铝/钢异种材料搅拌摩擦焊研究进展
2018-01-10黄永宪黄体方万龙刘鑫
黄永宪,黄体方,万龙,刘鑫
(哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001)
铝/钢异种材料搅拌摩擦焊研究进展
黄永宪,黄体方,万龙,刘鑫
(哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001)
由于铝、钢的物理化学性质存在巨大差异,铝/钢的连接是焊接领域的难点问题。搅拌摩擦焊是低热输入的固态连接方法,能够有效控制铝/钢金属间化合物的生长,且搅拌针强烈的搅拌作用可增加铝/钢异种材料机械咬合程度,得到高质量的铝/钢焊接接头,铝/钢搅拌摩擦焊已经成为了焊接领域的热点问题。文中综述了铝/钢搅拌摩擦焊国内外研究现状,涉及到接头形式、焊缝成形、焊接工艺和力学性能,着重介绍了铝/钢搅拌摩擦焊接头的连接机制,并围绕铝/钢搅拌摩擦焊存在的两大问题,对铝/钢搅拌摩擦焊新技术进行总结,并进一步提出了铝/钢搅拌摩擦焊的基础研究方向。
铝/钢;搅拌摩擦焊;焊缝成形;工艺;性能;连接机制
采用轻量化材料,例如采用铝/钢异种金属复合结构代替钢结构,是实现汽车轻量化的有效途径之一。本田雅阁轿车车门及副车架结构采用铝/钢异种金属复合结构,比采用纯钢材的轻25%,极大提高了燃油效率[1]。由于铝/钢异种金属复合结构在汽车车身轻量化方面存在巨大潜力,实现铝/钢异种金属之间的有效连接成为了各大汽车厂家的迫切需求。
由于铝、钢在物理和化学性质上的巨大差异,铝/钢异种金属的连接一直是焊接领域的难点。其焊接的难点主要有以下 4点:① 铝和钢的熔点存在巨大差异,使得在焊接过程中两者的熔化不同步,易导致熔合不良的缺陷,同时铝的密度低于钢,在两者都熔化的前提条件下,熔化的铝将浮在钢的上面,冷却时结晶不同步,最终接头的化学成分分布不均匀,影响接头质量;② 铝的线膨胀系数及热导率都远远大于钢,这将影响焊接过程中热量的传导和材料的伸缩变形,使最终的接头留有较大残余应力,加剧裂纹倾向;③铝易被氧化,特别是在热输入较大、温度较高的焊接过程,铝表面难熔的 Al2O3氧化膜易造成焊缝夹渣,影响材料的熔合[2];④ Al和Fe之间的互溶度极低,在焊后冷却时,Fe与Al易形成Fe2Al5, FeAl3等硬脆富铝金属间化合物,影响焊接质量。以上焊接难点在采用熔化焊方法焊接铝/钢异种金属接头时表现得尤为突出,难以获得高质量的铝/钢异种材料接头。搅拌摩擦焊(Friction stir welding, FSW)是一种固相连接技术,其焊接热输入明显低于熔化焊,能够有效控制界面处金属间化合物的生长;同时还能够降低焊接应力[3],减小裂纹产生的倾向,是实现铝/钢高质量连接的有效方法。由于对铝/钢异种金属连接的迫切需求,以及搅拌摩擦焊在铝/钢连接方面的独特优势,铝/钢搅拌摩擦焊已经成为了焊接领域的热点问题。文中从铝/钢异种金属搅拌摩擦焊的焊缝成形、焊接工艺、力学性能和连接机制等方面进行综述,讨论了基于传统搅拌摩擦焊方法改进的适用于铝/钢连接的新方法,并在此基础上提出了铝/钢搅拌摩擦焊基础研究方向。
1 接头形式与焊缝成形
1.1 对接接头
在搅拌摩擦焊过程中,前进侧与后退侧的材料变形程度不同,两侧温度也会存在差异。铝、钢两种金属的物理性质差异较大,两种金属的相对摆放位置会直接影响焊缝质量。Won-Bae等人[4]认为将铝放在后退侧,钢放在前进侧利于得到高质量接头,这是因为在这样的放置方式下,塑性铝合金更容易与钢发生混合形成接头;而邢丽等人[5]发现将钢置于后退侧得到的焊缝质量优于置于前进侧得到的焊缝。
