搭接长度对电机定子并头电阻钎焊接头电气及力学性能的影响
2018-01-04
(江苏中车电机有限公司,江苏 盐城 224100)
搭接长度对电机定子并头电阻钎焊接头电气及力学性能的影响
周迪生车三宏王杰李进泽
(江苏中车电机有限公司,江苏 盐城 224100)
大型直驱永磁风力发电机定子并头焊接工序为发电机制作过程中的重要工序,接头的搭接长度是并头电阻钎焊工艺的重要参数之一,该搭接长度对并头的电气和力学性能产生直接影响。制作不同搭接长度(10 mm,15 mm,20 mm,25 mm)的焊接模拟试样,对其进行电气和力学性能检测,分析搭接长度对钎焊接头电气和力学性能的影响,对实际生产中现有的20 mm搭接长度的合理性进行评价。结果表明,并头搭接长度为20 mm时,其导电能力略优于母材的导电能力,温升性能优于母材的温升性能,抗拉强度满足抗拉要求,宏观金相检测合格。
大型直驱永磁风力发电机并头焊接电阻钎焊搭接长度
0 序 言
大型直驱永磁风力发电机定子制作包括线圈制作、铁心制作、嵌线、并头焊接与包扎、浸漆、成品组装与涂封六道工序,其中并头焊接为重要工序,焊接时接头的搭接长度对并头的电气、力学性能产生直接影响。
风力发电机定子并头焊接使用的连接方式为搭接形式,焊接设备为电阻钎焊机[1]。为确保焊接接头的电气和力学性能满足要求,并头的设计搭接长度设计要求为20 mm。文中通过导电性试验、通电温升试验、拉伸试验和宏观金相试验对不同搭接长度(10 mm,15 mm,20 mm,25 mm)的焊接模拟试样进行了检测。试验结果表明,20 mm的并头搭接长度完全满足电气和力学性能要求。此次验证结果对各类大型直驱永磁风力发电机定子并头焊接具有一定的参考价值及实际意义,为并头焊接搭接长度的选取和工艺标准的制定提供技术支持。
1 试验材料、设备及方法
1.1 试验材料
试验所用的焊接母材为T1裸铜线,截面尺寸为3.35 mm×9 mm。试验所用的钎料为11 mm宽、0.3 mm厚的箔片和φ1.5 mm的焊丝,箔片和焊丝的牌号为HL204[2-3]。母材和钎料的化学成分分别见表1和表2。

表1 T1铜母材成分(质量分数,%)

表2 HL204钎料化学成分(质量分数,%)
1.2 试验设备
试验所用电阻钎焊机为定制的QS-80TW焊机。直流电阻检测设备为双臂电桥。通电温升试验检测设备为大功率交流电源、高温试验箱、数字采集器。拉伸试验检测设备为ETM104B型万能试验机。
1.3 试验方法
为满足接头强度要求,接头搭接长度至少为最薄母材厚度的3倍[4],所以将四组试样的搭接长度分别定为10 mm(约为母材厚度的3倍)、15 mm(约为母材厚度的4.5倍)、20 mm(约为母材厚度的6倍)、25 mm(约为母材厚度的7.5倍)。
每组试样内含3个平行试样。焊接时的工艺参数见表3。为了便于进行通电温升试验,每个试样两端各焊接一个电缆接头。焊接完成对试样分别进行接头外观检查、导电性试验、通电温升试验、拉伸试验和宏观金相试验。

表3 焊接工艺参数
2 测试结果与分析
2.1 接头外观形貌及宏观金相
接头外观检查评定参照JB/T 6966—93《钎焊外观质量评定方法》,经观察可知,各工艺参数下试样接头钎料填充饱满,焊缝不存在焊瘤、开裂、密集气孔等缺陷,无钎料流失,接头外观检查满足要求。
将接头沿厚度方向切开,观察焊缝截面成形情况。各试样的宏观金相如图1所示。因每组试样的的宏观金相基本一致,每组仅展示一个试样的宏观金相。经观察可知,各试样的焊缝填充饱满且无裂纹、夹杂、密集气孔等缺陷,证明不同搭接长度试样的宏观金相检测结果均合格。

