发动机柔性定制生产
2017-12-25王佳佳
王佳佳
(上海柴油机股份有限公司,上海200438)
发动机柔性定制生产
王佳佳
(上海柴油机股份有限公司,上海200438)
为了适应时代发展的需要,针对某系列发动机,将不影响热试的变型零部件集中放在热试后进行装配,以尽量减少基本型发动机的品种。一种基本型发动机可以对应多种发动机整机,基本型种类越少,需备的基本型库存总量就越少,然后再根据客户的定制需要,在基本型发动机的基础上快速装配客户需要的产品,从而实现该系列发动机的定制化生产,做到平台化和模块化运作。
发动机 基本型 柔性 定制
1 前言
随着汽车行业的不断深化发展,汽车的整个生命周期缩短,客户需求也从“少品种,大批量”向“多品种、小批量,定制化”的方向发展。
用户的需求变化要求汽车制造厂,即整车厂实现定制化生产。目前整车厂都在规划实施C2B[1]项目(柔性定制项目),其零部件制造商之一的发动机制造商实现定制生产,就是整车厂C2B项目的重要一环;同时发动机制造商也有跟上市场需求、自我不断完善的强烈需求。实现C2B项目对整个发动机制造工艺提出了新的要求,促使发动机制造商不断完善生产工艺流程。为满足整车厂的C2B项目,公司计划实施“某系列发动机柔性定制项目”,即C2B项目。
2 项目介绍
C2B项目计划,在离整车厂不远处建造1条规模较小的发动机整机装配线;同时将目前该系列的产品进行归类,将涉及配套的外围变型零部件分离出来,在发动机总装线上仅装配基本型发动机;基本型发动机热试合格后,运往整机装配线,根据终端客户的定制需求,完成外围变型零部件的装配,生产客户特殊要求的产品,实现该系列发动机的定制化生产[2]。
C2B项目意义重大,目前可以预见的主要是以下几点:
(1)发动机总装线上的发动机机型数量由110种减少至22种,大大减少更换发动机机型的时间。
(2)变型零部件分类集中装配,实现整车厂的“定制化生产”。
(3)发动机计划可与整车计划同时响应并拉动,大大缩短OTD(订单到货时间),发动机交付周期由目前的d+4 h缩短至4 h。
(4)减少库存,基本型库存减少约60%,整机库存基本为零。
(5)积累C2B项目经验,为后续新项目和其他项目的定制生产打下良好基础。
项目由公司领导挂帅,各个部门指派业务人员参与其中。项目组组长由公司领导担任,组员有:制造工程部高级经理、计划物流部部长和部长助理、研发中心主任和主管工程师、发动机厂长和高级经理、IT部门高级经理、总师办高级经理、资产财务部部长和高级经理以及质量保证部副部长和经理。
3 实施要素与分析
C2B项目将该系列发动机的装配分为2部分,基本型生产(含热试)和整机定制化装配。将不影响热试的变型零部件集中放在热试后进行装配,尽量减少基本型发动机的品种。一种基本型发动机可以装配出多种整机,基本型种类越少,需备的基本型库存总量就越少;然后再根据客户的定制需要,在基本型发动机的基础上快速装配客户需要的产品,从而实现该系列发动机的定制化生产,做到平台化和模块化运作。
为实现这个目标,需要进行具体的业务内容分析和分工。具体业务内容和分工见表1,项目实施前后的装配线名称变化见表2。