铝/钢搅拌摩擦焊对接接头的典型形貌见图1[6]。接头被分为 7个区域,分别为钢侧母材区(St-BM)、钢侧热机影响区(St-TMAZ)、钢侧热影响区(St-HAZ)、焊核区(WNZ)、铝侧热机影响区(Al-TMAZ)、铝侧热影响区(Al-HAZ)和铝母材区(Al-BM)。铝、钢两侧的热机影响区和热影响区的轮廓与尺寸存在较大差异。在焊核区发现了大量的钢屑,这是由于在搅拌针剪切作用下,部分钢进入铝侧形成的。
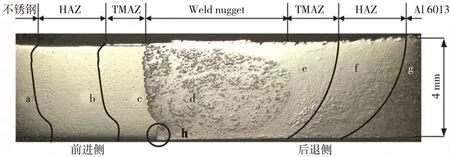
图1 铝/钢搅拌摩擦焊对接接头[6]Fig.1 Al/steel friction stir butt joint
1.2 搭接接头
铝/钢搭接时多采用铝在上、钢在下的接头形式[7—11]。这是由于钢的硬度一般大于铝合金,焊具作用在上层,铝合金更易使铝发生变形,促进铝、钢间的原子扩散,同时也有利于减小焊具磨损。接头横截面宏观包括搅拌区(WNZ)、热机影响区(TMAZ)、热影响区(HAZ)、铝-钢界面区(IZ)和母材(BM)5 个部分,见图 2[7]。REST等人[12]创新性地采用钢在上、铝在下的方式,实现了铝、钢的连接。无针搅拌头在钢上表面高速旋转产生的高温使下层的铝合金发生部分熔化,最终在界面处生成厚度约2.5 μm的FeAl3与Fe2Al5,接头强度较高。
1.3 点焊接头
搅拌摩擦点焊可以分为传统搅拌摩擦点焊[13—14]和回填式搅拌摩擦点焊[15—16]。传统的搅拌摩擦点焊过程分为下压、保压、提出3个阶段,最后会在点焊处留下匙孔。回填式搅拌摩擦点焊依靠焊接工作部的三部分(压紧环、搅拌针和外套)的相对运动,可实现无匙孔的搅拌摩擦点焊。搅拌摩擦点焊接头形貌见图3。
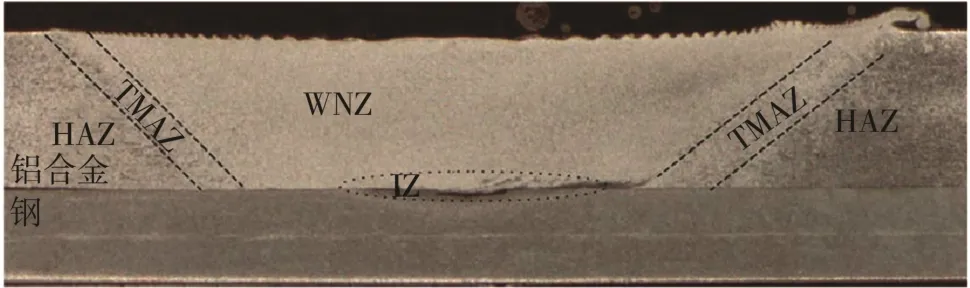
图2 铝/钢搭接搅拌摩擦焊接头宏观形貌[1—3]Fig.2 Macrostructure of Al/steel friction stir lap joint
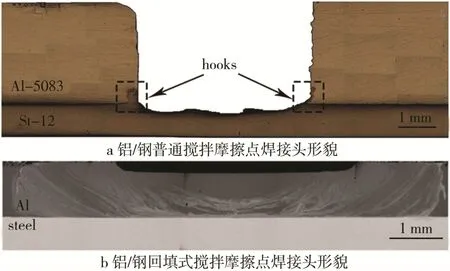
图3 铝/钢搅拌摩擦点焊接头形貌[13,16]Fig.3 Macrostructure of Al/steel friction stir spot joint
2 焊接参数与力学性能
相比于同种材料的搅拌摩擦焊,异种材料搅拌摩擦焊的焊接参数更为复杂,如图4所示。转速、焊速、搅拌针压入量、搅拌头偏移距离等参数直接影响搅拌头的产热、焊接过程温度和材料的变形程度,进而影响界面处铝和钢的混合程度、反应程度和金属间化合物的生长,并进一步影响到接头性能。
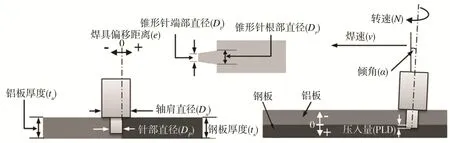
图4 铝/钢异种材料搅拌摩擦焊焊接参数[21]Fig.4 Dissimilar Al/steel friction stir welding parameters
在搅拌摩擦焊对接中,搅拌头的偏向以及搅拌头中心线与铝/钢界面的距离是影响接头质量的重要参数[17—20]。YAZDIPOUR等人[17]指出,当搅拌头刚刚接触钢,或者完全在铝合金一侧时,界面出现了连续的孔洞,拉伸强度低。这是因为搅拌头只作用在铝侧,对钢几乎没有搅拌作用,材料流动差,易在界面处产生孔洞。当偏移量为 0.4 mm,即搅拌针小部分在钢侧,大部分在铝侧时,接头强度最高。
