北欧寝具用免绗缝色织面料开发
2017-12-25唐仕成陈祥平
唐仕成,陈祥平
(1.四川省丝绸科学研究院,四川 成都610031;2.四川省丝绸协会,四川 成都610031)
北欧寝具用免绗缝色织面料开发
唐仕成1,陈祥平2
(1.四川省丝绸科学研究院,四川 成都610031;2.四川省丝绸协会,四川 成都610031)
利用国产剑杆织机开发北欧寝具用全棉色织面料,通过原样分析确定织物组织、经纬密度、经纬纱线的最佳配置参数,以及厚重织物纱线染色、特宽幅拼轴织造、绞边处理、坯布修织、煮练漂洗、纬斜纬弧等最佳生产工艺技术,实现了北欧寝具用纺织品免绗缝、国产化,保持北欧寝具的外观风格、使用功能,并符合国内消费市场需求。
北欧寝具;免绗缝;色织;阔幅织物
21世纪初随着席梦思床垫在我国家庭的普及和风靡,改变了国内消费者认为使用传统硬板床才不会导致骨质增生、椎间盘突出等腰椎疾病的固封观念,软体床、水床、沙发床等国外柔软舒适的寝具相继被引进国内。北欧软体床独具的韧性柔软、舒适温暖、实用简洁、自然环保、透气性好等特质受到国内消费者青睐。为满足北欧寝具用纺织品国产化需求、开发国内消费市场,在分析北欧寝具用面料原样基础上,综合国内消费需求、软体床生产工艺、色织纱线准备工艺和阔幅面料织造技术,利用国产剑杆织机开发了厚重特宽幅全棉色织面料,逐步形成了符合国内纺织企业实际生产条件、可规模化生产的寝具用色织面料免绗缝工艺技术,保持了北欧寝具的外观风格、使用功能和透气舒适性能,填补了国内北欧寝具用免绗缝色织面料的技术空白。
1 北欧软体床
北欧因冬季漫长、严寒,夜长昼短,北欧人对寝具的研究深入独到,制作工艺考究,风格严谨朴素,同时带有一丝轻松的雅致[1],注重使用生态天然材质、重视舒适实用功能开发,其软体床的床垫、床框、床脚自成一体,结构简洁。北欧软体床按照床的宽度尺寸和单双人使用分类,常规尺寸有80×200、90×200、100×200、120×200、150×200(cm×cm),用80×200、90×200、100×200(cm×cm)尺寸的单人床可组合成160×200、180×200、200×200(cm×cm)尺寸的双人床。床架、床框、床脚采用实木材料,床网用各种弹簧和弹簧边框组合成型,叠放在尺寸相同的木质床框上,床网上衬垫天然乳胶或泡沫,再用纺织品面料包覆床体。包覆床体的面料以梭织面料为主,床面中间拼嵌有弹性较好的针织面料,针织面料上织有以商标或制造商Logo为主的提花图案,包覆面料为全棉色织面料与无纺布绗缝后的合成体,我们开发的厚重特宽幅全棉色织面料就是用于替代这个绗缝合成体。
2 原样分析
进口的北欧寝具软体床所用的面料是全棉色织纬向条纹面料(简称原样),外观呈纬向蓝白颜色间隔条纹,一个完整循环的条纹间距约4 cm。
2.1 原料
原料成分100%棉;经线JC18.2 tex×2;纬线C58.3 tex。
2.2织物组织
4/1经面右斜纹,边组织为3/2重平,组织结构如图1所示。
