钢板桩的焊接工艺研究
2017-12-28洪天识
■洪天识
(中交三航局厦门分公司,厦门 361000)
钢板桩的焊接工艺研究
■洪天识
(中交三航局厦门分公司,厦门 361000)
超长钢板桩的施打要求决定了钢板桩必须要有较高的强度和刚性,因此其材质一般选用低合金高强钢,相应的也决定了钢板桩焊接时必须充分考虑焊接材料的选定和焊接工艺的制定。
低合金高强钢 碳当量 冷裂纹 CO2气保焊 药芯焊丝 陶瓷衬垫
1 工程概况
我公司承接了福州罗源湾鲁能码头超长钢板桩的焊接工程,所采用的钢板桩是从欧洲卢森堡的阿赛洛公司进口的,材质为SAP,规格为AZ对,生产厂家仅提供给我们跟焊接工艺相关的钢材力学指标和钢材成分,如表1和表2。其他再无可参考的制定焊接工艺的资料。

表1 S460AP钢材力学指标
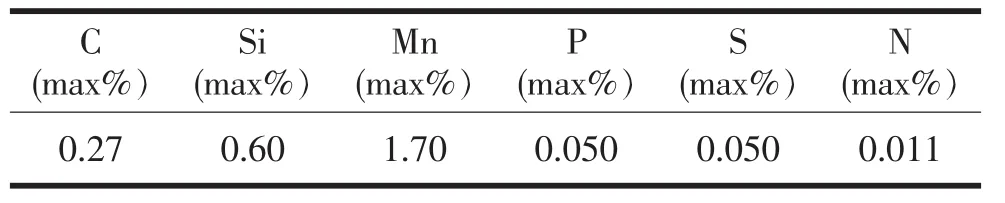
表2 钢材组份
2 原材料的分析
为了了解母材的焊接性能,准确的制定焊接工艺参数,必须对原材料进行科学的分析和研究。
(1)原材料的力学性能:通过查阅厂家提供的产品质量证明文件的力学指标,如表1,该材料的钢板桩用的正火型的高强钢。
(2)原材料的化学性能:通过查阅厂家提供的产品质量证明文件中的钢材组分,如表2该材料C的含量为0.27%,在中碳钢C的含量在0.25%~0.6%之间,因此该材料为低合金中碳高强钢。
3 母材的焊接性
要了解母材的焊接性,通常还要了解母材的碳含量,碳含量计算公式:经计算,母材的碳含量为0.554%,大于0.45%,因此,其焊接性一般,焊接时候须适当控制焊接预热温度,层间温度,焊接后的缓冷,以避免产生冷裂纹。表3是焊接性与碳含量的关系。
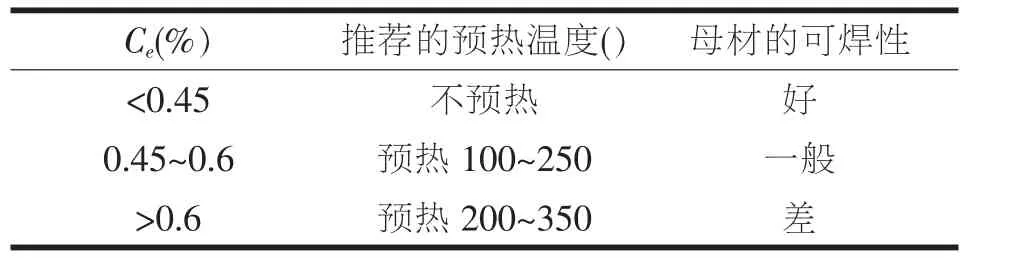
表3 焊接性与碳含量
4 防止冷裂的措施
(1)焊前预热:预热的目的是延缓熔池凝固时间,以利于氢的逸出,减少氢致裂纹的产生,同时也减少熔池和母材的温差造成的内应力,减少约束裂纹的产生。材料预热温度随钢板的当量板厚 不同而不同,如表4、图1~2所示,Sk=S1+S2,S1,S2分别为对接接头75mm内的平均板厚。

