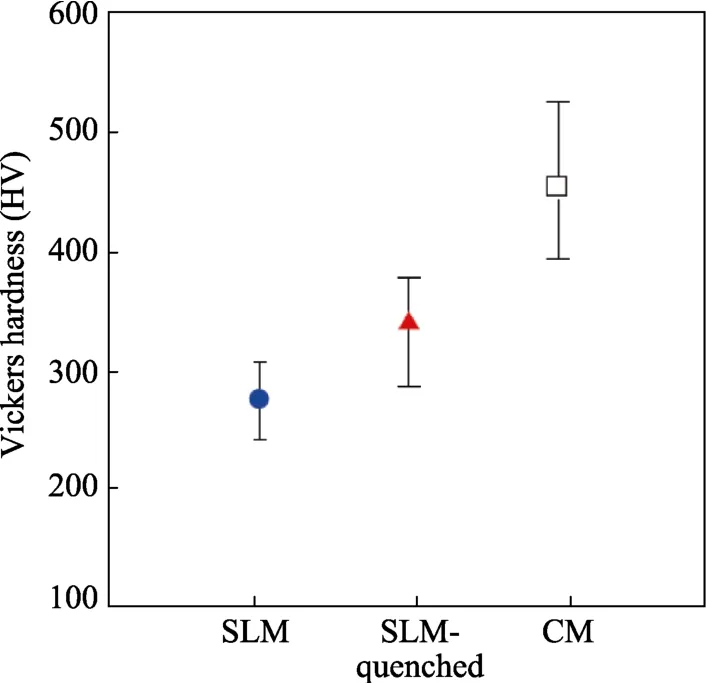
图4 不同状态17-4PH钢的硬度[16]Fig.4 Hardness of 17-4PH steel in different state
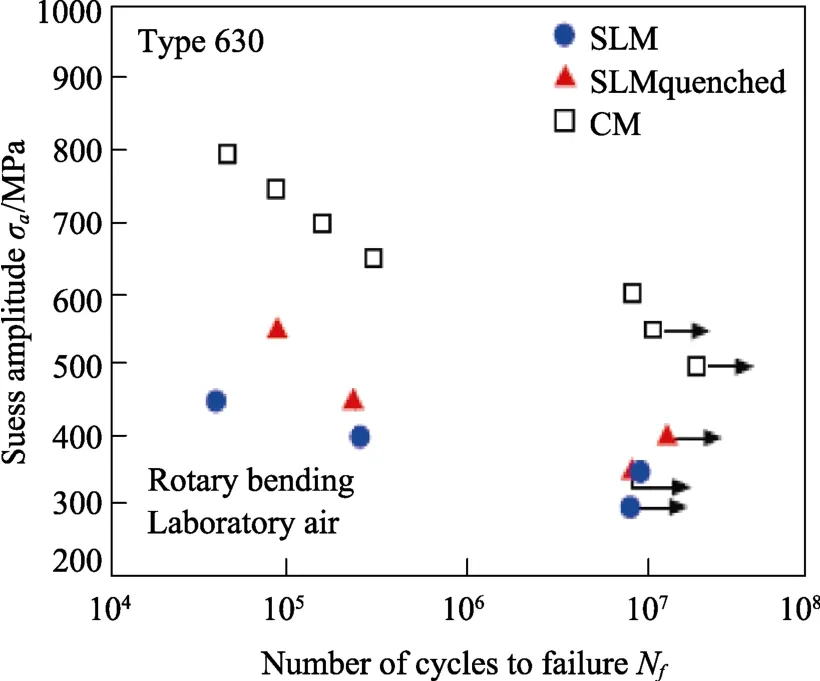
图5 不同状态17-4PH钢的S-N曲线[16]Fig.5 S-N diagram of 17-4PH steel in different state

表3 不同条件下SLM 17-4PH不锈钢成形件的拉伸性能[17]Tab.3 Tensile properties of SLM 17-4PH stainless steel forming parts in various conditions
2.2 激光增材制造316L不锈钢后热处理的研究现状
中航工业北京航空制造工程研究所的丁利[18]等人研究了激光选区熔化成形 316L不锈钢沉积态、400 ℃/3 h退火态、900 ℃/3 h退火态以及热等静压态的组织与拉伸性能。发现沉积态组织主要是由呈外延生长的柱状晶组成,单个柱状晶贯穿几层甚至十几层不等。可以看出单道熔合线的剖面呈弧形,从整体上看熔合线如鱼鳞状,熔池叠加特征十分明显。沉积态试样经400 ℃/3 h退火后,组织变化不明显,粗大柱状晶比较完整,熔池叠加特征仍很明显;经900 ℃/3 h退火后,粗大的柱状晶分裂为较为细长的柱状晶,黑白柱状晶呈较为均匀的间隔分布,且难以观察到明显的熔池叠加特征;经热等静压后粗大柱状晶分裂为细小的柱状晶,有等轴化的趋势,熔池叠加特征已不明显,与退火态相比柱状晶更为细小。热等静压态熔合不良缺陷没有明显变化,而气孔有一定的减少,气孔率由沉积态的1.1%降到0.8%(见图6)。

图6 激光选区熔化316L不锈钢热等静压下的组织形貌[18]Fig.6 Microstructure of 316L stainless steel by SLM processing at HIP treatment
试样经400 ℃/3 h退火后,横向和纵向强度略有提高,纵向伸长率明显提高,横向伸长率有所降低;经900 ℃/3 h退火后,横向和纵向伸长率在强度有所降低的情况下得到了明显的提高,拉伸强度与伸长率达到锻件水平;经热等静压后,横向和纵向的强度有明显的降低,横向伸长率略有提升,纵向伸长率显著提高,拉伸强度与伸长率达到锻件水平(见图7)。4种状态相比较而言,900 ℃/3 h退火态的拉伸强度和伸长率匹配度最佳。
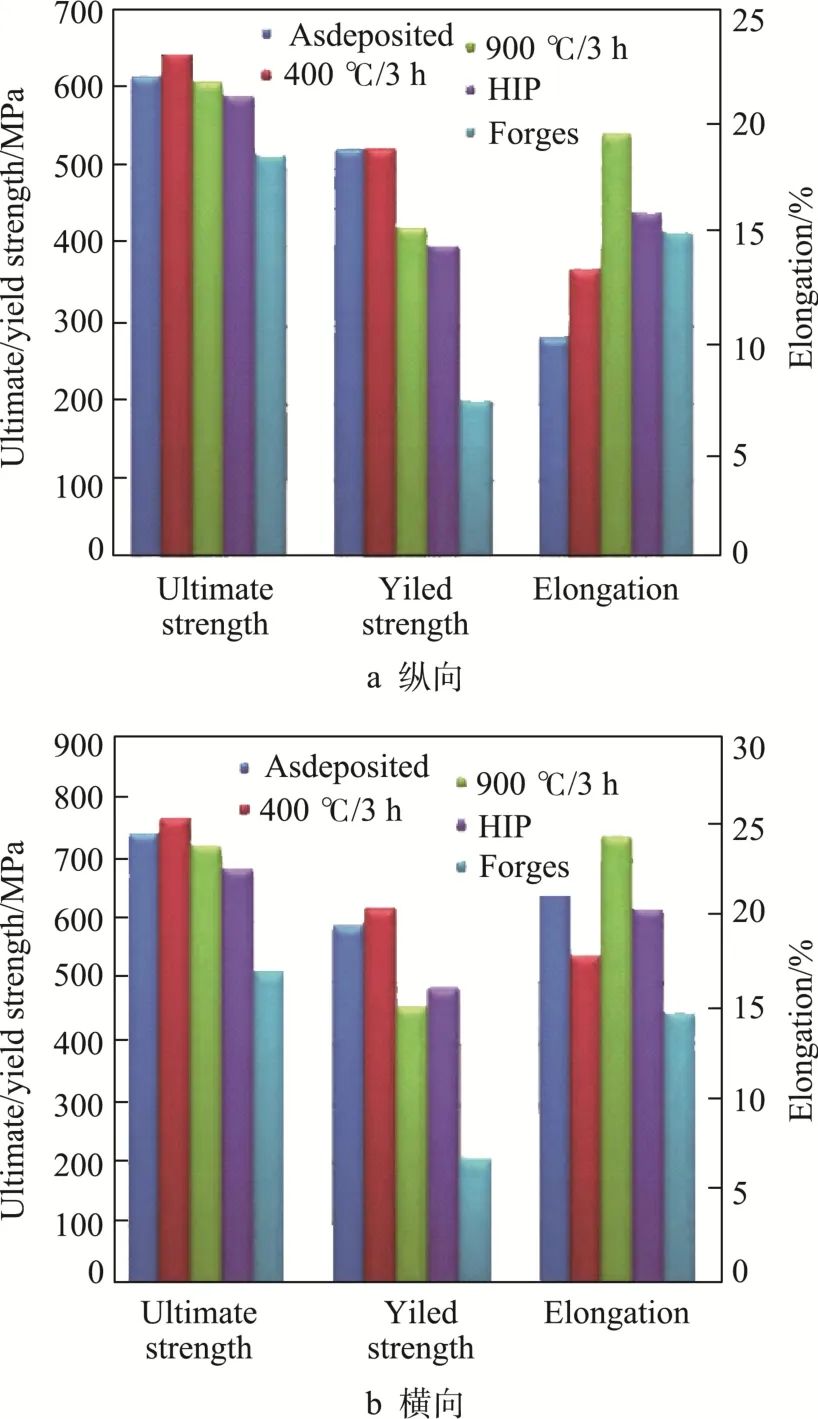
图7 激光选区熔化316L不锈钢室温力学性能[18]Fig.7 Room temperature tensile properties of 316 stainless steel by SLM processing