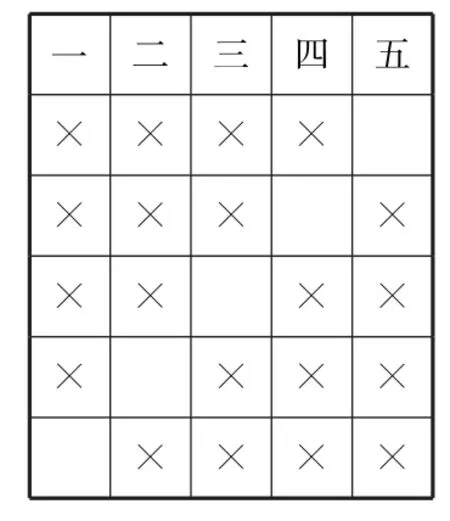
图1 原样组织结构图
2.3 成品规格
经密356根/10 cm;纬密181根/10 cm;内幅幅宽200 cm;平方米克重250 g/m2。
2.4 纬线排列
一个完整循环的纬线排列为72根蓝白色纱间隔排列,如表1所示。
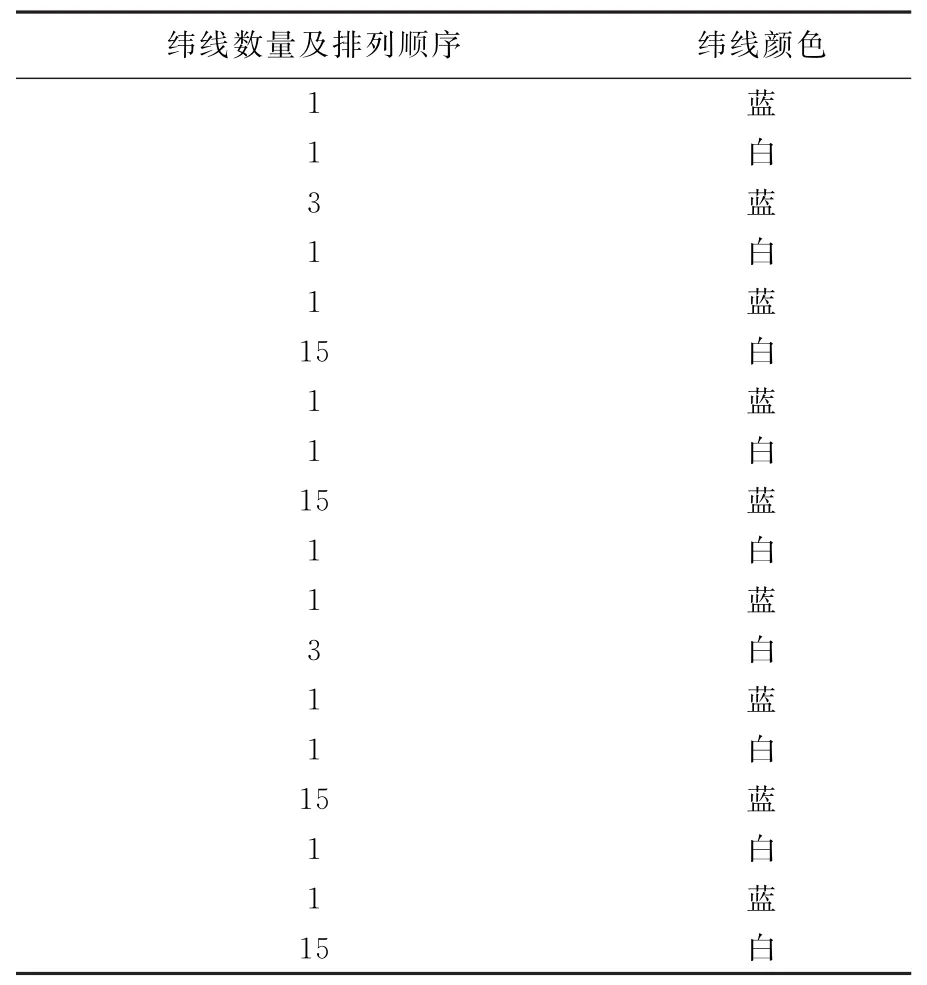
表1 原样纬线排列图
3 免绗缝面料开发
软体床包覆面料采用全棉色织面料与无纺布绗缝的合成体,目的是为了增加面料的厚度,但在合成体的绗缝生产中,经常出现纬斜、条纹歪曲、绗缝线不整齐和跳线断头、布面二次污染、布头拼接浪费大、用料和人工成本高等问题。我们通过织物组织、原材料、经纬密度和经纬纱线的优化搭配等,在国产剑杆织机上进行了特宽幅拼轴织造、绞边处理、坯布修织、煮练漂洗掉色、纬斜纬弧防止等关键生产技术探索,确定了最佳生产工艺参数,开发出厚重特宽幅全棉色织纬向条纹面料(简称免绗缝面料),实现了北欧寝具用色织面料免绗缝、国产化。
3.1 组织结构
为保持织物具有较好的延伸性、回复性和透气性,维持北欧寝具外观风格,减少改机装造工序,织物组织采用与原样相同的4/1经面右斜纹组织,边组织采用与原样相同的3/2重平组织。
3.2 原料选择
经过比选,确定将经纬原料纱线号数在原样纱线的基础上增加一倍。
经线C36.4 tex×2;纬线C58.3 tex×2,即采用原样纬线的股线。
3.3 纬线排列
筛选出一个纬循环的纬线数量为52根,使一个纬循环的纬向条纹间距与原样保持不变。纬线号数增加一倍后的排列,如表2所示。
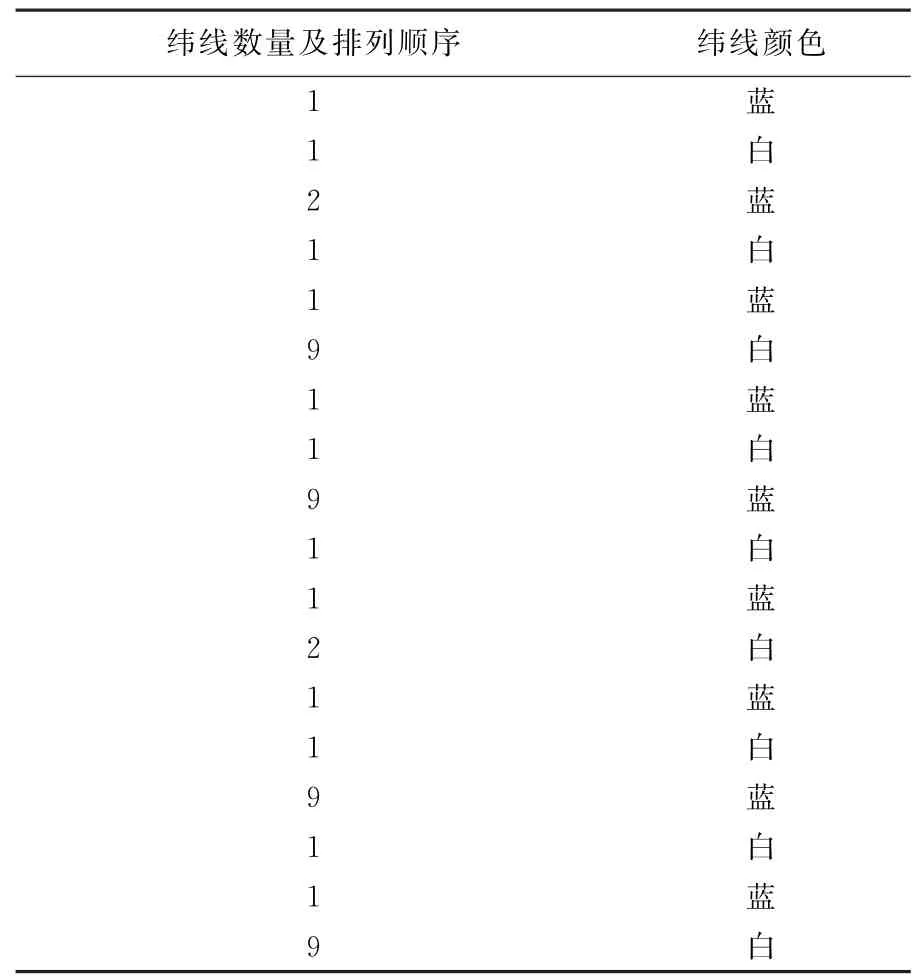
表2 免绗缝面料纬线排列
3.4 工艺流程
生产工艺流程如图2所示。
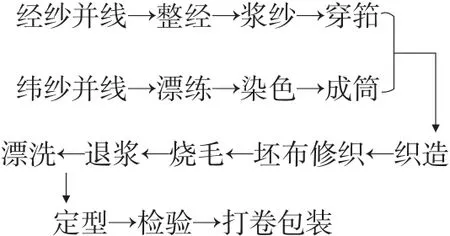
图2 免绗缝面料生产工艺流程图
3.5 主要规格参数
3.5.1 上机织造参数
经密200根/10 cm;纬密130根/10 cm;筘号100筘片数/10 cm;筘幅220 cm;穿筘数2入;综框数10;穿综法顺穿;边经根数28×2根;绞边根数6×2根;织造方法反织。
3.5.2 成品规格
经密220根/10 cm;纬密130根/10 cm;内幅幅宽200 cm;平方米克重350 g/m2。
3.6 关键技术
3.6.1 双轴拼幅织造
国产GA747型剑杆织机的价格低廉,维修方便,在国内普及率较高。为能够在国内生产企业广泛推广应用北欧寝具用免绗缝色织面料生产技术,我们选择了拥有GA747型剑杆织机、没有配备特宽幅整经机的协作工厂,同国内大多数生产企业一样采用双轴拼幅织造。为防止面料中缝色差的产生,需要在整经、浆纱、织造各工序严格控制经纱张力,确保上机的2个织轴经纱张力一致,采取重量相同的2只空轴配对编号使用,整经卷绕长度一致、经轴重量一致,浆纱和上机织造按顺序配对上轴,送经机构左右织轴张力调节一致等技术保障措施。
