非碱性浮铜新工艺工业试验研究*
2018-01-06程建农周晓彤邓丽红付广钦陈远林
程建农,周晓彤,邓丽红,关 通,付广钦,陈远林
1.广东省大宝山矿业有限公司,广东 韶关 512127;2.广东省资源综合利用研究所,稀有金属分离与综合利用国家重点实验室,广东省矿产资源开发与综合利用重点实验室,广东 广州 510650
非碱性浮铜新工艺工业试验研究*
程建农1,周晓彤2,邓丽红2,关 通2,付广钦2,陈远林2
1.广东省大宝山矿业有限公司,广东 韶关 512127;2.广东省资源综合利用研究所,稀有金属分离与综合利用国家重点实验室,广东省矿产资源开发与综合利用重点实验室,广东 广州 510650
广东某大型铜硫矿矿石富含磁黄铁矿型铜硫矿和黄铁矿型铜硫矿,因露天开采,矿物表面易氧化.采用常规的强碱浮铜工艺,生产指标波动较大.对此,研究开发出非碱性浮铜工艺,即在铜粗选中加少量石灰调矿浆pH=7左右,同时加入特效调整剂CW.在原矿中磁黄铁矿与黄铁矿的比例以及黄铁矿型氧化矿含量不同的情况下,获得较好的工业试验指标:铜精矿Cu品位19.59%~24.12%、铜回收率83.03%~85.91%,硫精矿S品位37.86%~40.46%、磁硫精矿S品位30.02%~32.89%,总硫回收率90.14%~93.12%.
黄铜矿;铜浮选;工艺;工业试验
广东某大型铜硫矿富含磁黄铁矿型铜硫矿和黄铁矿型铜硫矿,因露天开采,矿物表面易氧化.选矿厂以混合给矿的方式进行选矿,由于矿石特性差异较大,磁黄铁矿和黄铁矿的比例变化对生产指标的影响较大,严重影响铜硫回收.采用“高碱抑硫浮铜”工艺,工业生产指标波动较大:铜精矿Cu品位12%~19%、铜回收率55%~80%,硫精矿S 品位37%~46%、硫回收率65%~75%.因此,研究开发出适应性较强的工艺流程是必要的.
1 矿石性质
该矿山铜硫矿主要由东部黄铁矿型硫化矿、东部黄铁矿型氧化矿、东部磁黄铁矿型硫化矿和西部磁黄铁矿型硫化矿组成,其品位变化较大,有价元素品位Cu 0.26%~0.7%,S 11%~24%,Fe 10%~35%,详见表1.由表1可知,黄铁矿型硫化矿含铜、硫较高;磁黄铁矿型硫化矿含铜、硫、铁较高;黄铁矿型氧化矿含铜、硫、铁较低.黄铁矿型硫化矿中含黄铁矿、磁黄铁矿较少,黄铁矿与黄铜矿致密共生,且可浮性较好;磁黄铁矿型硫化矿含磁黄铁矿、黄铁矿较少,磁黄铁矿与黄铜矿致密共生,磁黄铁矿晶体结构主要有六方晶系和单斜晶系两种形式.单斜磁黄铁矿富硫贫铁,具有易磁、易浮特性;六方磁黄铁矿具有顺磁性,其可浮性随含硫量变化而变化,具有上浮率参差不齐的特性[1].对于黄铁矿型氧化矿,一方面黄铜矿表面氧化使其可浮性减弱,另一方面黄铜矿表面氧化在水中易产生Cu2+离子,黄铁矿表面氧化在水中产生H+离子,Cu2+和H+离子对黄铁矿、磁黄铁矿等矿物表面有一定的活化作用.因此,黄铁矿型氧化矿的铜硫分离难度较大.
黄铁矿型硫化矿、黄铁矿型氧化矿和磁黄铁矿型硫化矿的矿物组成以及矿物表面特性不同,其可浮性存在差异.若同时入选,生产指标波动幅度较大,不利于铜硫回收.
表1工业试验矿样分析结果
Table1Elementanalysisresultsofraworeforindustrialtests

矿样名称品位/%CuSFe东部黄铁矿型硫化矿0 5~0 714~1713~19东部黄铁矿型氧化矿0 26~0 511~1510~15东部磁黄铁矿型硫化矿0 5~0 617~2126~32西部磁黄铁矿型硫化矿0 6~0 6519~2428~35
2 工艺流程及工业试验结果
原生产采用“高碱抑硫浮铜”工艺时,因混合给矿的矿物组成以及矿物表面特性不同,其可浮性存在差异,造成生产指标不稳定.在铜粗选中加入大量石灰,将矿浆调至pH≥10,当石灰强烈抑制黄铁矿、磁黄铁矿等硫矿物的同时,也会在黄铜矿表面形成羟基络合物亲水性薄膜,降低黄铜矿可浮性.在硫浮选过程中,黄铁矿、磁黄铁矿等硫化矿在铜浮选中因受强烈抑制而可浮性变弱,使硫浮选的指标较差.