德国学者Arne Röttger[19]等人研究了制造工艺对316L奥氏体钢微观结构和材料性能的影响。比较了铸态、固溶退火态、热等静压(HIP)态、SLM态以及SLM+HIP态的微观结构和力学性能。研究发现,铸态和HIP致密化钢微观结构致密,而SLM致密化材料有明显的气孔、裂纹和层状氧化物等缺陷;SLM材料经HIP处理后,孔隙度几乎没有变化,而裂纹减少(见图8)。SLM致密条件下的屈服强度远远高于铸造或HIP条件下的屈服强度,这是由于其较小的晶粒尺寸,但由于气孔和裂纹的存在,其伸长率较低(见图 9)。
2.3 其他激光增材制造钢后热处理工艺研究
华中科技大学的靖冠乙[20]等人研究了激光选区熔化成形S-04钢热处理(1130 ℃, 3 h/AC+(−70 ℃),2 h+400 ℃, 3 h/AC)前后试样的显微组织及力学性能。研究表明,当采用360 W激光功率、0.04 mm切片厚度、0.10 mm扫描间距和800 mm/s扫描速度时,成形试样的致密度最高,达到99.791%。热处理前后试样均由α'马氏体和少量γ残余奥氏体构成,试样中α’相与γ相的 X射线主衍射峰强度比在热处理前为7.34,热处理后为7.52;α'相与γ相的X射线次衍射峰强度比在热处理前为2.26,热处理后为3.79。结合衍射峰强度比与显微组织SEM形貌可知,经过热处理,成形件中残余奥氏体含量减少。热处理前试样具有激光选区熔化技术特有的多层堆积特征(见图10),热处理后该特征消失且试样物相主要为束状马氏体,其数量明显增多,表面浮突更加明显,γ残余奥氏体数量显著下降(见图11)。此外,热处理后的试样产生了一定数量的弥散分布于α'马氏体晶界处和γ残余奥氏体内部的细小二次相。

图8 不同状态试样的微观结构[19]Fig.8 Microstructure of samples in differfent state

图9 不同条件下316L钢的拉伸性能[19]Fig.9 Tensile property of 316L steel in different conditions
热处理后试样成形态试样水平面和竖直面的显微硬度波动较大,且明显高于成形态试样。热处理后试样室温力学性能优于热处理前试样(见表4)。
西北工业大学的杨海鸥[21]等人研究了激光立体成形300M超高强度钢热处理前后的组织演化。发现300M钢的沉积态组织呈现细密的初生奥氏体柱状枝晶形态,并导致整体形态呈现一定的取向性。试样底部主要以马氏体为主,晶界处含少量下贝氏体,中部为马氏体和呈片状分布的下贝氏体的混合物,顶部则为马氏体和呈羽毛状的上贝氏体。参照300M钢锻件的热处理制度,选取 925 ℃, 45 min/AC+870 ℃, 3 h/OQ+300 ℃, 4 h/AC的热处理工艺,其中925 ℃正火主要是进行合金均匀化处理,细化晶粒;870 ℃淬火及300 ℃回火是为了得到强度和塑性的良好配比,得到良好的综合力学性能。热处理后宏观层带结构消失,初生的柱状枝晶生长形态消失,组织明显均匀细化,呈现出显著细马氏体形态。