3.6.2 绞边处理
布边是织物的重要组成部分,用来保持织物边部平整。投产初期,按照常规面料的织造方法,对绞边没有做特别调整,织造过程中出现破边、纬缩、纬纱断头等疵点和问题,严重影响了生产效率,机修工、保全工对绞边器、绞边纱张力、纬纱剪刀、边撑刺环等各个环节都做了检查和调试,始终没有找到问题产生的原因。经上机观察和分析,发现常规面料比较轻薄,使用的绞边线是4根C18.2 tex×2股线,而免绗缝面料是原样的加厚型,纬线原料粗细增加了一倍,4根绞边线握持不住,导致停台率高。通过比较筛选,确定绞边线增添为6根C18.2 tex×2股线为最佳,既能握持住纬线、又不浪费原材料。
3.6.3 坯布修织
剑杆织机车速快、入纬率高,织造过程中产生的异纤、缺纱、双纱、纬缩、经缩、粗纱、细纱、粗结头等疵点,要在坯布下机后验布时做修织处理。坯布修织需要注意四方面:一是要用与纬线粗细适宜的织补针、镊子等工具将异纤、双纱等从纱线中挑拨出头、轻轻拉出,异纤、双纱长度较长的要分段修补;二是要对应织物组织点用织补针把缺纱部分的纱线做修织,并将织补纱线的头尾端都要留在面料背面,头尾端留出的长度要超出一个组织循环的长度,并用适宜的铁木梳顺着织补纱线方向梳刮好;三是粗结头、纬缩圈、经缩圈、纱线杂质等较大的疵点不能直接剪切,容易造成漂洗后出现破洞,要用织补针或镊子等工具将其整理到坯布背面;四是不能将染色或漂白批号不同的纬线用于坯布修织。
3.6.4 煮练漂洗
投产初期,偶尔有一批产品会出现纬线白色横条纹部分泛红现象,严重影响了产品质量。经对纱线染色所使用染料、固色水洗等分析,排除了原料染色环节的质量因素,发现真正的原因出在染整加工厂,蓝色纬线在煮练漂洗中掉色,污染了白色横条纹部分的纬线,蓝色纬线掉色是染整加工厂在漂白过程中对双氧水浓度的掌握不准确、控制不稳定造成。当初对白色纬线未做深加工处理,以原料方式并线成筒后直接上机织造主要基于两方面考虑,一是在坯布煮练漂洗中该部分纬线可同经线一起做后处理,二是能节约纬线加工成本、减少加工环节。在后期的产品生产加工中,我们采用将白色部分的纬线做漂白处理,再同蓝色纬线一起织造,坯布在染整后处理中只做煮练和轻微漂洗的方法,使问题得到彻底解决。
3.6.5 纬斜纬弧防止
织物纬斜属于外观疵点,尤其是条格面料对纬斜纬弧防止的要求更高。特宽幅纬向条纹面料极易产生纬斜、纬弧等问题,在定型打卷时需要在几个方面严加控制。拉幅定型时,一是要保证导布的完整、整齐、牢固、干净和幅宽够;二是要控制好面料与导布、面料与面料之间缝头的对位,确保面料的缝头在同一条横条位置;三是要检查轧辊左右两侧的压力、光电整纬器的灵敏度和导布辊的调节等情况,严格掌握拉斜幅度、超喂量和定型车速,达不到品质要求的面料一定要重新定型。检验打卷时,一是布头用手工卷绕在纸管上时要捋直横条,确保横条无错位;二是要确保红外线自动对边功能处于开启状态;三是要保持验布车速均匀,送布速度与卷布速度调节一致,卷取和退卷张力适度,面料成卷的松紧程度不发硬、不松软,保证卷边的齐整度。