为了改善铜浮选中铜矿物的可浮性,降低黄铁矿、磁黄铁矿等硫化矿的受抑制程度,研究开发出非碱性浮铜新工艺.在铜粗选中加入少量石灰,调整矿浆pH=7左右,并在非碱性矿浆溶液中加入特效调整剂CW[2].CW药剂具有活化铜矿物,抑制黄铁矿、磁黄铁矿等硫化矿的特性.
为了考查矿石组成变化对选矿指标的影响,对三种配比的原矿进行70~75 t/d规模的工业试验研究.原矿配比列于表2,工业试验工艺流程如图1所示.原矿经破碎、磨矿至70%~75%-0.074mm,在铜浮选中加入石灰、特效调整剂CW和江铜1号捕收剂进行浮选,矿浆pH=7左右,经一次粗选二次扫选三次精选得到铜精矿.硫浮选加入硫酸和戊基黄药进行浮选,矿浆pH值6.5~7,经一次粗选一次扫选一次精选得到硫精矿.硫浮选尾矿经磁选一粗一扫得到磁硫精矿.
按图1所示的工艺流程,以不同配比的原矿为给矿进行工业试验,试验结果列于表3.不同原矿配比的工业药剂用量和成本对比列于表4.
由表3可知,对原矿Ⅰ进行工业试验,获得铜精矿Cu品位24.12%、铜回收率83.03%,硫精矿S品位40.46%、硫回收率85.16%,磁硫精矿S品位30.02%、硫回收率7.96%,总硫回收率93.12%.对原矿Ⅱ进行工业试验,获得铜精矿 Cu品位19.59%、铜回收率85.91%,硫精矿S品位37.86%、硫回收率71.77%,磁硫精矿S品位32.59%、硫回收率18.92%,总硫回收率90.69%.对原矿Ⅲ进行工业试验,获得铜精矿Cu品位23.96%、铜回收率85.54%,硫精矿S品位40.30%、硫回收率68.90%,磁硫精矿S品位32.89%、硫回收率21.24%,总硫回收率90.14%.对3种配比的原矿采用非碱性浮铜工艺进行工业试验,获得的铜精矿均达到DZ/T0214-2002四级品产品质量标准.
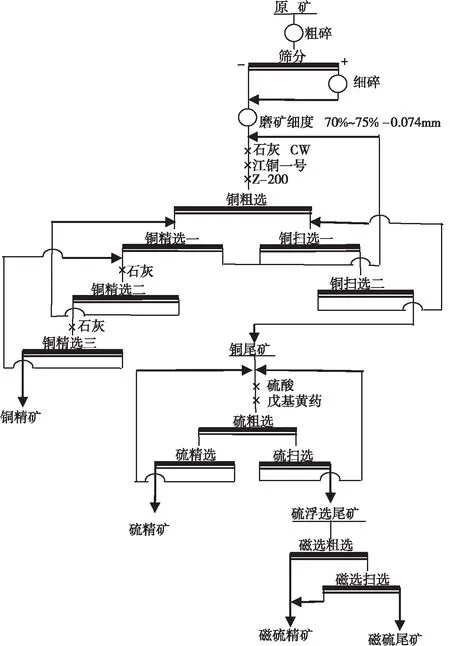
图1 非碱性铜浮选工艺工业试验流程Fig.1 The industrial test flow of non-alkaline copper flotation process

表2 工业试验原矿配比
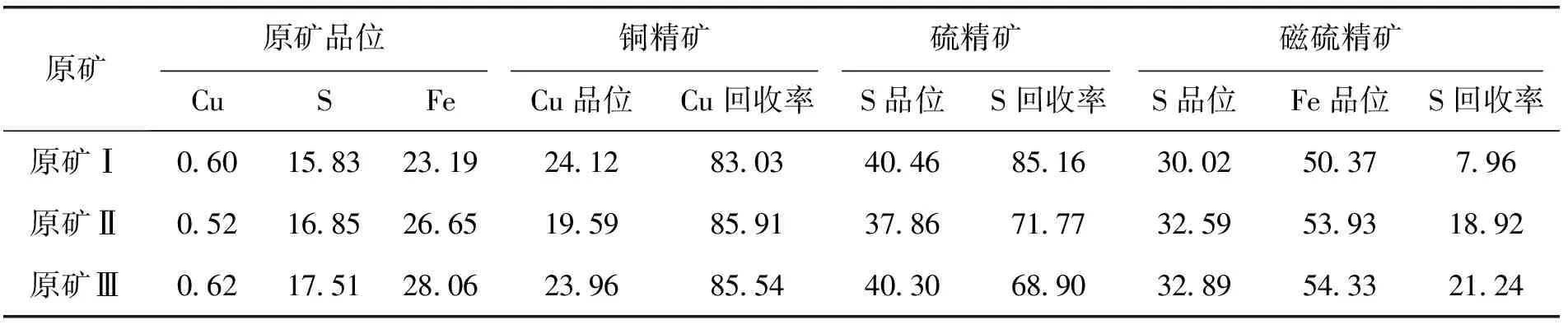
表3 不同原矿配比的工业试验结果
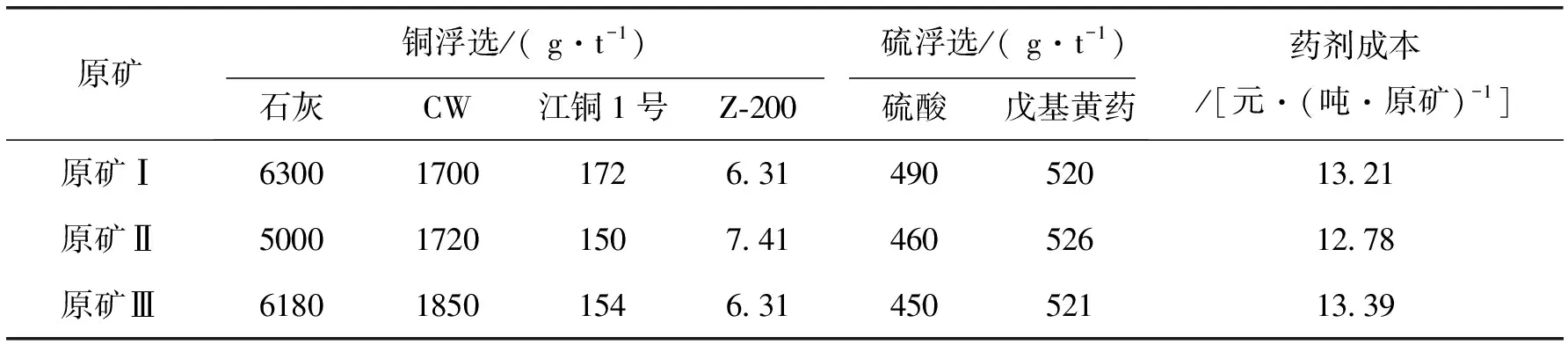
表4 不同原矿配比的工业药剂用量及成本对比
由表2、表3可知,原矿中磁黄铁矿型硫化矿的比例越高,硫精矿中硫回收率越低、磁硫精矿中硫回收率越高.由表4可知,三种配比原矿的药剂用量和成本变化不大.由此可见,非碱性浮铜新工艺工业试验获得的铜精矿指标以及药剂用量和成本十分接近,说明非碱性浮铜新工艺的适应性强.
3 结 论
研究的非碱性浮铜新工艺具有较强的适应性.在原矿中磁黄铁矿与黄铁矿的比例以及黄铁矿型氧化矿含量不同的情况下,工业试验均获得较好的指标:铜精矿Cu品位19.59%~24.12%、铜回收率83.03%~85.91%,硫精矿S品位37.86%~40.46%、磁硫精矿S品位30.02%~32.89%,总硫回收率90.14%~93.12%,工业试验指标波动较小.
在铜粗选中加少量石灰调矿浆pH=7左右,同时加入特效调整剂CW,是增强铜矿物可浮性以及抑制黄铁矿和磁黄铁矿等硫化矿、提高铜硫回收指标的关键因素之一.
[1] 洪秋阳,汤玉和,王毓华,等.磁黄铁矿结构性质及可浮性差异研究[J].金属矿山,2011(1):64-67.