华中科技大学的罗喜望[22]研究了热处理工艺对4Cr13粉末SLM成形件拉伸性能的影响。4Cr13粉末SLM成形件在 3个方向的拉伸性能表现出明显的各向异性,沿x-y面平均抗拉强度仅达469.1 MPa,伸长率仅为3.0%;沿x-z面平均抗拉强度达1118.9 MPa,伸长率达 7.8%;沿材料堆叠z向平均抗拉强度高达1385.5 MPa,伸长率为7.1%(见图12)。

图12 SLM成形试样拉伸结果直方图[22]Fig.12 Histogram of SLM formed sample tensile results
退火处理后,沿x-z面和材料堆叠z向平均抗拉强度降低,分别为1067.9 MPa和1054.6 MPa,塑性大大提高,伸长率分别为19.1%和17.9%,各向异性得到了改善。研究不同热处理后沿x-z面方向的拉伸性能,发现经退火处理后,材料拉伸性能的均匀性和一致性明显变好,塑性明显增强;正火处理后,抗拉强度大幅上升,但塑性明显降低;淬火(回火)处理后,试样的抗拉强度达到提高,试样的塑性也有所提高;淬火(时效)处理后,拉伸性能与淬火+回火相近。
南京航空航天大学的 Hongyu Chen[23]等人研究了激光选区熔化成形5CrNi4Mo钢的熔池结晶热力学和动态过程。研究发现SLM过程中的形核速率由过冷度和固液界面的原子扩散能力综合决定;熔池不同区域的异质形核率导致了微观结构的各向异性。由于材料的快速凝固,包括Cr, Ni, C在内的化学成分分布均匀。由于在加载过程中不同的应变模式,不同方向的拉伸试样表现出不同的拉伸性能(见图13)。由于不均匀的微观结构和残余应力的存在,SLM 试样的伸长率较低。经后真空热处理(640 ℃,3 h/炉冷)后,由于残余应力的缓解和重结晶效应,水平方向试样的伸长率从5.6%增加到9.7%,韧性从63.68 J/m3上升到 134.12 J/m3,拉伸强度从 1576 MPa上升到1682 MPa。
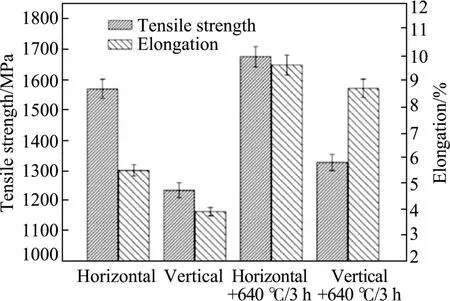
图13 不同状态SLM构件的拉伸性能[23]Fig.13 Tensile properties (tensile strength and elongation) of SLM-processed parts in different states (η=215.28 J/mm3)