4 结语
利用国产剑杆织机开发北欧寝具用免绗缝色织面料生产技术,在国内普通纺织企业生产出厚重特宽幅全棉色织纬向条纹面料,减少了面料外加工环节,缩短了寝具生产工艺流程,提高了生产效率,节约了绗缝加工的生产成本,增加了产品优等品率,受到北欧寝具制造商的欢迎,并为北欧寝具进一步拓展国内市场奠定了基础。
[1] 柳 翰.北欧家具对现代功能主义的继承与发展之研究[D].长沙:中南林学院,2004.
Development of Non-quilting Yarn-dyed Fabric for Nordic Bedding
TANG Shi-cheng1,CHEN Xiang-ping2
(1.Sichuan Academy of Silk Sciences,Chengdu 610031,China;2.Sichuan Silk Association,Chengdu 610031,China)
The cotton yarn-dyed fabric for Nordic bedding was developed by the domestic rapier loom.Through the analysis of original sample,the organizational structure,warp and weft density,best configuration parameters of warp and weft yarns were selected.The yarn dyeing of heavy fabric,extra-width breadth double axis weaving,wring side processing,fabric repair,boiling and rinsing,weft skew and weft arc and other best production technology were determined.The localization and non-quilting of Nordic bedding textile were realized to maintain the appearance style and use function of the Nordic bedding,and meet the demand of domestic consumption market.
Nordic bedding;non-quilting;yarn-dyed;extra-width fabric
TS106.5
B
1673-0356(2017)12-0032-03
2017-10-30;
2017-11-23
唐仕成(1969-),男,高级工程师,工学学士,主要从事纺织品设计和新品种开发,E-mail:392379903@qq.com。