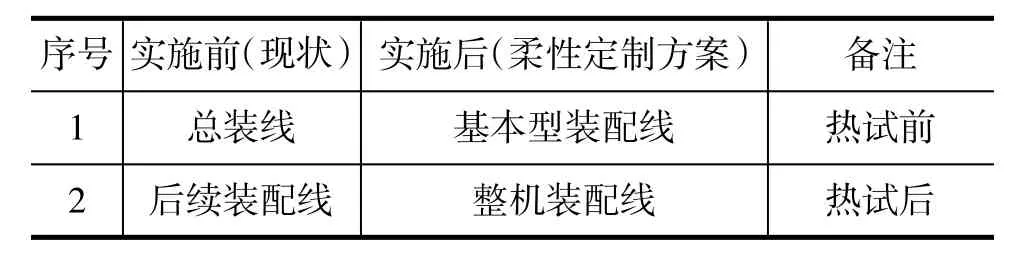
表2 项目实施前后的装配线名称
3.1 减少发动机基本型方案
该系列目前整机有110种,经分析讨论,可移至热试后进行装配的零部件有7大类,具体如图1所示。起初计划将EGR阀也移至热试后,但考虑到在热试后进行装配存在质量隐患,最后决定仍将其放在热试前装配。

图1 可移至热试后装配的7大类零部件
将7大类零部件移至热试后进行装配,虽然整机数量不变,仍为110种,但基本型发动机的种类可减少至60种。空调压缩机和空调压缩机支架是配对安装的。空调压缩机种类有3种,空调压缩机支架也有3种,且空调压缩机支架上面还装配高压燃油泵等零部件,因而不能移至热试后进行装配,这样基本型发动机数量并未得到大幅下降,造成基本型库存依旧很多,实施定制生产的意义不大。若将3种空调压缩机支架统一,就可将基本型发动机种类进一步减少至22种,减少幅度明显。因此实现空调压缩机支架的统一是实施C2B项目的前提条件。
经与整车厂和空调压缩机支架的供应商的多次讨论,大家均高度认可空调压缩机支架统一对于整个产业链的意义,并共同研究制定了可行方案。具体方案是:将3种压缩机支架的安装孔都集中在1种空调压缩机支架上,对其中2种空调压缩机增加相应的垫块以弥补在螺栓轴向方向的高度差,以确保3种空调压缩机的正时带轮位置保持不变。此方案顺利通过整车校核和CAE分析后,进入设计开发和验证阶段,同时供应商进行开模并制作新的空调压缩机支架,整车厂组织各种验证试验。
空调压缩机的统一方案示意图见图2。空调压缩机支架的统一方案如下:4.8 kW空调压缩机安装孔位左移,仍采用标号1、2、3处3点的安装方式;7 kW空调压缩机支架安装脚缩短10mm,同时标号1、2处的2个安装孔位左移,标号3处安装孔位微调,标号4处安装孔位不再使用,采用3点安装方式;10 kW空调压缩机支架安装脚也缩短10mm,4个安装孔位均不作更改。
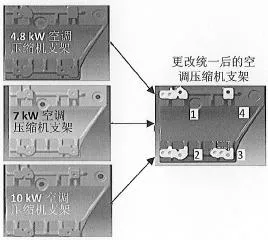
图2 空调压缩机的统一方案示意图
3.2 TC系统中基本型发动机维护策略
将基本型发动机在TC(Team Center)系统中进行发布,做好源头数据的维护。目前的110种整机保持不变,基本型发动机仅维护其机型、订货号等基础信息,下面没有相应的零部件信息。这样的考虑主要出于以下3点原因:
(1)涉及从总装移至热试后进行装配的7大类零部件的相应组件均要调整,原包含此7大类零部件的组件需要删减零部件,热试后需要重新申请组件包容这7大类零部件。目前110种整机已在TC系统中,如全部打破按照目前基本型和整机的层级重新排列,工作量太大。
(2)目前设计部门不同科室的任务分工是按照组件划分的,组件调整会造成业务交叉重叠。
(3)如果TC系统中基本型发动机下有零部件信息,只要发生工程更改,不仅要更改现有的110种整机,还要更改基本型发动机,工作量翻倍。