对于铝/钢搭接形式的搅拌摩擦焊,搅拌针压入钢的深度是影响接头性能的关键因素[21]。搅拌针插入钢中一定深度有利于形成强度更高的接头[13],因为此时铝/钢界面处存在的机械互锁结构能够提高接头承载能力。过大的压入深度会导致接头中缺陷数量的增大及金属间化合物厚度的增大,从而导致接头力学性能的降低[22]。
3 连接机制
搅拌摩擦焊过程是复杂的热、力耦合过程,存在原子间的互扩散和物理化学反应,这是形成铝/钢异种材料搅拌摩擦焊接头冶金连接的基础。除了冶金连接,铝/钢接头搅拌摩擦焊接头中还可能存在机械连接。FEREIDUNI等人[13]发现在铝/钢搅拌摩擦搭接接头中,搅拌针未扎入钢中时,接头连接机制只有冶金连接,而在搅拌针扎入钢中时,接头中同时存在冶金连接和机械连接。
3.1 冶金连接
研究表明,搅拌摩擦处理过程中发生剧烈的塑性变形可促进元素的形变诱导扩散,使元素扩散速率增大 1000倍[23]。铝/钢搅拌摩擦焊过程中也会发生铝/钢异种原子间的互扩散过程,并发生物理化学反应,实现铝/钢之间的冶金连接,反应产物主要为非晶相和金属间化合物,如图5所示。非晶相是由于铝合金和钢在搅拌摩擦焊过程中发生强烈塑性变形并混合,在高温的情况下发生金属合金化的产物[24—25]。相比于非晶相,金属间化合物更为常见,是实现铝/钢冶金连接并影响接头性能的关键因素。
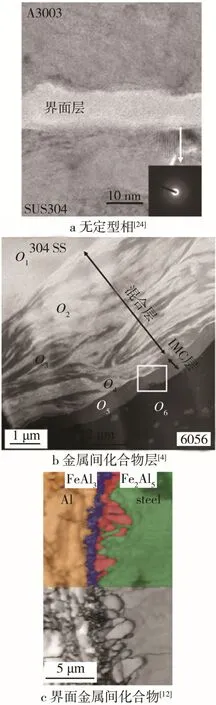
图5 铝/钢搅拌摩擦焊接头冶金结合特征Fig.5 Metallurgical bonding features in Al/steel friction stir welds
3.1.1 金属间化合物的形核和长大机制
Fe在Al中溶解度很小,不易形成固溶体,但易形成硬脆的Fe-Al金属间化合物。铝/钢搅拌摩擦焊易产生的金属间化合物有Fe3Al, FeAl, FeAl2, Fe2Al5以及 FeAl3(Fe4Al13)[26—28]。DAS 等人[29]根据已有文献对Al-Fe金属间化合物的形成机制进行总结,将金属间化合物的生长过程分为 3个阶段:① 第一阶段为金属间的反应阶段,首先形成的相是低熔点共晶相;②第二阶段为共晶相与金属或者共晶相之间反应生成新相,Fe4Al13形成所需要的能量最低,因此在这一阶段主要生成Fe4Al13;③ 第三阶段为Fe4Al13与Fe继续反应生成含铁量更高的金属间化合物,在高温环境下对铝/钢进行长时间扩散处理下,最先生成的Fe2Al5会与Fe反应生成了FeAl和Fe3Al相[30]。
3.1.2 金属间化合物的种类、厚度的影响
按照元素组成,Al-Fe金属间化合物可以分为两类:富铁金属间化合物,主要包括FeAl和Fe3Al,以及富铝金属间化合物,主要包括包括FeAl2, Fe2Al5和FeAl3[31]。这两类 Al-Fe金属间化合物对于接头性能的影响是不同的。生成Fe2Al5相的AA5754/22MnB5接头的结合强度弱于生成 FeAl相的 AA5754/DP600接头[26]。这是因为富铝金属间化合物为硬脆相,而富铁金属间化合物呈现出更高的强韧性[32]。
此外,金属间化合物的厚度对于铝/钢接头的力学性能也会产生重要影响。研究表明当金属间化合物的厚度低于某阈值时,金属间化合物不会对接头质量产生有害影响,甚至会改善接头强度[33—36]。BOZZI等人[34]在研究Al 6016/IF-steel搅拌摩擦点焊时发现,当金属间化合物层厚度为8 μm时候接头强度最高,而厚度为42 μm的接头在受力情况下,裂纹优先从金属间化合物层萌生并扩展,导致接头强度降低。
3.1.3 金属间化合物的控制
