小管径钛合金(TA2)管焊接质量控制与气孔防止措施
2018-01-04
(1.山东胜越石化工程建设有限公司,山东 淄博 255400;2.山东大学 现代焊接技术研究所,济南 250061)
小管径钛合金(TA2)管焊接质量控制与气孔防止措施
孙利群1王训刚1江海红2
(1.山东胜越石化工程建设有限公司,山东 淄博 255400;2.山东大学 现代焊接技术研究所,济南 250061)
钛及钛合金具有密度低、强度高、抗蚀性好等特点,在航空、航天及化工机械等领域得到了广泛应用。在钛合金管的施工过程中,若是管径较小(φ20~φ100 mm),则焊接施工难度便会增加。为了提高小管径钛合金管焊接时的质量,防止气孔的产生,介绍了焊接前环境和材料等方面的准备工作及焊接施工中的防止措施等内容,并对焊接质量检验方法进行了阐述。
钛合金管焊接质量控制
0 前 言
钛合金管材在高温、室温及超低温条件下均具有良好的力学性能,而且密度低、强度高,在多种介质中具有优异的抗蚀性,在航空航天、石油化工和机械制造等领域得到了广泛应用[1-5]。但是钛合金管管径较小(φ20~φ100 mm)时,则会增加焊接难度。文中针对在某项目钛管焊接施工中遇到的问题和采取的措施予以总结,以供在类似的钛管焊接施工中参考借鉴。
1 钛及钛合金在施焊作业中的特点
钛及钛合金材料本身及其在施焊作业中具有以下特点:
(1)钛金属具有密度低、比强度高、熔点高、耐热性能好、抗蚀性好、高温、室温及超低温度耐受性能好、无毒无磁性等特点[6]。
(2)钛是一种化学性质非常活泼的金属,具有极强的还原能力,特别是在高温环境中能与氧、氮、碳等多种元素化合,还能夺取部分金属氧化物中的氧元素[7]。
(3)钛中若存在杂质,则其力学性能将受到极大影响,其中间隙杂质(如氧、氮、碳等)可大大降低钛的塑性[8],并使其强度得到提高。钛作为构造材料,在高温、低温以及急冷急热条件下,所拥有的优良力学性能,是通过添加合金元素种类以及严格控制其中的合金元素含量的方式来实现的[9]。工业用钛合金中是允许有夹杂的。随着TA1,TA2,TA3等杂质含量的增加,其强度和硬度会显著增强,但塑性或韧性会下降。
(4)钛合金在施焊过程中的不同温度范围具有不同特征,温度在300 ℃,600 ℃,700 ℃以上时,分别对应快速吸氢、快速吸氧、快速吸氮的特征,而最敏感的是在空气中的氧化。
(5)Ti与H化合会生成TiH2。它是一种二元低密度氢化物(固体形态),密度是钛的0.86倍(Ti密度为4.51 g/mm3,TiH2密度为3.91 g/mm3),通常以针尖状或片状的形式出现在焊道中。因此,在RT影像中的针尖状缺陷通常不是氢气孔,而是TiH2。TiH2在RT影像中呈现小而模糊的特点,特别是边缘不像气孔那样清晰。如果对这种低密度氢化物没有足够的认识而容易将其误认为是气孔。
2 焊接前的准备
考虑到钛合金具有较高活性,需要在焊前从环境、材料及坡口制备等方面进行细致准备。
2.1 焊接环境准备
(1)施焊场地要尽量设置在洁净、干燥的室内或专用的焊接工作间,室内温度不低于5 ℃,空气流速不要过大,地面铺设胶皮。
(2)焊接平台或操作架应选用不锈钢材料制作,若采用类似碳钢等带有铁离子污染源的其他材质时,应用胶带或其它物品对焊接平台或操作架进行全包裹,台面铺设胶皮。
(3)准备好与母材规格相匹配的焊接保护拖罩及焊接时所用的其它小型工具,如图1所示。

图1 保护拖罩
(4)施工时所用的磨片、切割片、铰刀、抛光轮、锉刀等应是不锈钢专用的品级。
(5)作业人员穿着的工作服应保持洁净,尽量避免油污和灰尘的存在。焊接手套应采用脱脂白细纱布手套,并保持手套的洁净,如图2所示。