图1 AZ桩外形尺寸

图2 AZ桩接头型式

表4 预热温度与当量板厚的关系
由于Sk=12.2+12.2=24.4,综合表3、表 4,采用的预热温度为80℃,层间温度控制在200~250℃之间。
(2)产生冷裂纹的主要原因是有应力存在的焊缝金属中有氢的存在。因此,在焊件组装前坡口50mm附近母材表面上的所有氧化皮,铁锈、油污及水分应清除干净。避免这些物质在焊接过程中分解出氢而导致焊接裂纹和气孔的产生。
(3)通过采用良好的焊接顺序,合理组装,避免强力组对以减少构件的内应力。同时为防止焊接过程的焊接变形,提高产品质量。应将工件压紧垫牢,并尽可能采用单面焊双面成型工艺。以减少焊接的翻转扭力。
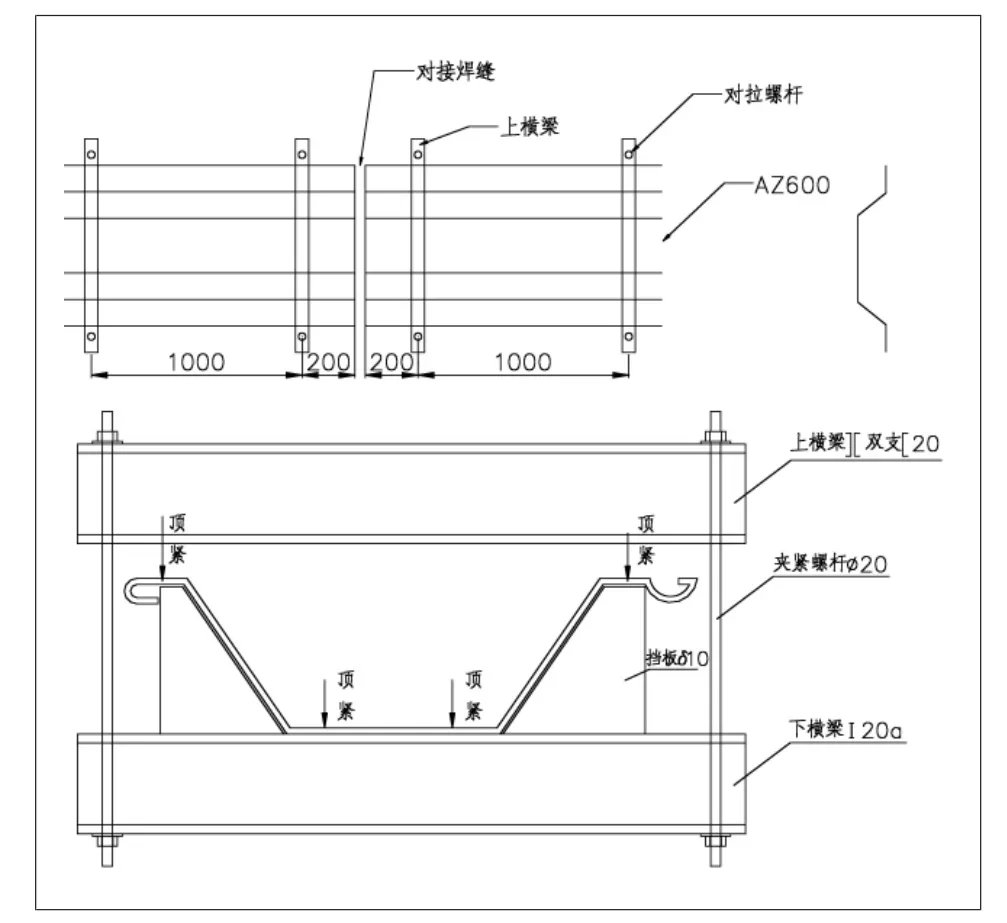
图3 组对时的胎架型式

图4 接口型式
为了减少约束应力的产生,并防止构件的扭曲变形和绕曲变形。组对时采用如图3所示的胎架型式。除锁口外所有焊缝采用陶瓷衬垫单面焊双面成形,如图4所示,焊接顺序为先焊焊道1,再焊焊道3、焊道2,最后焊焊缝4,如图 5。