对于基本型发动机和整机的对应关系,如发生工程更改,对应关系可能也需要同步更改,故对应关系的管理很重要,需要及时通知各部门相关的业务人员。鉴于此,当基本型发动机和整机的对应关系需要变化时,主管科室内部就启动校对和审核流程,在审核通过后,系统自动将新的对应关系发送给各部门相关业务人员,这样既减少信息维护工作量,又确保信息及时同步传递。
3.3 SAP系统组织策略
SAP中整机由2层改为3层,将基本型发动机的零部件和热试后需要装配的零部件放在第2层,具体见表3SAP系统中物料装配层级的变化。

表3 SAP系统中物料装配层级的变化
在SAP系统的基础数据中,将基本型发动机的标志维护为“D”,使系统自动区分整机和基本型发动机。
3.4 基本型发动机机号和订货号规则
基本型发动机的机号规则是在目前整机机号规则的基础上增加1位编码“B”,由11位编码变为12位编码,前11位的编码规则同现行标准。
基本型发动机的订货号规则是在目前整机订货号的基础上增加1位编码“B”,位数由5位编码变为6位编码,前5位的编码规则同现行标准。
3.5 工艺流程
针对C2B项目要求,工艺流程更改较大,更改后的工艺流程主要节点如下:
(1)基本型发动机零部件上基本型发动机装配线。
(2)打印条形码并粘贴在流程卡上(包含发动机基本型机号、订货号和机体编号)。
(3)各工序装配,并扫描条形码进行零部件和过程数据的匹配。
(4)基本型发动机下线。
(5)基本型发动机热试。
(6)基本型发动机报缴(基本型发动机信息进SAP系统,进行扣料处理)。
(7)基本型发动机上整机装配线。
(8)打印整机条形码、钢印和铭牌并粘贴铭牌。
(9)各工序装配,扫描条形码进行零部件和过程数据的匹配。
(10)整机下线。
(11)整机报缴(整机信息进SAP系统,进行扣料处理)。
(12)整机发运。
整个生产过程中有如下几个控制点:
(1)基本型发动机条码上新增机体编号,并打印2张,1张粘贴在流程卡上随发动机流转,1张在下线工位粘贴在发动机的前端。在条形码上增加机体编号,是为了便于装配过程中流程卡与基本型发动机的核对,防止流程卡被误拿;而粘贴在前端的条码作为该基本型发动机下线后的唯一标识。
(2)在整机装配线上,由于变型零部件较多,为了防止操作人装错,对变型零部件实施智能料架,加以控制。在MES(制造执行系统)中对这些物料进行配置,并与装配线进行连锁防错,待装物料被全部拿走后,操作人才能放行整机。
(3)由于变型零部件较多,装配工艺有很多种。为了便于指导操作人装配,实施电子化工艺,按需采用RFID(射频识别)[3]或操作人扫描整机机号的方式,相应工序的电子工艺和机号下的BOM(物料明细表)自动显示。
(4)对于变型零部件的装配,使用阿特拉斯的拧紧工具进行拧紧,并制定相应的防错措施,确保零部件的安装质量。
3.6 计划物流方案
计划方案需要考虑计划下达的及时性和准确性。因现在客户下达的计划需要先转换为整机订单,再从整机订单转换为基本型发动机订单,订单的2次转换增加了计划人员的工作量,同时也容易出错。这就需要系统根据整机与基本型发动机的对照清单,自动将整机计划分解为基本型发动机的计划。
物流方案考虑了整个流程的衔接,从而加快整个系统的周转,主要改善有以下几个方面:
(1)创建基本型发动机排序,便于根据客户的需求迅速而又准确地定位相应的待装基本型发动机。这就要求对发动机的料架进行识别,进而识别出料架上的基本型发动机。
(2)实施电子看板[4]。当操作人线旁库存的零部件数量小于最小指数时,操作人按下缺料按钮,信号传递给物流部门,系统自动生成配料单,加快响应速度,并省去物料配送人员收取和采集纸质看板的时间。
(3)对于物料配送系统的改进,在供应商一对一配送的基础上,增加总部向分部集中配送的模式,并利用整机运输车来协调配送整机的零部件,提高整体的运输效率。
(4)整机配送由1天1至2次,改为4小时甚至2.5小时1次,配送效率大幅提高,交付期大大缩短,完全满足整车厂C2B项目对于发动机的交付要求。
(5)新增基本型发动机库存地,作为基本型发动机报缴地点以及整机装配零件库存地点,便于系统和财务进行成本分析。
3.7 软件开发方案
IT部门针对各个部门提出的需求,将各个功能按照系统进行划分,整理出软件待开发和调整的内容,具体见表4;并有针对性地定制开发了相关系统,实现了该系列发动机柔性定制项目中的相关功能;还编制了整个软件开发项目的配置文档,以后如遇到问题,可以迅速定位并分析解决。在这个项目中,IT部门的角色也发生了深刻变化,从之前的后台服务到现在的流程开发,发挥着越来越关键的作用。
在MES系统中,之前只有1条装配线,即该系列发动机装配线。所有的总装、部装和后续装配均在此装配线上完成,所有的财务结算等都是在这条线的基础上进行。而实施C2B项目时,需要将1条线拆分为2条线,基本型发动机装配线和整机装配线,所有的数据维护和结算点都是按照2条装配线运行。
远端数据的传输和共享也是实施该项目的1项重要内容。通过数据的集成分析,可及时改善各个流程,并为领导的决策提供科学依据。
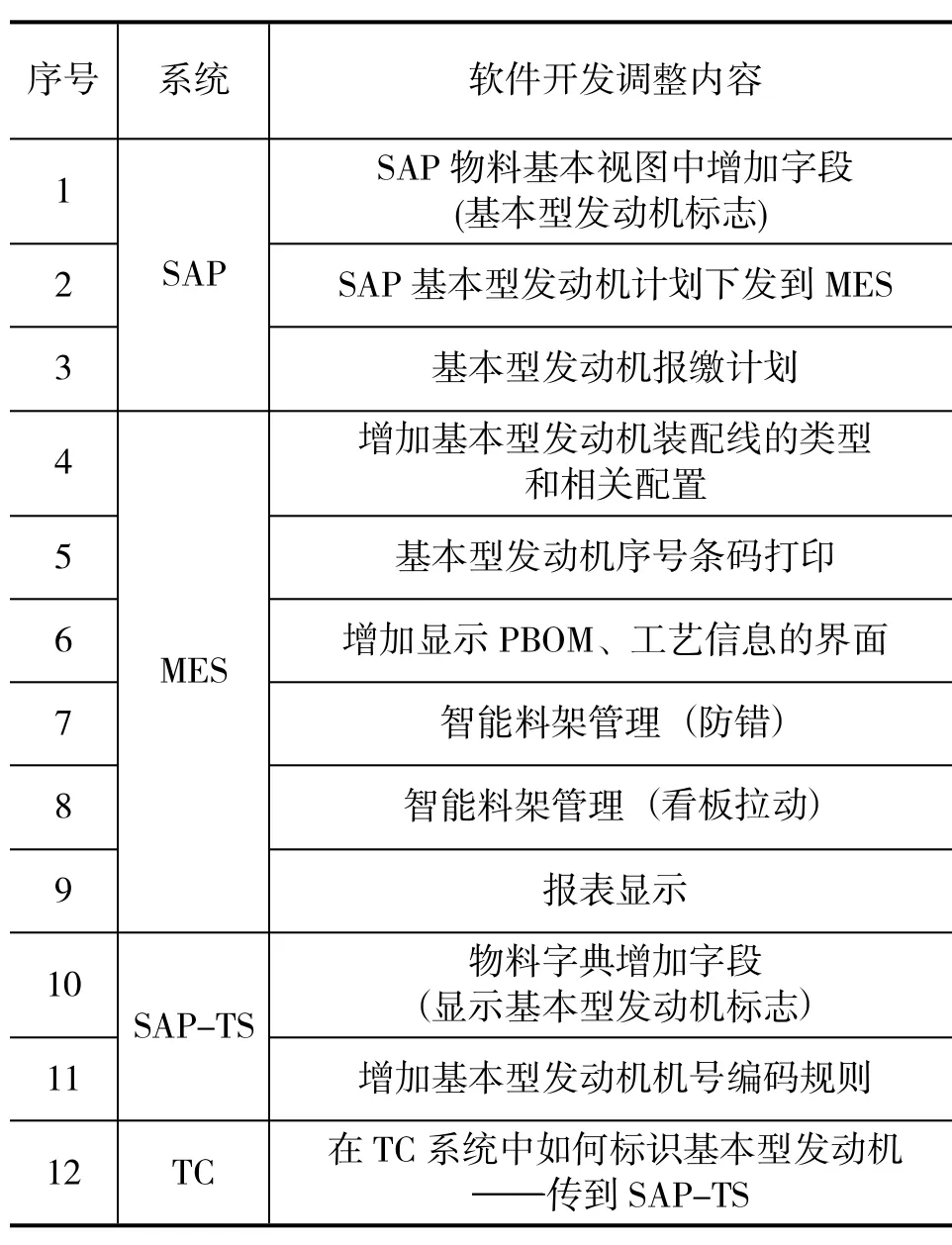
表4 各系统软件待开发和调整内容
3.8 生产组织方案
生产组织从之前的1块业务拆分为2块业务:基本型发动机生产和异地的整机生产。基本型发动机装配线因生产的发动机种类由110种减少至22种,换型时间大幅缩短,生产管理的效率大幅提升。整机装配线主要装配外围变型零部件,虽然变化较多,但通过智能料架、RFID、物料精确扫描追溯并与BOM清单比对,以及自动调用显示电子工艺和BOM清单等防错措施,使操作人的工作相应变得简单,仅按系统提示进行装配即可。
4 实施方案
为了确保项目的顺利实施,公司计划分2步实施。第1步先在公司内部实施,同时全面做好验证工作和经验总结,以及相应的准备工作。第2步再根据整车厂C2B战略的节点要求,在整车厂附近建立整机装配线,完全实现发动机的定制。目前已完成第1阶段实施,并完成所有的验证和相应的准备工作。
第1阶段实施过程中,有如下特点:
(1)基本型发动机暂时不设立库存,热试完成后直接进行整机装配。因各个热试台架都可能会发生热试故障,造成基本型发动机上整机装配线时不一定全是按照生产顺序进行的。
(2)基本型发动机报缴只是总装车间内部生产过程的一部分,故该工作由总装车间完成,总装车间需要增加这部分工作量。
(3)物流暂不设立新的基本型发动机库存地。