美国学者J. J. S. Dilip[24]等人针对激光选区熔化成形低合金高强钢HY100,研究了SLM HY100钢优化的工艺参数和后热处理对其微观结构及力学性能的影响。试样由激光功率、扫描速度和舱口距离的不同组合 SLM 工艺参数制备,在激光功率密度为 65 J/mm3时得到了致密的试样。SLM试样完全由马氏体组织组成,其存在由未回火和自回火区域组成的交替带特征(见图14)。
由于存在大量未经回火的脆硬马氏体组织,部件不能直接使用,需要进行后热处理。热处理工艺为:① 直接回火,620, 650或670 ℃,2 h/炉冷;② 淬火后回火,900 ℃,1 h/水冷+620 ℃,650或 670 ℃,2 h/炉冷。直接回火和淬火后回火微观结构差异不大,高温回火显示出有碳化物的较粗糙的微观结构。回火会使得C从马氏体晶格中扩散出形成碳化物,导致马氏体的软化。直接回火的试样比淬火后回火试样表现出更高的屈服强度和抗拉强度。由于微观结构的不均匀性,在拉伸性能中观察到了显著的各向异性,尤其是伸长率。试样经淬火后回火处理,晶粒发生了重结晶,微观结构的各向异性得到了消除(见表5)。
北京航空航天大学的 Y. Liu[25]等人采用激光增材制造工艺制造了 AISI 431不锈钢板,并且研究在沉积过程中的微观结构演变以及在不同热处理条件下的相变以及微观结构对钢的拉伸性能的影响。研究结果表明,激光增材制造的 AISI 431钢具有精细的定向微结构,其由树枝状铁素体相、枝晶间铁素体相和(Cr,Fe)23C6碳化物组成。由于铁素体和碳化物之间的结合力较低,裂纹容易产生并沿着界面传播,脆性较大,机械性能较差。在1000~1100 ℃的温度下进行固溶处理后,钢的中间层热影响区被消除,当固溶温度升高时,碳化物逐渐溶解。在热处理温度到达1100 ℃之前,铁素体含量没有变化,并且在1050 ℃固溶热处理之后,钢具有最佳的机械性能,强度达到1283 MPa(见表6)。
北京航空航天大学Y. D. Wang[26]等人研究了热处理对激光增材制造马氏体不锈钢 1Cr12Ni2WMoVNb组织与力学性能的影响。材料分别在1050, 1100, 1150,1200 ℃的温度下固溶处理30 min后在油中淬火,再对 1150 ℃固溶处理的样品进行调质处理(加热至580 ℃回火后在空气中冷却)。材料经1150 ℃固溶处理后通过相变,有效地将柱状晶转变为等轴晶,枝间相得到溶解,并且消除了层间的热影响区与显微偏析的现象,而在1050 ℃的固溶处理并不能很好地消除各向异性(见图15)。
固溶后再经调质处理可使材料的抗拉强度与断后伸长率超过锻件,达到较为理想的结果(见表7)。处理后的材料冲击韧性略低于锻件,且冲击韧性值较为分散,这可能是沉积钢中存孔隙的原因。