焊接参数可直接关系到焊接热输入和材料变形程度,影响原子的扩散速率,进而影响金属间化合物的形核和长大。调节转速、焊速等焊接参数可实现对金属间化合物的调控。KITTIPONG等人[37]发现焊速的降低和转速的增加会导致接头中FeAl3层厚度的增加和接头力学性能的下降。控制金属间化合物生长的另外一种途径是在接头中添加Zn元素,例如添加锌金属[38]或者使用镀锌钢板[16,39—40]。添加锌金属得到的6061铝合金与316不锈钢搭接接头界面处没有生成金属间化合物,且接头力学性能比未添加Zn元素的接头更高[38]。这是因为 Zn元素的添加能够促进Al-Zn低熔共晶相在铝/钢界面处形成,改善了铝与钢的润湿性[39]。
3.2 机械连接
铝/钢搅拌摩擦焊接头中的机械连接主要是通过界面处被搅拌的钢与铝合金间的机械互锁实现的。这类结构特征主要包括钩状结构,旋涡结构和钢表面弧形纹结构,如图6所示。
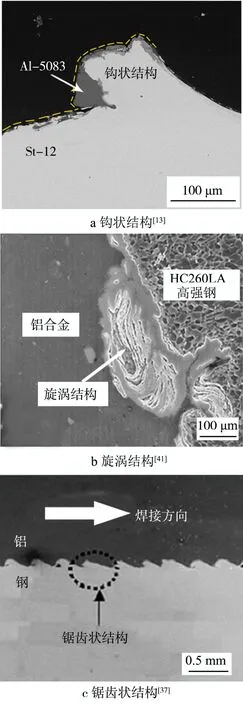
图6 铝/钢搅拌摩擦焊接头界面处的机械连接结构Fig.6 Mechanical interlock structures at the interface of Al/steel friction stir joints
钩状结构是在搭接接头中,由于搅拌头与钢接触,搅拌针边缘作用的钢在摩擦作用下软化,并在压力和离心力的作用下被挤出,进入到铝合金层中形成钩状的形貌[13]。漩涡结构是部分铝、钢材料在搅拌头强烈剪切作用下流动,混合并反应,形成的铝、钢及两者的金属间化合物交替错落分布的结构[41]。钢表面弧形纹是由于搅拌针周期性旋转前进,作用于钢上表面形成均匀分布的弧形结构,在接头纵截面上体现为周期性分布的凹凸不平的形貌[37]。在接头拉伸剪切测试中,这些结构能够承担部分载荷,提高接头的承载能力。POURALI等人[42]在研究焊接参数与接头连接机制的关系时,发现低焊速情况下,机械结合是铝/钢接头最主要的连接机制。
4 铝/钢搅拌摩擦焊接新技术
通过焊具设计和焊接工艺的优化,已经可以得到成形和性能均良好的铝/钢搅拌摩擦焊接头。常规的铝/钢搅拌摩擦焊仍然存在一些问题,主要为焊具磨损和连接强度仍有待提高。为此,一系列的搅拌摩擦焊新技术被开发出来以更加适应铝/钢焊接的需求。
4.1 焊具磨损的解决措施
常规的搅拌摩擦焊方法在焊接铝钢复合结构时存在着焊具磨损的问题。焊具磨损,不仅带来焊具的过快报废问题,还容易导致焊接过程不稳定,进而接头性能难以保证的严重问题。为了减轻焊具磨损的问题,有人希望通过提前预热钢合金,软化钢合金,从而减小搅拌头的磨损[43]。复合的方法包括电热辅助搅拌摩擦焊[44]、激光辅助搅拌摩擦焊[45—46]和电弧辅助搅拌摩擦焊[47],见图7。
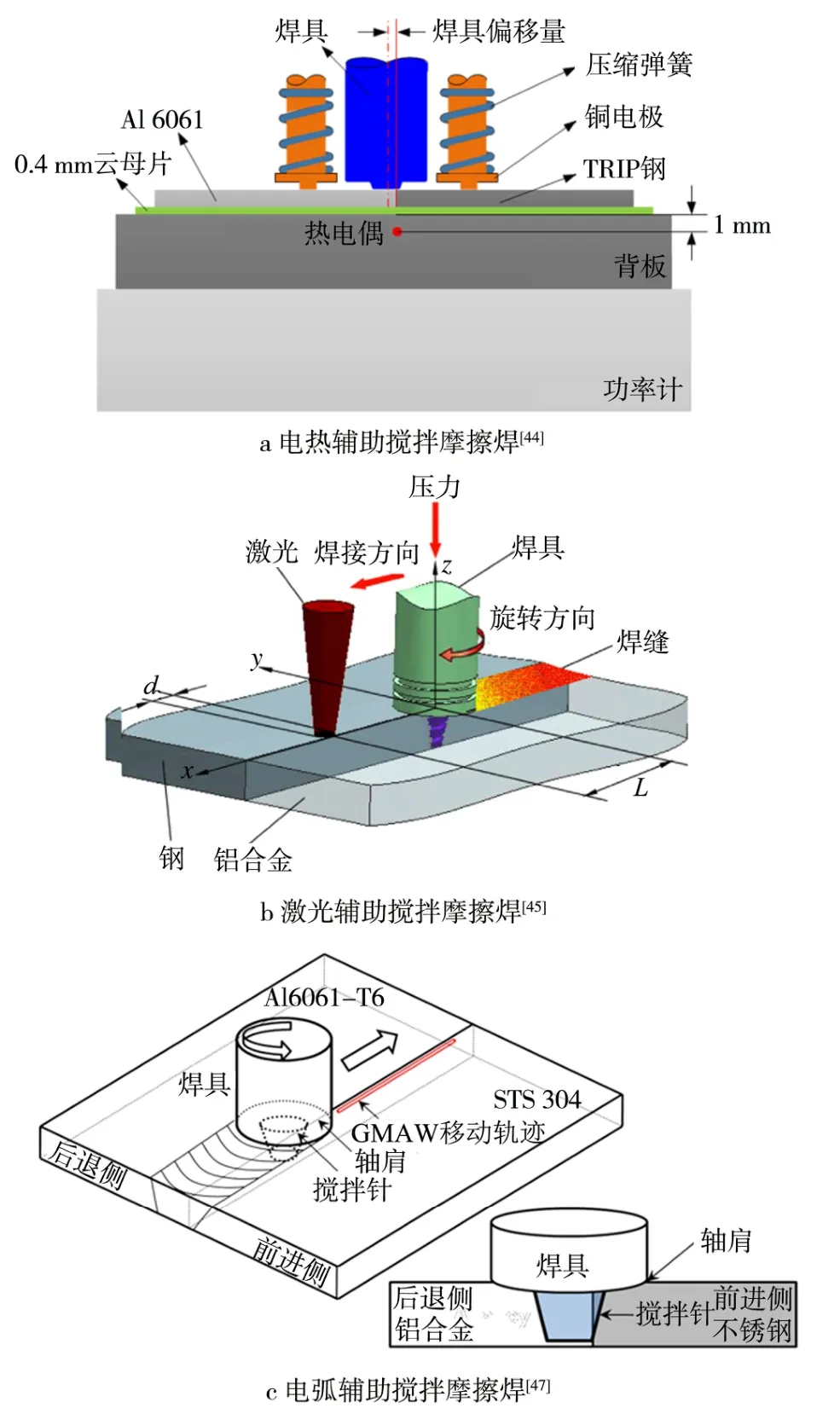
图7 外加能源辅助搅拌摩擦焊Fig.7 Additional energy assisted friction stir welding
电热辅助搅拌摩擦焊通过施加额外的电阻热,能够帮助减小焊接阻力,减缓焊具磨损,同时能够促进厚度较小的金属间化合物层的形成。原因是因为电流促进了Al与Fe原子的扩散速度,降低了生成金属间化合物的化学反应生成焓[44]。将点状激光[45]或电弧[47]放在搅拌头前方一定距离提前预热钢表面,接头强度可达到了铝母材的93%,并有效减轻搅拌头的磨损。
