一种轴的维修技术在冲压设备领域的运用
2017-12-22陆凤广王俊河梁家春卢曦奇瑞汽车股份有限公司
文/陆凤广、王俊河、梁家春、卢曦·奇瑞汽车股份有限公司
一种轴的维修技术在冲压设备领域的运用
文/陆凤广、王俊河、梁家春、卢曦·奇瑞汽车股份有限公司
本文分析了压力机滑块微调机构蜗杆轴的受力情况及主要存在的问题,并针对损坏提出修复方案,此维修方法在部分特殊轴轴端损坏的修复过程中可以产生显著的经济效益,轴端可以多次采用此方法进行修复,既避免了整轴更换,减少了特殊轴的备件贮备,同时也降低了备件库存的资金占用。
目前,最新式的压力机一般采用直流调整或变频调速的主传动形式,利用压力机主电机的变速设定,实现滑块的微调动作,并逐渐取代了传统的微调机构,但在工厂中仍有大量的带微调机构的传统压力机在服役,在实际使用过程中,微调机构的蜗杆轴损坏频率高,更换成本高。
受力分析及常见的损坏形式
压力机滑块微调机构的结构
为降低滑块次数,微调机构采用蜗轮蜗杆减速箱的减速方式,蜗杆轴的一侧与电机通过弹性圈柱销联轴节进行联接,蜗杆轴另一侧的轴端安装花键轮与微调制动器的制动摩擦盘相联接。其充分利用了蜗轮蜗杆的优点:1)蜗轮蜗杆机构传动平稳、可靠;2)蜗轮蜗杆机构传动具有良好的自锁特性;3)蜗轮蜗杆机构传动力矩大;4)蜗轮蜗杆机构具有极大的传动比。
同时利用制动器为主要传动部件来实现压力机平稳、慢速的运行。微调电机可以实现正反转控制,操作人员可根据压力机滑块调整的需要,当微调运行条件满足时按下正转或反转按钮,这时微调制动器气源电磁阀得电,将制动器打开,同时使制动器限位接通,控制电路接通,实现微调正反转运行,微调传动系统传动原理图如1图所示。
蜗杆轴的受力分析
蜗杆轴的A端,安装微调制动器,实现对微调动作的制动功能,A端采用双列圆锥滚子轴承,承受主要轴向力。蜗杆轴B端,通过弹性柱销套联轴节与电机相联,采用双列圆柱滚子轴承,使轴可以在轴向自由伸缩。蜗杆轴主要是把电机输出力传递给蜗轮,图2为蜗杆轴受力分析,可分为两种受力情况:1)每次开动微调动作时,安装在A侧的制动器通气打开,动作结束时,制动器断气闭合,制动力矩通过A端的平键作用在A端;2)当压力机每个行程动作结束时,行程动作的制动力矩,由蜗轮蜗杆机构传递到A端。
常见的损坏形式

图1 微调传动系统图

图2 蜗杆轴受力分析
由于压力机结构的特殊性,压力机每次工作行程制动或微调行程制动时,部分制动力矩都由微调制动器承受,所以在每天的工作中,由于蜗杆A端需要承受反复的交变冲击,同时A端的轴径较小,承载能力较差,在长期反复的冲击载荷作用下,蜗杆轴制动端(A端)与花键配合的平键疲劳磨损,造成制动花键与蜗杆A端的配合出现松动,继而发展为蜗杆轴制动端磨损、啃蚀、滚键、窜动,使蜗杆轴端出现磨损、键槽啃损失效等情况,严重的还会造成轴端从根部断裂,造成滑车等事故,蜗杆轴端啃键失效如图3所示。