国外学者 Bo Song[27]等人研究了后真空热处理(640 ℃,2.5 h/炉冷)对SLM铁块的影响。研究发现热处理后铁块的相组成没有发生改变,但发现了XRD光谱的扩展,这说明了晶粒细化和微应变现象的产生。沉积态试样存在构造方向的柱状晶结构,热处理后虽然还存在剩余的柱状晶结构,但晶粒发生了细化(见图16)。

表5 不同热处理条件下SLM HY100钢的拉伸性能[24]Tab.5 Tensile properties of HY100 steel deposits tested in different heat treatment conditions
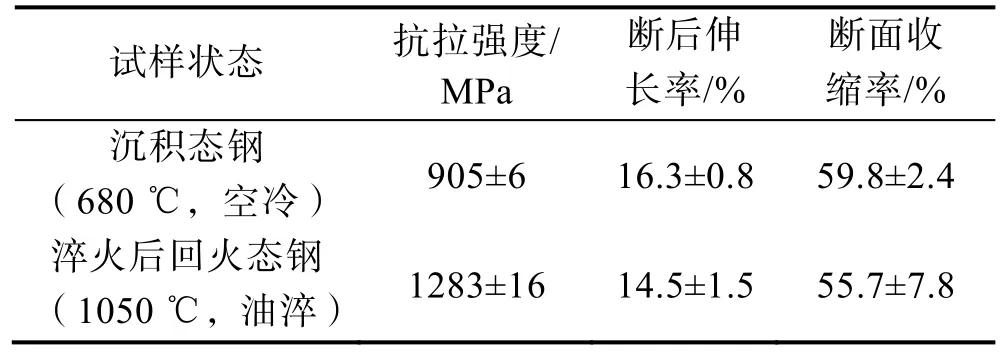
表6 激光直接沉积AISI 431钢室温拉伸性能[25]Tab.6 Room-temperature tensile properties of the laser deposited AISI 431 steel
与沉积态相比,退火试样的弹性模量下降到(188±10)GPa,屈服强度、抗拉强度和应变大幅增加(见图17),退火后残余应力大幅下降,硬度也有所降低(见图18)。
3 结语
对于激光增材制造钢的后热处理,国内外都进行研究。通过比较研究不同的热处理规范及优化热处理工艺,能够达到对激光增材制造钢构件改善组织、消除缺陷、优化性能的目的,因此,后热处理制度的优化是实现合金钢件增材制造控形控性的关键技术。
目前激光增材制造钢所采用的热处理工艺,大多数是沿用传统的锻件或铸件的热处理制度。激光增材制造的工艺特征决定其组织与传统铸件和锻件有较大差别,传统的热处理制度无法充分发挥激光增材制造工艺的优势。因而急需要结合增材制造金属组织特性探索具有针对性的热处理工艺,建立增材制造金属特有的热处理制度。在激光增材制造过程中,后一道激光熔覆会对前一道有一个回火热处理作用,可以考察在激光增材制造过程中进行原位热处理的的可行性与其所能达到的最佳效果。

图15 不同热处理条件下1Cr12Ni2WMoVNb钢的纵向截面微观结构[26]Fig. 15 Microstructure on longitudinal (YOZ) section of the laser deposited 1Cr12Ni2WMoVNb steel solution treated at 1050 and 1150 ℃and 1050 ℃

表7 激光沉积1Cr12Ni2WMoVNb钢的室温拉伸性能和冲击韧性[26]Tab.7 Room temperature tensile properties and impact toughness of the laser deposited 1Cr12Ni2WMoVNb steel
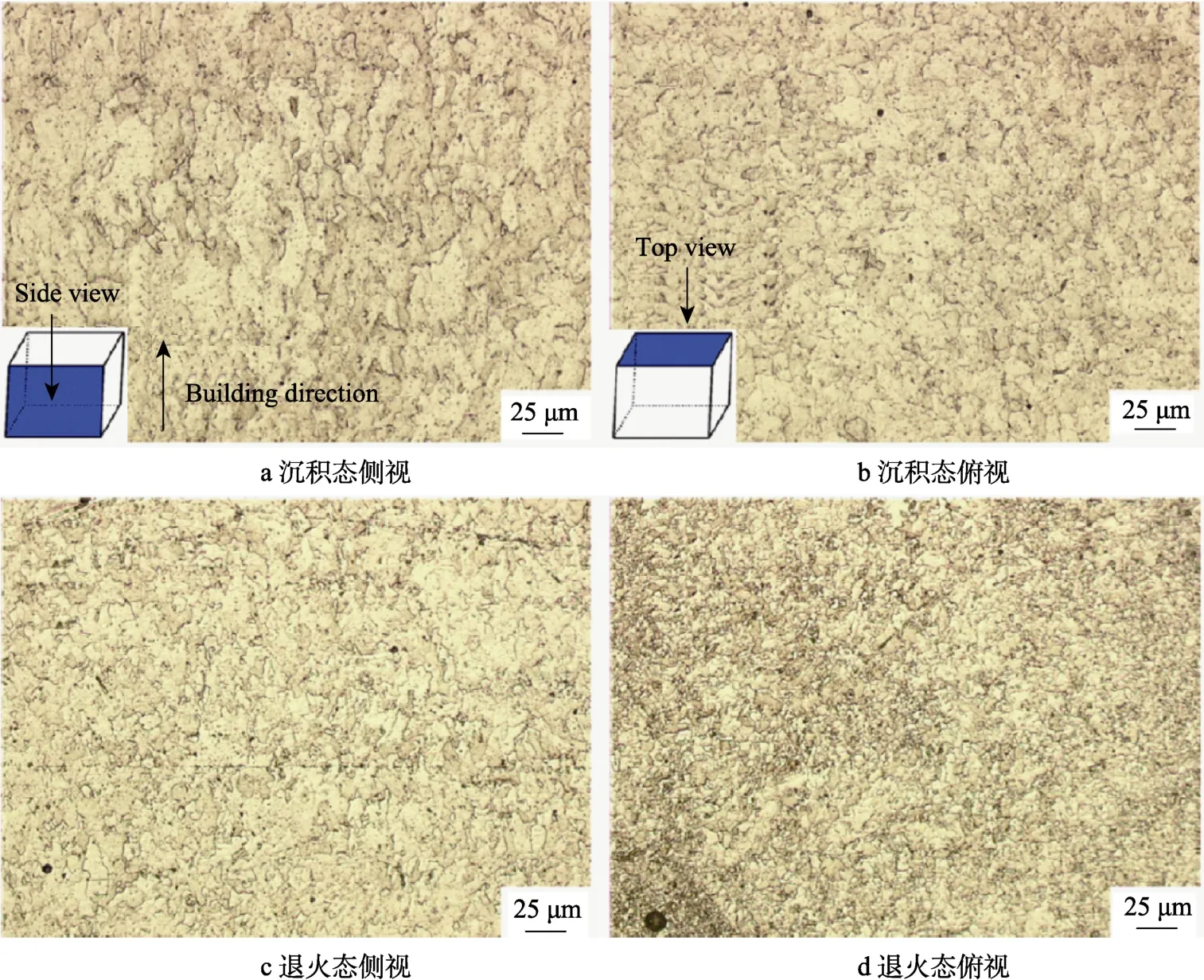