(4)使用现有的扫描枪扫描机号的方式获取电子工艺和机号BOM,不同于第2阶段使用RFID方式,这样可最大限度地节约成本。
5 结论
某系列发动机柔性定制项目是公司顺应时代发展和自我完善的需要,是整车厂实施C2B战略的需要,也是积极响应国家号召,在制造业领域实施互联网+战略的需要。该项目能如期顺利地完成,离不开公司高层领导的大力支持,离不开各部门业务人员的无私奉献,离不开各部门自上而下团结一致向着目标努力的精神。
柔性定制项目彻底改变了该系列发动机的生产模式,是该系列发动机快速发展史上的又一个里程碑,同时也为该生产模式在公司新项目的推广奠定了坚实地基础。
[1]戴国良.C2B模式电子商务的产生、发展与展望[J].电子商务,2013(9).
[2]派恩.大规模定制:企业竞争的新前沿[M].操云甫等,译.北京:中国人民大学出版社,2000.
[3]赵斌,张红雨.RFID技术的应用及发展[J].电子设计工程,2010,18(10).
[4]刘玉霞.基于JIT的电子看板的设计与实现[D].天津大学,2006.
Production ofDieselEnginewith Flexibleand Tailor System
Wang Jiajia
(ShanghaiDieselEngine Co.,Ltd.,Shanghai200438,China)
In order tomeet the need ofmarket development,it is necessary tomove the engine parts that not affect engine hot test and are special for engine applications to the process after the hot test to decrease the number ofbasic engine typesofsome series engine.One type ofbasic engine can be produced formany kindsofengine products,and the less the numberofbasic engine types is,the less their stocksare.The basic engines can be fastassembled into final products according to the requirements of customers,so that the tailor system of this seriesenginewill come true,and the operationalmodelwillbe also transformed into platform andmodularization.
engine,basic type,flexibility,tailor
10.3969/j.issn.1671-0614.2017.04.012
来稿日期:2017-10-12
王佳佳(1987-),男,工程师,主要研究方向为工艺规划、工艺技术和IE技术。