图1 不同搭接长度时接头宏观金相照片
2.2 接头导电性能及通电温升试验
直流电阻检测参照GB/T 4074.5—1999《绕组线试验方法 第5部分:电性能》,使用双臂电桥对各试样的直流电阻进行检测。
为使焊接接头的直流电阻值在试样测量时的显示较明显,选择包括焊接接头的300 mm长度的距离进行测量,如图2所示。直流电阻检测结果见表4。

图2 接头导电性能测试示意图

试样编号搭接长度δ/mm平均直流电阻R/μΩ110153.3215150.7320148.7425146.750(母材)149.3
从表4可以看出,随着搭接长度的增加,试样的直流电阻值降低。当搭接长度约为20 mm时,焊接接头的电阻比母材(没有焊接接头的试样母材)的电阻小0.6 μΩ,此时焊接接头的导电能力略优于母材的导电能力。
通电温升试验时,温度传感器的安放位置如图3中A(母材)、B(焊接接头中部)位置。将试样放置在高温试验箱中,高温试验箱中温度恒定在75 ℃。在试样两端施加90 A的交流电,待A,B位置处温度稳定后,记录其温度值。
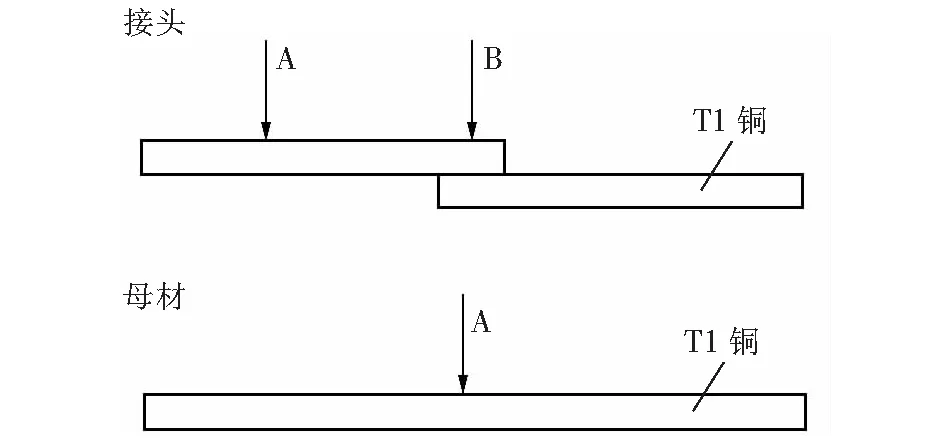
图3 温度传感器安装位置示意图
通电温升试验检测结果见表5。从表5可以看出,各试样焊接接头处的温度均低于母材的温度(有接头试样),且随着搭接长度的增加,焊接接头的温度逐渐下降。产生上述母材与焊接接头温差的原因如下:①焊接接头处(B处)为两层裸铜线向外部散热,散热面积大,母材处(A处)为单层裸铜线向外部散热,散热面积小;②搭接长度增加导致接头电阻下降,接头发热量降低。