图16 沉积态及退火态SLM试样侧视图及俯视图OM照片[27]Fig.16 OM side view and top view of SLM sample of as-fabricated iron cubes and of the annealed iron cubes

图17 不同状态下SLM试样的拉伸曲线[27]Fig.17 Tensile stress–strain curves of SLM sample in different statesσ=K

图18 显微硬度和由SLM试样拉伸曲线计算的残余应力[27]Fig.18 Microhardness and residual stress calculated from the tensile stress–strain curves of SLM sample
[1] 林鑫, 黄卫东. 高性能金属构件的激光增材制造[J]. 中国科学: 信息科学, 2015, 45(9): 1111—1126.LIN Xin, HUANG Wei-dong. Laser Additive Manufacturing of High-performance Metal Components[J]. Science China: Information Science, 2015, 45(9): 1111—1126.
[2] BRANDL E, SCHOBERTH A, LEYENS C. Morphology,Microstructure, and Hardness of Titanium (Ti-6Al-4V)Blocks Deposited by Wire-feed Additive Layer Manufacturing (ALM)[J]. Materials Science & Engineering A, 2012,532(3): 295—307.
[3] BRANDL E, GREITEMEIER D. Microstructure of Additive Layer Manufactured Ti-6Al-4V after Exceptional Post Heat Treatments[J]. Materials Letters, 2012, 81(4): 84—87.
[4] LIU C M, WANG H M, TIAN X J, et al. Subtransus Triplex Heat Treatment of Laser Melting Deposited Ti-5Al-5Mo-5V-1Cr-1Fe NearβTitanium Alloy[J]. Materials Science & Engineering A, 2014, 590: 30—36.