图2 手套
2.2 材料准备
(1)母材检查:管材与配件应有相应的合格证。母材和配件的外观不应有夹杂或重皮现象。
(2)焊材检查:焊丝应与母材相匹配,应有相应的合格证。
(3)氩气检查:氩气纯度不低于99.99%,供气方应出具相应的合格证和检验报告。考虑到供气方抽真空和灌装等因素的影响,应尽量使用罐装的液态氩,并配备现场气化装置。
2.3 坡口准备
(1)管端部坡口应尽量运用机加工的方式进行加工。
(2)现场切割下料和打磨坡口时应避免用力过大和在局部长时间打磨,防止局部热量过高。
(3)采用树脂砂轮切割和打磨后的坡口面应用不锈钢铰刀再进行一遍打磨。
(4)管端坡口内外表面40 mm内应用铰刀清除钝化膜。
(5)组对前应用抛光轮清除坡口毛刺和挂杂物。
(6)组对前应仔细检查管口端面内的油污是否清洗干净,防止焊接时油污受热产生气体被熔池吸收。
(7)组对前应用丙酮或无水酒精对坡口端面进行清洗[9]。
3 组对焊接
组对焊接过程中加强气体保护和工艺控制,防止缺陷(如气孔)的产生。具体要求如下:
(1)定位焊应在充氩条件下进行。
(2)定位焊前应仔细检查焊口的间隙和错边情况,间隙控制在2.5~3.5 mm,错边控制在不高于1 mm,如图3所示。

图3 焊前坡口间隙测量
(3)定位焊最好采用一滴点焊法,避免正式焊接时再去打磨定位焊点。
(4)正式焊接前若遇到组对时有不洁物沾染坡口(比如灰尘、汗渍等),需再次用丙酮清洗。
(5)管内充氩、焊把、拖罩三重保护缺一不可,并有匹配的流量(通常情况下,焊具喷嘴流量的范围为13~16 L/min;管内流量范围为8~16 L/min,保护拖罩流量范围为15~30 L/min)。管内充氩应对空气充分置换,焊炬和拖罩的保护气体应在引弧前5~10 s提前打开,如图4所示。
(6)适度的冷却。焊接时除采用尽量小的热输入外,小口径管焊接还要适度分段停焊以保证母材不过热。
(7)焊接时,焊具尽量不做左右摆动,每次中间停焊和最后焊完时拖罩不能立刻脱离焊道和熔池部位,此时应继续进行供气保护,在温度下降至250 ℃以下时,才可考虑将拖罩进行脱离。
(8)中间停焊时焊丝熔化端还需气体的保护,若遇熔化端移出气体保护区,再焊时应将焊丝前端氧化部分剪除。
(9)焊接时要双人操作,一人焊接,一人配合。配合人员要有丰富的钛管施工经验和较强的责任心。
(10)配合人员应随时检查焊接设备及氩气表、气带、充氩封堵、拖罩的工作状态,配合焊丝的擦洗、氧化焊丝头的剪断等,以保证焊接顺利进行。