常见的处理方式及存在的缺陷
在实践过程中,针对蜗杆轴A端损坏常见的处理方法有:
⑴对于检查出窜动较轻的情况,一般采用重新修配平键或制作台阶键的方式进行消除松动或窜动;针对松动的平键重新配键或制作台阶键,但是如果键槽出现崩裂的情况,此方式无法修复。
⑵对于出现键槽啃坏或崩裂的情况,在损坏的键槽处补焊、打磨,重新配键;不过此方式维修工时长,且对维修人员技能要求高,维修效果难以保证。
⑶轴端滚键、轴端磨损直径减小时,对轴端补焊并上车床机械加工,恢复尺寸精度;针对此修复方式,虽然能通过机械加工的方式恢复尺寸精度,但在补焊的过程中,轴端存在内应力、潜在裂纹等缺陷。生产实践过程中,修复后的轴端普遍出现在使用过程中轴颈突发断裂的情况。
⑷损坏严重或断裂的情况需要更换新蜗杆。针对整轴更换也存在较多的问题,在实践操作中存在较多困难。
整轴更换存在的问题及困难

图3 蜗杆轴端啃键失效
由于常见蜗杆形式有:阿基米德圆柱蜗杆、法向直廓圆柱蜗杆、渐开线式圆柱蜗杆、锥面包络圆柱蜗杆、圆弧圆柱蜗杆等等。在实践过程中难以准确确认蜗杆的具体参数,在备件的采购上存在较大困难,尤其对较老的产品,同时由于蜗杆轴加工工艺复杂,单根价格在2万元以上,并且订货周期长,更换的成本较高,由于蜗轮与蜗杆一般都采用配套加工,单采购新蜗杆与旧的蜗轮配合时常出现无法配合的情况(主要是由于蜗轮与蜗杆有着多种加工螺旋线和公差带),实践中已多次发生蜗杆备件不配套而无法安装的情况。
维修案例
维修人员发现2#压力机,蜗杆轴制动端与花键配合的键出现了疲劳磨损、窜动的情况,并且轴端出现了严重的啃蚀,轴端的直径已明显磨损变小,无法修复,只能更换新的蜗杆。在组织安装新蜗杆的过程中发现,新件与蜗轮无法配合使用,更换蜗杆的方案被迫放弃。为了能够顺利生产完项目订单,采取临时性措施,将蜗杆轴端与小花键焊为一体使用。
但是焊接会存在一定的焊接应力无法消除,降低轴的强度和抗疲劳能力,可能会发生轴端突然断裂的情况,造成制动失效,继而发生压力机滑车的事故,所以该临时措施不能长期使用。
为解决此问题,通常可以采用以下两种解决方式:1)成套更换蜗杆和蜗轮。此方案虽然能解决蜗杆与蜗轮的配合性问题,但成本高,总费用在10万元以上。2)将旧蜗杆送回备件加工厂家,对蜗杆进行原样复制。此方案虽不用更换蜗轮,但将坏蜗杆拆走复制加工,会造成设备长时间停台,同时成本较高(运费+定制费用等)。
新维修技术及方案