除了外加辅助热源搅拌摩擦焊外,国内外学者开发出了刮擦式、铣刀式[48—49]、无搅拌针式焊具,如图8所示。针对厚度不超过2 mm的铝板,可采用无搅拌针焊具进行铝/钢异质金属的搭接和点焊,仅通过轴肩与上部材料表面的摩擦,而无针的探入效果,从而避免了搅拌针的磨损问题[25,50—51]。张贵峰等[52]提出搅拌摩擦钎焊的方法,采用无搅拌针柱状焊具摩擦上层的铝合金,利用铝合金导热快的特点和界面预置中间层的冶金反应,实现上/下界面的连接,由于低熔点钎料层的引入,解决了焊具压入深度和热输入的问题,解决了焊具磨损的问题。
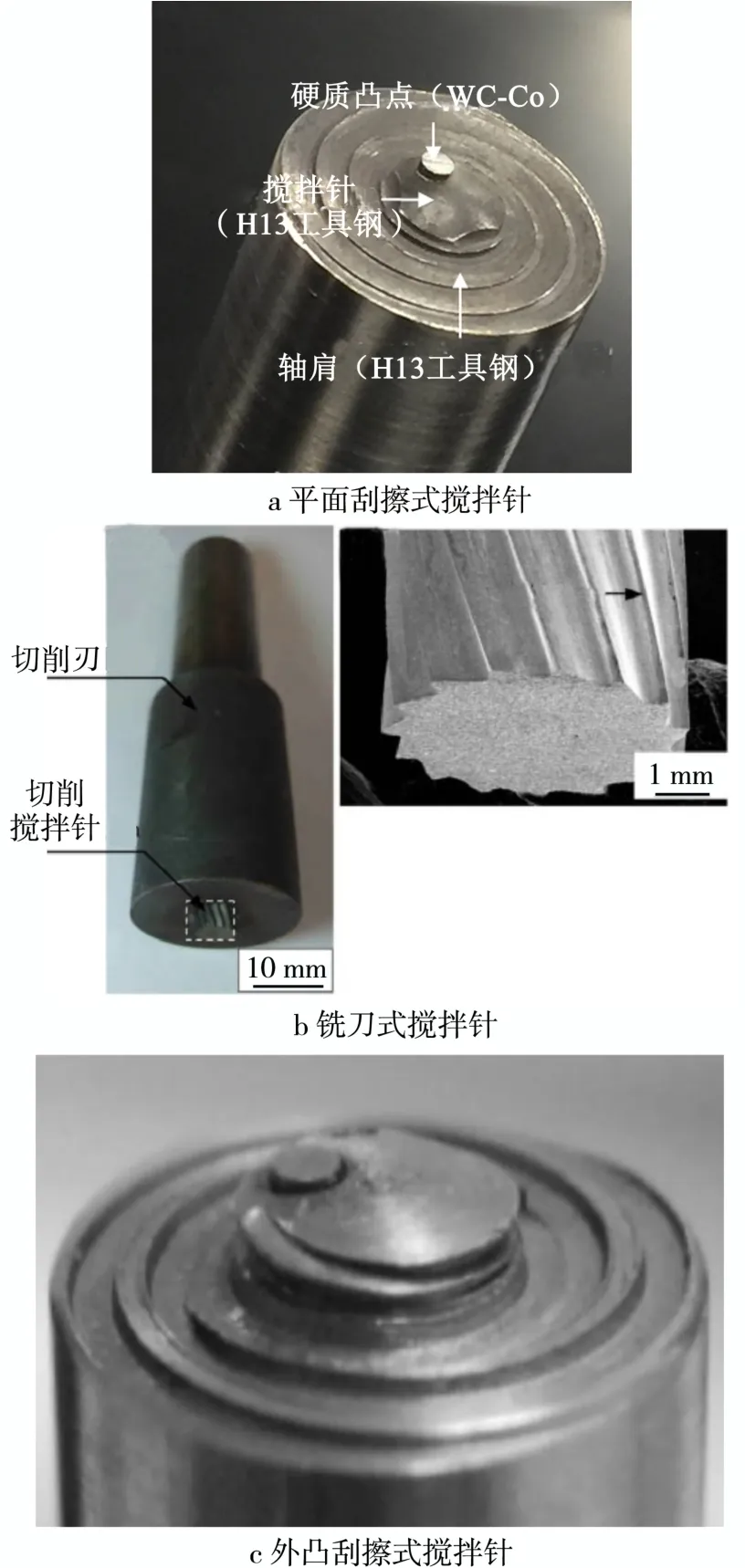
图8 不同类型的搅拌头结构设计Fig.8 Different shapes of stir-welding heads
4.2 接头强度的提高
提高铝/钢异种材料接头承载能力主要有两种渠道。其一为提高冶金连接或机械连接的结合强度;其二为增大铝/钢结合面积。WILLIAM 等人[53—54]提出了搅拌摩擦挤压新方法实现铝/钢异种材料连接。搅拌摩擦挤压新方法是在搅拌头不接触下层钢板,只作用于上层铝板,驱使塑性铝合金进入钢侧预先加工的沟槽内,从而形成单纯的机械连接,避免了金属间化合物的形成,同时避免了焊具磨损问题。黄永宪等人[55]提出了自铆接搅拌摩擦焊新方法制备铝/钢搭接接头,搅拌摩擦焊过程中,上层塑性铝合金流入下层钢板的预制孔内,形成了自铆接结构,同时,搅拌针下端略接触钢表面,在铝/钢界面处生成了金属间化合物,从而同时实现了铝/钢搭接接头的机械连接和冶金连接,接头结合强度也比传统铝/钢搅拌摩擦焊强度有所提高。增大铝/钢结合面积也是提高接头承载能力的有效渠道。陈迎春等人[56]在研究铝/钢点焊过程中,采用搅拌头沿圆周运动增大铝/钢接头结合面积的方式得到了高质量的铝/钢点焊接头。郭伟强[57]开发膨大式搅拌头,增大了铝/钢搭接面积,得到的接头承载能力比常规铝/钢搭接接头提高了37%。
5 结论与展望
铝/钢异种材料搅拌摩擦焊研究表明,异种材料搅拌摩擦焊的焊接工艺相比于同种材料焊接更为复杂。在对接接头中,铝、钢的相对位置以及搅拌针的偏向和偏移距离是影响焊缝成形的关键因素;在搭接和点焊接头中,铝、钢的相对位置以及搅拌针在钢侧压入量的选择是得到高质量接头的重要因素。通过优化工艺参数,可以获得焊缝成形良好、内部无缺陷的高质量接头。铝/钢异种材料搅拌摩擦焊接头的连接机制包括冶金连接和机械连接。铝/钢的冶金连接是通过界面处的无定型相和金属间化合物实现的。通过优化焊接工艺,可以实现对金属间化合物种类和厚度的调控,从而尽可能地提高接头的冶金结合强度。铝/钢的机械连接是通过界面处的钩状结构、旋涡结构和表面弧形纹这些机械互锁结构实现的,且机械互锁结构有利于提高接头的承载能力。针对目前铝/钢异种材料搅拌摩擦焊仍然存在焊具磨损和接头强度仍有待提高的问题,一系列新技术被开发出来以缓解甚至解决这些问题。然而,关于搅拌摩擦焊过程中原子的扩散行为及强形变作用对于原子扩散的影响还缺乏足够的证据表征和理论研究,这是将来需要进一步深入开展的研究方向。
[1] 魏艳妮, 李京龙, 熊江涛, 等. 铝/钢异种金属搅拌摩擦焊及其研究进展[J]. 精密成形工程, 2015, 7(5): 34—39.WEI Yan-ni, LI Jing-long, XIONG Jiang-tao, et al. Research Status on Friction Stir Welding of Aluminum/Steel Dissimilar Metals[J]. Journal of Netshape Forming Engineering, 2015, 7(5): 34—39.