[2] ZHOU X T,DENG L H,GUAN T,et al. Research on recycle technology of flotation tailings water of complex copper-sulfur-tungsten multi-metallic ore[C]// XXVIII International Mineral Processing Congress.Québec:The Canadian Institute of Mining,Metallurgy and Petroleum,2016:13.
Theindustrialresearchonanewtechnologyfornon-alkalinecopperflotation
CHENG Jiannong1,ZHOU Xiaotong2,DENG Lihong2,GUAN Tong2,FU Guangqin2,CHEN Yuanlin2
1.GuangdongProvinceDabaoshanMingCo.Ltd.,Shaoguan512127,China;2.GuangdongInstituteofResourcesComprehensiveUtilization,StateKeyLaboratoryofRareMatelSeparationandComprehensiveUtilization,GuangdongKeyLaboratotyofDevelopmentandComprehensiveUtilizationofMineralResource,Guangzhou510650,China
A large-scale copper and sulfur ore in Guangdong is rich in pyrrhotite copper pyrite and pyrite copper and sulfur ore,due to surface mining, mineral surface easily oxidized.As a result,the ore surface is oxidized easily.With conventional strongly alkali copper flotation processing flow, the production indexes fluctuated wildly.When using non-alkaline copper flotation processing flow,good indexes were obtained in industrial tests for the raw ore with different proportion of pyrrhotite and pyrite and different content of pyrite-type oxidized ore,the grade of copper concentrate was 19.59%~24.12%, the copper recovery was 83.03%~85.91%,the grade of sulfur concentrate was 37.86%~40.46%,the grade of sulfur in magnetic sulfur concentrate was 30.02%~32.89%,the total sulfur recovery was 90.14%~93.12%.
chalcopyrite;copper flotation;technology;industrial test
2017-11-02
广东省省级科技计划项目(2015B090901057,2017A070701020),广东省科学院专项(2017GDASCX-0109)
程建农(1969-),男,江西上饶人,工程师,本科.
1673-9981(2017)04-0274-04
TD91
A