[5] ZHANG A, LIU D, WU X, et al. Effect of Heat Treatment on Microstructure and Mechanical Properties of Laser Deposited Ti60A Alloy[J]. Journal of Alloys & Compounds,2014, 585(3): 220—228.
[6] WAUTHLE R, VRANCKEN B, BEYNAERTS B, et al.Effects of Build Orientation and Heat Treatment on the Microstructure and Mechanical Properties of Selective Laser Melted Ti6Al4V Lattice Structures[J]. Additive Manufacturing, 2015, 5: 77—84.
[7] 张小红, 林鑫, 陈静, 等. 热处理对激光立体成形 TA15合金组织及力学性能的影响[J]. 稀有金属工程与材料,2011, 40(1): 142—147.ZHANG Xiao-hong, LIN Xin, CHEN Jing, et al. Effects of Heat Treatment on the Microstructures and Mechanical Properties of TAl5 Titanium Alloys by Laser Solid Forming[J]. Rrae Metal Materials and Engineering, 2011, 40(1):142—147.
[8] 张霜银, 林鑫, 陈静, 等. 热处理对激光立体成形 TC4残余应力的影响[J]. 稀有金属工程与材料, 2009, 38(1):774—778.ZHANG Shuang-yin, LIN Xin, CHEN Jing, et al. Influence of Heat Treatment on Residual Stress of Ti-6Al-4V Alloy by Laser Solid Forming[J]. Rrae Metal Materials and Engineering, 2009, 38(1): 774—778.
[9] 黄瑜, 陈静, 林鑫, 等. 热处理对激光立体成形TC11钛合金组织的影响[J]. 稀有金属材料与工程, 2009, 38(12):2146—2150.HUANG Yu, CHEN Jing, LIN Xin, et al. Influence of Heat Treatment on Microstructure of Laser Solid Forming Ti-6.5Al-3.5Mo-1.5Zr-0.25Si Alloys[J]. Rrae Metal Materials and Engineering, 2009, 38(12): 2146—2150.
[10] BI G, SUN C N, CHEN H C, et al. Microstructure and Tensile Properties of Superalloy IN100 Fabricated by Micro-laser Aided Additive Manufacturing[J]. Materials &Design, 2014, 60(8): 401—408.
[11] CHLEBUS E, GRUBER K, KUŹNICKA B, et al. Effect of Heat Treatment on Microstructure and Mechanical Properties of Inconel 718 Processed by Selective Laser Melting[J].Materials Science & Engineering A, 2015, 639: 647—655.
[12] 仲崇亮. 基于 Inconel1718的高沉积率激光金属沉积增材制造技术研究[D]. 北京: 中国科学院大学, 2015.ZHONG Chong-liang. Investigations on High Deposition-rate Laser Metal Deposition for Additive Manufacturing Application Based on Inconel 718[D]. Beijing: University of Chinese Academy of Science, 2015.
[13] 吴晓瑜, 林鑫, 吕晓卫, 等. 激光立体成形 17-4PH不锈钢组织性能研究[J]. 中国激光, 2011, 38(2): 103—109.WU Xiao-yu, LIN Xin, LYU Xiao-wei, et al. Study on Microstructure and Mechanical Properties of Laser Solid Forming 17-4 PH Stainless Steel[J]. Chinese Journal of Lasers, 2011, 38(2): 103—109.
[14] 王俊, 林鑫, 黄春平, 等. 时效处理对激光立体成形17-4PH不锈钢组织及性能的影响[J]. 中国激光, 2011,38(12): 71—77.WANG Jun, LIN Xin, HUANG Chun-ping, et al. Influence of Aging Treatment on the Microstructure and Properties of 17-4PH Alloy by Laser Rapid Forming[J]. Chinese Journal of Lasers, 2011, 38(12): 71—77.
[15] AREF Yadollahi, JUTIMA Simsiriwong, SCOTT M, et al.Effects of Building Orientation and Heat Treatment on Fatigue Behavior of Selective Laser Melted 17-4 PH Stainless Steel[J]. International Journal of Fatigue, 2017, 94:218—235.
[16] AKITA M, UEMATSU Y, KAKIUCHI T, et al. Defect-dominated Fatigue Behavior in Type 630 Stainless Steel Fabricated by Selective Laser Melting[J]. Materials Science & Engineering A, 2016, 666: 19—26.
[17] HU Z, ZHU H, ZHANG H, et al. Experimental Investigation on Selective Laser Melting of 17-4PH Stainless Steel[J]. Optics & Laser Technology, 2017, 87: 17—25.