[2] 汪建梅. 铝与钢异种材料焊接工艺研究[D]. 沈阳: 沈阳航空航天大学, 2013.WANG Jian-mei. Investigation on Welding Technology of Dissimilar Materials between Aluminum and Steel[D].Shenyang: Shenyang Aerospace University, 2013.
[3] 牛鹏亮, 李文亚. 搅拌摩擦焊残余应力研究现状及展望[J]. 精密成形工程, 2015, 7(5): 1—6.NIU Peng-liang, LI Wen-ya. Present Study and Prospect of Friction Stir Welding Residual Stress[J]. Journal of Netshape Forming Engineering, 2015, 7(5): 1—6.
[4] LEE W B, SCHMUECKER M, MERCARDO U A, et al.Interfacial Reaction in Steel-Aluminum Joints Made by Friction Stir Welding[J]. Scripta Materialia, 2006, 55(4):355—358.
[5] 邢丽, 柯黎明, 黄春平. 铝合金和钢的搅拌摩擦焊焊缝成形及接头性能[J]. 焊接学报, 2007, 28(1): 29—32.XING Li, KE Li-ming, HUANG Chun-ping. Formation and Properties of Aluminum/Steel Friction Stir Welds[J].Welding Journal, 2007, 28(1): 29—32.
[6] UZUN H, DONNE C D, ARGAGNOTTO A, et al. Friction Stir Welding of Dissimilar Al 6013-T4 to X5CrNi18-10 Stainless Steel[J]. Materials and Design,2005, 26(1): 41—46.
[7] 万龙. 铝/钢搅拌摩擦搭接强流变作用下界面行为及力学性能研究[D]. 哈尔滨: 哈尔滨工业大学, 2015.WAN Long. Interface of Severe Plastic Deformation on Interfacial Behavior and Mechanical Properties of Al/Steel Friction Sir Lap Joint[D]. Harbin: Harbin Institute of Technology, 2015.
[8] MAHTO R P, BHOJE R, PAL S K, et al. A Study on Mechanical Properties in Friction Stir Lap Welding of AA 6061-T6 and AISI 304[J]. Materials Science and Engineering A, 2016, 652: 136—144.
[9] LEITAO C, ARRUTI E, ALDANONDO E, et al. Aluminum-Steel Lap Joining by Multipass Friction Stir Welding[J]. Materials and Design, 2016, 106: 153—160.
[10] HOGG E, MISSON-YATES S, ALDRIDGE S. Friction Stir Lap Welding of Aluminum to Steel Using Refractory Metal Pin Tools[J]. Journal of Engineering Materials and Technology, 2015, 137(2): 1—8.
[11] DAS H, JANA S S, PAL T K, et al. Numerical and Experimental Investigation on Friction Stir Lap Welding of Aluminum to Steel[J]. Science and Technology of Welding and Joining, 2014, 19(1): 69—75.
[12] REST C V D, JACQUES P J, SIMAR A. On the Joining of Steel and Aluminum by Means of a New Friction Melt Bonding Process[J]. Scripta Materialia, 2014, 77(12):25—28.
[13] FEREIDUNI E, MOVAHEDI M, KOKABI A H. Dissimilar Al/Steel Friction Stir Spot Welding: To Penetrate into the Lower Steel Sheet or not[J]. Science and Technology of Welding and Joining, 2016, 21(6): 1—7.
[14] FEREIDUNI E, MOVAHEDI M, KOKABI A H. Aluminum/Steel Joints Made by an Alternative Friction Stir Spot Welding Process[J]. Journal of Materials Processing Technology, 2015, 224: 1—10.
[15] QIAO F, CHENG K, WANG L, et al. An Experimental Investigation on the Dissimilar Joining of AA6061 and 1Cr18Ni9Ti by Refill Friction Stir Spot Welding and Its Mechanical Properties[J]. Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture, 2016, 230(4): 779—785.
[16] DONG H, CHEN S, SONG Y, et al. Refilled Friction Stir Spot Welding of Aluminum Alloy to Galvanized Steel Sheets[J]. Materials and Design, 2016, 94: 457—466.
[17] YAZDIPOUR A, HEIDARZADEH A. Effect of Friction Stir Welding on Microstructure and Mechanical Properties of Dissimilar Al 5083-H321 and 316L Stainless Steel Alloy Joints[J]. Journal of Alloys and Compounds, 2016,680: 595—603.
[18] HABIBNIA M, SHAKERI M, NOUROUZI S, et al. Microstructural and Mechanical Properties of Friction Stir Welded 5050 Al Alloy and 304 Stainless Steel Plates[J].International Journal of Advanced Manufacturing Technology, 2015, 76(5/6/7/8): 819—829.
[19] LIU X, LAN S, NI J. Analysis of Process Parameters Effects on Friction Stir Welding of Dissimilar Aluminum Alloy to Advanced High Strength Steel[J]. Materials and Design, 2014, 59(6): 50—62.