通过对蜗杆轴安装尺寸进行分析,从结构强度上看,蜗杆轴制动端的设计尺寸明显偏小,为整个轴中直径最细的部分,而此部分需要承受较大的力矩,所以损坏难以避免。对蜗杆轴结构进行更改,将蜗杆轴的A端与其他部分进行分离,形成分体结构,再进行组装。把蜗杆轴制动端连同第一台阶机械加工去除,采用与原蜗杆相同材质的合金材料重新加工轴的制动端及台阶,并将台阶加长。在原蜗杆切口截面上加工与新加台阶配合的沉孔,将新旧件进行配合安装(适量的过盈公差配合),在配合面上打定位销和防松螺纹孔。
该方案具有的优点:1)维修成本低,此方案的加工成本约为2000~5000元,而新蜗杆约为2万元;2)加工的小轴与蜗杆为两体结构,小轴再出现损坏可以单独更换;3)有效解决新蜗杆与旧蜗轮的配合难题;4)维修时间短,设备只需停产两天即可完成修复;5)无需再准备蜗杆备件,避免库存资金的占用。
以JE39-1000压力机蜗杆为例对维修方案的加工方式进行说明,如图4所示。从加工工艺、材质、几何尺寸、机械强度、疲劳寿命等多个方面和角度进行分析,均可满足使用的要求,新技术维修方案的装配简图如图5所示。
⑴将原微调蜗杆断裂一端处向里延伸至中部φ85mm台阶处全部切除,并在圆心处开φ67.5H7×75(mm×mm)深孔,内孔对直铣,以便固定重新加工的蜗杆联接部分。
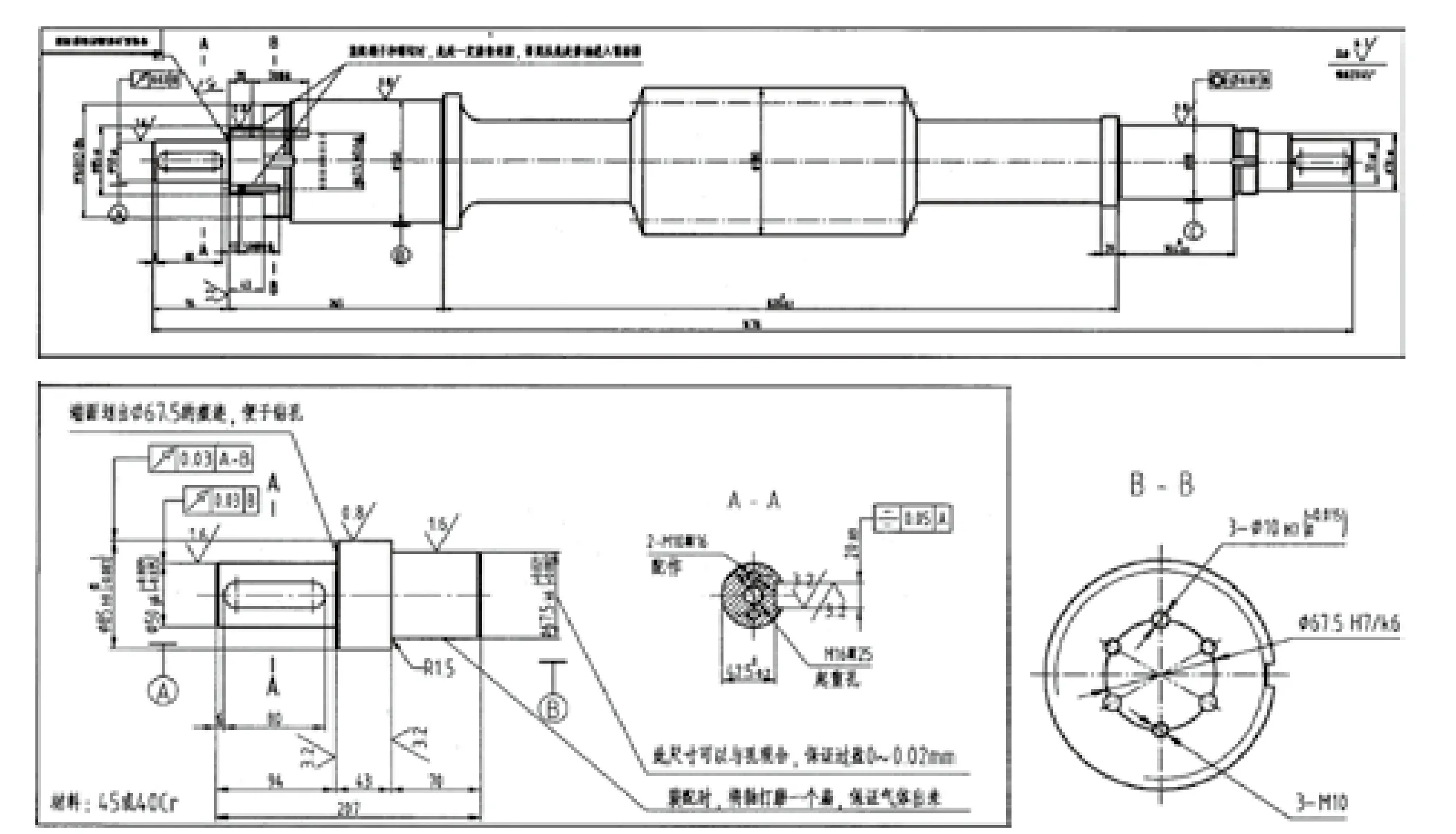
图4 新技术维修方案的加工方式
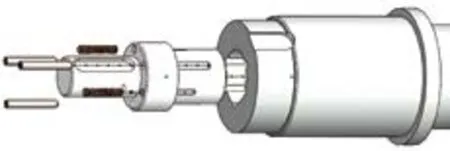
图5 新技术维修方案加工方式的装配简图
⑵按原蜗杆尺寸及同样材料(40CrMo)和工艺重新加工切除部分,并在两部件之间联接处加工φ67.5k6×70(mm×mm)联接轴,可以与孔配合,保证过盈0~0.02mm。
⑶装配时,将φ67.5k6×70(mm×mm)联接轴装到φ67.5H7×75(mm×mm)深孔内。
⑷在两部件φ67.5mm处配钻3个M10骑缝螺纹孔以及3个φ10mm骑缝销孔,装配螺钉及销子,装配过程中严禁使用焊接方式,装配完成后各尺寸满足压机安装尺寸。
结束语
运用此方法对蜗杆进行修复后,设备运行效果良好,达到更换新蜗杆效果,并且不存在新蜗杆与旧蜗轮配合公差超标的问题。在冲压车间采用此修复方法对易损的轴端进行修复,一般都能得到良好的效果,特别针对特殊轴更具有良好的经济价值,对进口的自动化设备轮与轴一体部件,在使用过程中出现轴端啃蚀、磨损、断裂等情况,采用此方法可以节省大量的资金和时间。
⑴以奇瑞公司为例,以30台设备计算,平均每个蜗杆轴端使用寿命为8年,到期更换蜗杆整轴费用约为60万元,采用此种轴的修复方法,费用约为6~15万。
⑵维修周期只需要1~2天,提高了维修效率。
⑶无需再贮备蜗杆备件,降低库存资金的成本占用。
⑷解决蜗杆和蜗轮的配合问题,避免了成套更换,节约了维修费用。

陆凤广,设备动力部高级主任师,主要从事整车机械设备维修、保养工作,协助完成多条压力机线安装以及改造项目,获得芜湖市职工技术科技创新成果优秀奖,拥有2项专利。