图4 焊接过程三重保护气体系统原理图
4 外观检验
焊管接头从外观上可以初步判断质量是否符合要求。
(1)焊道外观及内部穿透成形良好,圆滑过渡均匀,符合几何尺寸要求,无气孔、夹杂、未焊透、裂纹和咬边等表面缺陷。
(2)焊角及焊区表面颜色检验见表1。
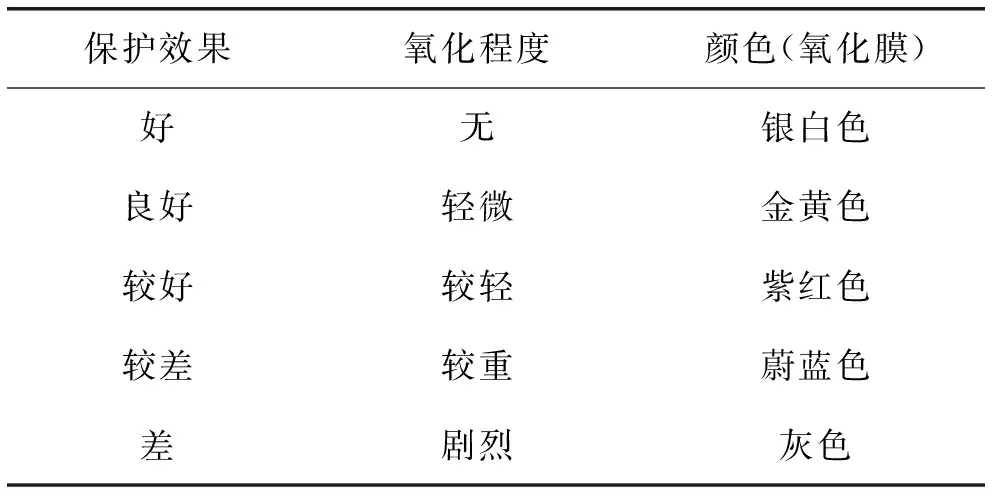
表1 焊缝保护、氧化效果与颜色对照表
(3)钛管接头可以从表面氧化膜颜色来进行初检, “良好”以上视为合格的保护效果。对保护效果不合格的接头,应依据实际情况进行处理。一般而言,氧化效果较轻时,可用酸洗处理或者采用不锈钢丝刷将氧化部位刷至金属银白色,以防止内部金属继续被氧化,对于氧化效果较重的,应切除焊口重新组对焊接[10]。
小管径钛合金管施焊过程中焊缝形貌如图5所示。

图5 焊接过程中的效果图
5 结 论
(1)保护气体—氩气应有严格的质量保证,确保氩气的纯度不低于99.99 %。
(2)焊接区(坡口及其内外两侧)和焊丝的表面应进行较彻底的氧化皮、油脂等污物的清除,保证操作面的洁净。
(3)适当控制焊接温度的变化,防止熔池和热影响区母材吸收氮、氢、氧等气体,以及铁、碳等元素。
(4)粘贴坡口的锡纸胶带粘性不能太大,会造成清理不干净,要改用粘性较小的纸胶带。
(5)良好的焊接过程熔池应该始终保持清亮稳定状态,若观察到有炸小花等现象,要考虑是否有气孔的产生。产生的原因可能是存在保护气体纯度不够、焊接面不洁净、焊丝头氧化部位未剪除、熔池温度过高等。
[1] 唐元斌. 钛合金管在舰船上应用的工艺研究[J]. 造船技术,2016(2):57-60,82.
[2] 吕祥鸿,舒 滢,赵国仙,等. 钛合金石油管材的研究和应用进展[J]. 稀有金属材料与工程,2014,43(6):1518-1524.
[3] 宋怡漾,朱勇辉,潘晓冬,等. 焊接热影响区对钛合金小径管对接焊缝的影响[J]. 热加工工艺,2013,42(11):192-195.
[4] 江志强,杨 合,詹 梅,等. 钛合金管材研制及其在航空领域应用的现状与前景[J]. 塑性工程学报,2009,16(4):44-50,84.
[5] Kao Y L, Tu G C, Huang C A, et al. A study on the hardness variation ofα- andβ-pure titanium with different grain sizes[J]. Materials Science & Engineering A, 2005, 398(1-2):93-98.
[6] 王 琼.γ-TiAl合金Cr-Mo共渗合金层的制备与性能研究[D].南京:南京航空航天大学硕士学位论文,2014.
[7] 王晓欢. 改性高炉渣中钛组分的选择性分离[D].沈阳:东北大学硕士学位论文,2012.
[8] 魏东博. 基于双辉技术的钛合金表面抗高温氧化合金层的制备及性能研究[D].南京:南京航空航天大学博士学位论文,2013.
[9] 张平则. 双层辉光等离子表面合金化阻燃钛合金研究[D].太原:太原理工大学博士学位论文,2004.
[10] 谷文波. 浅谈钛合金管道的焊接质量控制[J].城市建设理论研究,2014(8):2095-2104.
TG457.6
2017-05-31
孙利群,1962年出生。主要从事焊接施工技术指导和焊接技能的培训。