[20] DERAZKOLA H A, AVAL H J, ELYASI M. Analysis of Process Parameters Effects on Dissimilar Friction Stir Welding of AA1100 and A441 AISI Steel[J]. Science and Technology of Welding and Joining, 2015, 20(7): 553—562.
[21] HUSSEIN S A, TAHIR A S M, HADZLEY A B. Characteristics of Aluminum-to-Steel Joint Made by Friction Stir Welding: A Review[J]. Materials Today Communications, 2015, 5: 32—49.
[22] ELREFAEY A, GOUDA M, TAKAHASHI M, et al.Characterization of Aluminum/Steel Lap Joint by Friction Stir Welding[J]. Journal of Materials Engineering and Performance, 2005, 14(1): 10—17.
[23] MA Z Y, PILCHAK A L, JUHAS M C, et al. Microstructural Refinement and Property Enhancement of Cast Light Alloys via Friction Stir Processing[J]. Scripta Materialia, 2008, 58(5): 361—366.
[24] OGURA T, SAITO Y, NISHIDA T, et al. Partitioning Evaluation of Mechanical Properties and the Interfacial Microstructure in a Friction Stir Welded Aluminum Alloy/Stainless Steel Lap Joint[J]. Scripta Materialia, 2012,66(8): 531—534.
[25] SUN Y F, FUJII H, TAKAKI N, et al. Microstructure and Mechanical Properties of Dissimilar Al Alloy/Steel Joints Prepared by a Flat Spot Friction Stir Welding Technique[J]. Materials and Design, 2013, 47(9): 350—357.
[26] HAGHSHENAS M, ABDEL-GWAD A, OMRAN A M,et al. Friction Stir Weld Assisted Diffusion Bonding of 5754 Aluminum Alloy to Coated High Strength Steels[J].Materials and Design, 2014, 55(6): 442—449.
[27] RAMACHANDRAN K K, MURUGAN N, KUMAR S S.Effect of Tool Axis Offset and Geometry of Tool Pin Profile on the Characteristics of Friction Stir Welded Dissimilar Joints of Aluminum Alloy AA5052 and HSLA Steel[J]. Materials Science and Engineering A, 2015, 639:219—233.
[28] CHEN Z W, YAZDANIAN S, LITTLEFAIR G. Effects of Tool Positioning on Joint Interface Microstructure and Fracture Strength of Friction Stir Lap Al-to-Steel Welds[J]. Journal of Materials Science, 2013, 48(6):2624—2634.
[29] DAS H, BASAK S, DAS G, et al. Influence of Energy Induced from Processing Parameters on the Mechanical Properties of Friction Stir Welded Lap Joint of Aluminum to Coated Steel Sheet[J]. International Journal of Advanced Manufacturing Technology, 2013, 64(9/10/11/12):1653—1661.
[30] 陈智. Si含量对轧制复合铝钢界面化合物生长行为的影响研究[D]. 长沙: 中南大学, 2013.CHEN Zhi. Effects of Si Addition on the Growth Behvior of Intermetallic Compound Layer at Aluminum/Steel Rolling Interface[D]. Changsha: Central South University,2013.
[31] MOVAHEDI M, KOKABI A H, REIHANI S M S, et al.Growth Kinetics of Al-Fe Intermetallic Compounds During Annealing Treatment of Friction Stir Lap Welds[J].Materials Characterization, 2014, 90(4): 121—126.
[32] COELHO RS, KOSTKA A, SHEIKHI S, et al. Microstructure and Mechanical Properties of an AA6181-T4 Aluminum Alloy to HC340LA High Strength Steel Friction Stir Overlap Weld[J]. Advanced Engineering Materials, 2008, 10(10): 961—972.
[33] MOVAHEDI M, KOKABI A H, REIHANI S M S, et al.Effect of Annealing Treatment on Joint Strength of Aluminum/Steel Friction Stir Lap Weld[J]. Materials and Design, 2013, 44(1): 487—492.
[34] BOZZI S, HELBERT-ETTER A L, BAUDIN T, et al.Intermetallic Compounds in Al 6016/IF-Steel Friction Stir Spot Welds[J]. Materials Science and Engineering A,2010, 527(16): 4505—4509.
[35] NISHIDA T, OGURA T, NISHIDA H, et al. Formation of Interfacial Microstructure in a Friction Stir Welded Lap Joint between Aluminum Alloy and Stainless Steel[J].Science and Technology of Welding and Joining, 2014,19(7): 609—616.
[36] TANAKA T, MORISHIGE T, HIRATA T. Comprehensive Analysis of Joint Strength for Dissimilar Friction Stir Welds of Mild Steel to Aluminum Alloys[J]. Scripta Materialia, 2009, 61(7): 756—759.
[37] KIMAPONG K, WATANABE T. Lap Joint of A5083 Aluminum Alloy and SS400 Steel by Friction Stir Weld-ing[J]. Materials Transactions, 2005, 46(4): 835—841.
[38] ZHENG Q, FENG X, SHEN Y, et al. Dissimilar Friction Stir Welding of 6061 Al to 316 Stainless Steel Using Zn as a Filler Metal[J]. Journal of Alloys and Compounds,2016, 686: 693—701.
[39] CHEN Y C, KOMAZAKI T, TSUMURA T, et al. Role of Zinc Coat in Friction Stir Lap Welding Al and Zinc Coated Steel[J]. Materials Science and Technology, 2013,24(1): 33—39.
[40] SUHUDDIN U F H, FISCHER V, KOSTKA A, et al.Microstructure Evolution in Refill Friction Stir Spot Weld of a Dissimilar Al-Mg Alloy to Zn-Coated Steel[J].Science and Technology of Welding and Joining, 2017:1—8.
[41] COELHO R S, KOSTKA A, SANTOS J F D, et al. Friction-Stir Dissimilar Welding of Aluminum Alloy to High Strength Steels: Mechanical Properties and Their Relation to Microstructure[J]. Materials Science and Engineering A, 2012, 556: 175—183.