图5 焊缝焊接顺序
(4)影响焊接裂纹产生的因素还有:焊接材料的含氢量,焊接参数等。为减少焊接材料的含氢量,必须选用低氢型焊接材料。按规定做防潮存储,使用前按规定进行严格烘烤并随取随用。在焊接参数的选择上,选用较大的焊接参数线能量输入也较大,焊接效率高,但热影响区容易产生过热组织而降低焊接接头的抗裂性能。因此必须采用合理的焊接参数。通过工艺试验,最终选用表5所示的焊接参数。
5 焊接材料的选择
(1)根据本工程所使用的材料的力学性能指标。按照焊缝等强设计原则,采用熔敷金属抗拉强度>550MPa,屈服强度>460MPa的焊接材料,根据本工程所使用的材料的化学成分,采用低氢或超低氢焊材。
(2)含Ni的焊接材料。其熔敷金属塑性良好,能够减少焊接接头的接头应力,在中低碳钢和低合金高强钢焊接时,较小的预热温度甚至在南方的常温天气中不预热也可避免热影响区产生冷裂纹,因此选用的焊材还必须含有Ni。
综合4.1,4.2,选用的手工焊焊条为符合GBE6015-D1J607Ni。选用的CO2气保焊:符合GBE601T1-K2的药芯焊丝 YJ602(Q)Ni。
6 焊接方法的选择
常规的焊接方法有:手工电弧焊,埋弧焊,CO2气体保护焊。本工程采用二氧化碳气体保护焊。

表5 焊接参数
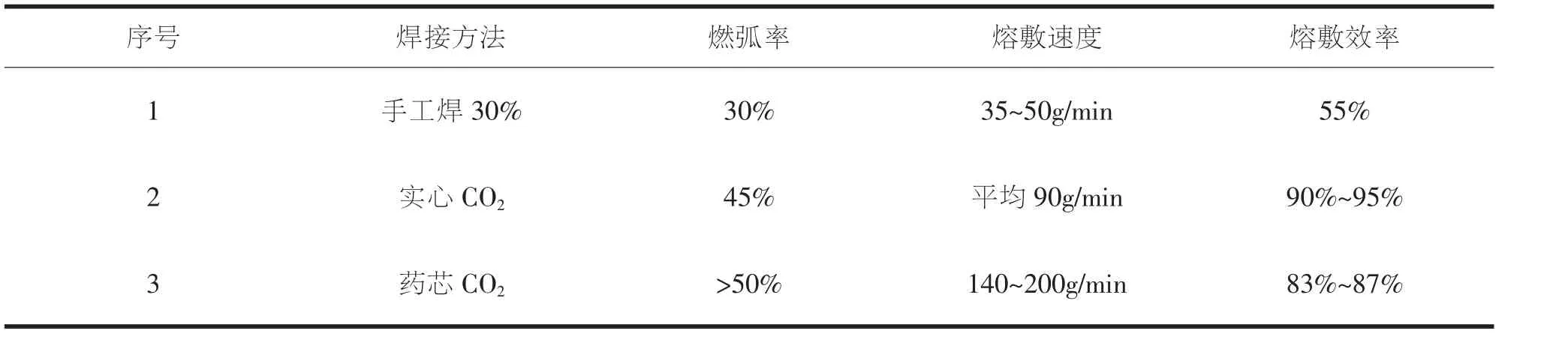
表6 焊接方法
7 结论
通过对本工程AZ600钢板桩材料分析和焊接性能分析,相应地制定了焊接工艺并进行工艺评定试验。结果是成功的。在实际生产中也是可行的。
(1)焊接方法:采用二氧化碳气体保护焊。
(2)焊接材料:采用含有Ni的药芯焊丝YJ602(Q)Ni。
(3)焊接工艺:采用陶瓷衬垫单面焊双面而成型焊接工艺。焊接接头进行80度预热。接头型式应避免大的刚性约束,并采用能分散应力的分段跳焊方法。
(4)焊接参数:打底焊时在保证熔焊透的情况下宜采用小的焊接电流,焊接电压和焊接速度。
[1]焊接手册.机械工业出版社.
[2]焊接工程师手册.机械工业出版社.
[3]焊工技师手册.机械工业出版社.