[18] 丁利, 李怀学, 王玉岱, 等. 热处理对激光选区熔化成形 316不锈钢组织与拉伸性能的影响[J]. 中国激光,2015(4):179—185.DING Li, LI Huai-xue, WANG Yu-dai, et al. Heat Treatment on Microstructure and Tensile Strength of 316 Stainless Steel by Selective Laser Melting[J]. Chinese Journal of Lasers, 2015(4): 179—185.
[19] GEENEN K, RÖTTGER A, WINDMANN M, et al. Comparison of Microstructure and Mechanical Properties of 316L Austenitic Steel Processed by Selective Laser Melting with Hot-isostatic Pressed and Cast Material[J]. Materials Science & Engineering A, 2016, 678: 365—376.
[20] 靖冠乙, 魏恺文, 王泽敏, 等. 激光选区熔化成形S—04钢的组织及性能[J]. 激光与光电子学进展, 2016(11):213—220.JING Guan-yi, WEI Kai-wen, WANG Ze-min, et al. Microstructure and Mechanical Property of S-04 Steel by Selective Laser Melting[J]. Laser &Optoelectronics Progress,2016(11): 213—220.
[21] 杨海欧, 宋梦华, 杨东辉, 等. 激光立体成形300M超高强度钢的组织演化[J]. 应用激光, 2011, 31(5): 384—390.YANG Hai-ou, SONG Meng-hua, YANG Dong-hui, et al.Microstructures Evolution of 300M Ultra-High Strength Steel Fabricated by Laser Solid Forming[J]. Appliied Laser,2011, 31(5): 384—390.
[22] 罗喜望. 激光选区熔化成形4Cr13模具钢零件的力学性能研究[D]. 武汉: 华中科技大学, 2015: 30—41.LUO Xi-wang. The Study on Mechanical Properties of 4Cr13 Die Steel Fabricated by Selective Laser Melting[D].Wuhan: Huazhong University of Science and Technology Master Thesis, 2015: 30—41.
[23] CHEN H, GU D, DAI D, et al. Microstructure and Composition Homogeneity, Tensile Property, and Underlying Thermal Physical Mechanism of Selective Laser Melting Tool Steel Parts[J]. Materials Science & Engineering A,2017, 682: 279—289.
[24] DILIP J J S, RAM G D J, STARR T L, et al. Selective Laser Melting of HY100 Steel: Process Parameters, Microstructure and Mechanical Properties[J]. Additive Manufacturing, 2017, 13: 49—60.
[25] LIU Y, LI A, CHENG X, et al. Effects of Heat Treatment on Microstructure and Tensile Properties of Laser Melting Deposited AISI 431 Martensitic Stainless Steel[J]. Materials Science & Engineering A, 2016, 666: 27—33.
[26] WANG Y D, TANG H B, FANG Y L, et al. Effect of Heat Treatment on Microstructure and Mechanical Properties of Laser Melting Deposited 1Cr12Ni2WMoVNb Steel[J].Materials Science & Engineering A, 2010, 528(1):474—479.
[27] SONG B, DONG S, LIU Q, et al. Vacuum Heat Treatment of Iron Parts Produced by Selective Laser Melting: Microstructure, Residual Stress and Tensile Behavior[J]. Materials & Design, 2014, 54(2): 727—733.
Research Status of Post-heat Treatment of Steel Fabricated by Laser Additive Manufacturing
LI Fu-quan1,MENG Xiang-xu1,DONG Zhi-hong2,PENG Xiao2
(1. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China;2. Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China)
Nonequilibrium solidification during AM of laser was likey to lead to thermal stress and structral stess, which was the source of distortion, cracking, etc. Through post-heat treatment, the aim of microstructral improvement, defect inhibitation and property optimization can be achieved. Estabishing the rules of post-heat treatment was the key issue for alloy steel fabricated by AM. In this paper, the recent research status of the post-heat treatment process of steel fabricated by AM was summerized. 17-4PH stainless steel, 316L stainless steel and other typical alloy steel were selected to investigate influences of different post-heat treatment process on the evolution of micrstructure and the distribution of second phase paricles. At the same time, the variation of tensile strength and elongation before and after post-heat treatment was investigated comparatively. It can be found, through post-heat treatment optimized, microstructure and mechanical property can be improved distinctively.
laser additive manufacturing; steel; post-heat treatment; microstructure
2017-11-16
国家重点研发计划(2016YFB1100203-1)
李福泉(1972—),男,博士,副教授,主要研究方向为激光增材制造及再制造、激光焊接等。
10.3969/j.issn.1674-6457.2018.01.012
TG164.4
A
1674-6457(2018)01-0097-12