[42] POURALI M, ABDOLLAH-ZADEH A, SAEID T, et al.Influence of Welding Parameters on Intermetallic Compounds Formation in Dissimilar Steel/Aluminum Friction Stir Welds[J]. Journal of Alloys and Compounds, 2017,715: 1—8.
[43] 刘小超, 武传松. 外加能量辅助搅拌摩擦焊技术的研究进展[J]. 精密成形工程, 2015, 7(5): 13—24.LIU Xiao-chao, WU Chuan-song. Research Progress of Secondary Energy Assisted Friction Stir Welding[J].Journal of Netshape Forming Engineering, 2015, 7(5):13—24.
[44] LIU X, LAN S, NI J. Electrically Assisted Friction Stir Welding for Joining Al 6061 to TRIP 780 Steel[J]. Journal of Materials Processing Technology, 2015, 219:112—123.
[45] MERKLEIN M, GIERA A. Laser Assisted Friction Stir Welding of Drawable Steel-Aluminum Tailored Hybrids[J]. International Journal of Material Forming, 2008, 1(1):1299—1302.
[46] FEI X, JIN X, YE Y, et al. Effect of Pre-hole Offset on the Property of the Joint during Laser-assisted Friction Stir Welding of Dissimilar Metals Steel and Aluminum Alloys[J]. Materials Science and Engineering: A, 2016,653: 43—52.
[47] BANG H S, BANG H S, JEON G H, et al. Gas Tungsten Arc Welding Assisted Hybrid Friction Stir Welding of Dissimilar Materials Al6061-T6 Aluminum Alloy and STS304 Stainless Steel[J]. Materials and Design, 2012, 37:48—55.
[48] XIONG J T, LI J L, QIAN J W, et al. High Strength Lap Joint of Aluminum and Stainless Steels Fabricated by Friction Stir Welding with Cutting Pin[J]. Science and Technology of Welding and Joining, 2012, 17(3): 196—201.
[49] PATTERSON E E, HOVANSKI Y, FIELD D P. Microstructural Characterization of Friction Stir Welded Aluminum-Steel Joints[J]. Metallurgical and Materials Transactions A, 2016, 47(6): 2815—2829.
[50] UEMATSU Y, KAKIUCHI T, TOZAKI Y, et al. Comparative Study of Fatigue Behaviour in Dissimilar Al Alloy/Steel and Mg Alloy/Steel Friction Stir Spot Welds Fabricated by Scroll Grooved Tool without Probe[J].Science and Technology of Welding and Joining, 2012,17(5): 348—356.
[51] LI W, LI J, ZHANG Z, et al. Improving Mechanical Properties of Pinless Friction Stir Spot Welded Joints by Eliminating Hook Defect[J]. Materials and Design, 2014,62(10): 247—254.
[52] ZHANG G, SU W, ZHANG J, et al. Friction Stir Brazing:a Novel Process for Fabricating Al/Steel Layered Composite and for Dissimilar Joining of Al to Steel[J]. Metallurgical and Materials Transactions A, 2011, 42(9): 2850—2861.
[53] EVANS W T, GIBSON B T, REYNOLDS J T, et al.Friction Stir Extrusion: A New Process for Joining Dissimilar Materials[J]. Manufacturing Letters, 2015, 5: 25—28.
[54] EVANS W T, COX C, GIBSON B T, et al. Two-Sided Friction Stir Riveting by Extrusion: A Process for Joining Dissimilar Materials[J]. Journal of Manufacturing Processes, 2016, 23: 115—121.
[55] HUANG Y X, WANG J C, Wan L, et al. Self-Riveting Friction Stir Lap Welding of Aluminum Alloy to Steel[J].Materials Letters, 2016, 185: 181—184.
[56] CHEN Y C, GHOLINIA A, PRANGNELL P B. Interface Structure and Bonding in Abrasion Circle Friction Stir Spot Welding: A Novel Approach for Rapid Welding Aluminum Alloy to Steel Automotive Sheet[J]. Materials Chemistry and Physics, 2012, 134(1): 459—463.
[57] 郭伟强. 铝/钢搅拌摩擦搭接接头力学性能及组织特征研究[D]. 哈尔滨: 哈尔滨工业大学, 2014.GUO Wei-qiang. The Study on Mechanical Properties and Microstructural Characteristics of Al & Steel FSW Lap Joint[D]. Harbin: Harbin Institute of Technology,2014.
Research Progress of Dissimilar Friction Stir Welding between Aluminium and Steel
HUANG Yong-xian,HUANG Ti-fang,WAN Long,LIU Xin
(State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China)
The joining of aluminum and steel is a great challenge in the field of welding due to large differences in physical and chemical properties of aluminum alloy and steel. Friction stir welding (FSW) is a solid-state joining method with low-heat input, which can effectively control the growth of Al/Fe intermetallic compounds and the strong stirring effect of pin can enhance the mechanical interlocking at aluminum/steel interface. High quality aluminum/steel dissimilar joints could be obtained by friction stir welding. FSW of aluminum/steel has become a hot issue in the field of welding. The research situation of aluminum/steel friction stir welding at home and abroad was presented in this paper, which was involved joint configuration, weld formation, welding process and mechanical properties. Particular emphasis was given to the joining mechanism of aluminum/steel joint by FSW. Based on the two existing problems in Al/steel FSW, new technologies based on traditional FSW were summarized. Furthermore, the trend of foundation research on aluminum/steel FSW was discussed.
aluminum/steel; friction stir welding; weld formation; process; property; joining mechanism
2017-11-16
国家自然科学基金(51575132);国家商用飞机制造工程技术研究中心创新基金(COMAC-SFGS-2016-33214)
黄永宪(1979—),男,博士,副教授,主要研究方向为搅拌摩擦焊。
10.3969/j.issn.1674-6457.2018.01.003
TG457
A
1674-6457(2018)01-0023-08