表5 通电温升试验检测结果
当搭接长度约15 mm及以上时,焊接接头的温升值低于母材(没有焊接接头的试样母材)的温升值。
2.3 接头拉伸强度试验
对于紫铜搭接试样,参考GB/T 11363—2008《钎焊接头强度试验方法》,拉伸试验检验合格的标准如下:若焊缝断裂,为拉伸检验不合格;若在热影响区断裂,强度值不低于母材退火状态下规定最低值的95%, T1铜技术条件要求最低强度为210 MPa,因此试验强度值不低于199.5 MPa为拉伸性能检验合格。
各试样的抗拉强度如图4所示,第一组至第五组试样的抗拉强度值分别为230 MPa,231 MPa,231 MPa,232 MPa,231 MPa,各组试样抗拉强度相当。搭接长度为25 mm时,试样的抗拉强度略高于其他试样。各组试样的抗拉强度均大于199.5 MPa,各试样的拉伸强度测试结果合格。
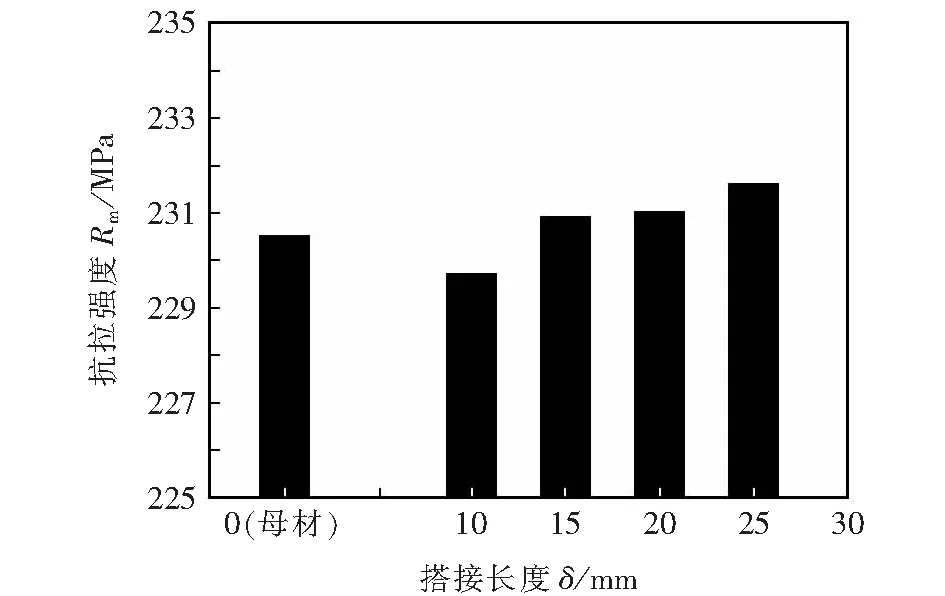
图4 抗拉强度检测结果
各试样拉伸检测后的断裂位置如图5所示,第1至第4组试样的断裂位置均在热影响区,断裂位置至焊缝的距离约为3~5 mm。

图5 拉伸检测后断裂位置
3 结 论
(1)搭接长度为10~25 mm时,接头焊缝填充饱满且无裂纹、夹杂、密集气孔等缺陷,宏观金相满足要求。
(2)随着搭接长度的增加,试样的直流电阻值降低。当搭接长度为20 mm及以上时,焊接接头的导电能力优于母材的导电能力。
(3)搭接长度为10~25 mm时,各试样焊接接头处的温度均低于母材的温度,且随着搭接长度的增加,焊接接头的温度逐渐下降。当搭接长度约15 mm及以上时,焊接接头的温升值低于母材(没有焊接接头的试样母材)的温升值。
(4)搭接长度为10~25 mm时,焊接接头的抗拉强度均满足要求,且热影响区断裂位置至焊缝的距离约为3~5 mm。
(5)综合考虑各试样的外观、导电性能、通电温升性能、抗拉性能和接头宏观金相,搭接长度为20 mm及以上时,焊接接头的可以满足其电气和力学性能。
[1] 付鲁宾. 钎焊技术在大型发电机制造中的应用[J]. 东方电机,2009(3): 12-18.
[2] Datta A ,Rabinkin A,Bose D. Rappidly solidified copper-phosphorus base brazing foils[J]. Welding Journal,1984(10): 14.
[3] Sim R F,Willingham J A. Copper-phosphorus based (self-fluxing) brazing alloys used for joining copper and its alloys[J]. Founding Welding Production Journal,1987,27(7): 33-34.
[4] 张启运,庄鸿寿. 钎焊手册[M].北京:机械工业出版社,2008.
TG454
2017-06-21
周迪生,1988年出生,硕士,工程师。主要从事兆瓦级直驱永磁风力发电机焊接研究工作,已发表论文4篇。