液化气船独立C型液罐主体材料的选择和应用
2017-12-22张朝华冯大成华学明
张朝华,冯大成,华学明
(1. 上海交通大学 上海市激光制造与材料改性重点实验室,上海 200240;2. 高新船舶与深海开发装备协同创新中心,上海 200240;3. 上海铠韧气体工程有限公司,上海 200441)
工艺与材料
液化气船独立C型液罐主体材料的选择和应用
张朝华1,2,3,冯大成1,2,3,华学明1,2
(1. 上海交通大学 上海市激光制造与材料改性重点实验室,上海 200240;2. 高新船舶与深海开发装备协同创新中心,上海 200240;3. 上海铠韧气体工程有限公司,上海 200441)
介绍C型液罐的定义和分类。根据液货的种类和液化方式,确定设计最低温度,从而选择液罐的主体材料。列举液罐的4种典型主体材料,并阐述其在工程应用中独特的使用性能和质量要求。
液化气船;独立C型液罐;材料
0 引 言
液化气作为重要的工业和民用燃料及有机化学原料,在世界能源结构中占有十分重要的地位。随着世界气体能源需求日益增多,液化气的海运量逐年增长。因此,液化气船具有较好的市场前景,且其作为高技术、高附加值船舶,可获得较好的经济效益。
世界各大船级社的最新资料显示:当前液化气船的数量及总装容量正在不断增长,出于经济性考虑,在中长距离干线上运营的液化气船正朝着大型化方向发展;而短途运营的液化气船正朝着环保、节能、轻便的方向发展。这种发展趋势对液罐(又称液货舱)用钢提出了更高的要求,不仅要求钢板具有很高的强度,而且要求钢板具有优良的低温韧性、加工性和焊接性。
根据当前的行业发展情况,中小型液化气船一般指货物装载容积<100000m3的液化气船,常用的货舱类型是独立C型(即压力容器型)。目前,只有少数国家具有设计和建造船用独立C型液罐的能力。船用独立C型液罐在使用温度和压力等方面有很多特殊要求,因此研究和总结如何正确选择其主体材料,并使其满足使用要求,显得尤为重要。
1 液化气船独立C型液罐的定义和分类
按照《国际散装运输液化气体船舶构造与设备规则》[1](即IGC规则)的规定,液化气体船有独立液货舱、薄膜液货舱、半薄膜液货舱、整体液货舱和内部绝热液货舱等5种货物围护系统,其中独立液货舱和薄膜液货舱是较常用的液货舱。
独立液货舱系指自身支持的液货舱,不构成船体结构的一部分。独立液货舱又分为A型、B型和C型等3类。独立C型液罐的设计、建造、检验和试验符合压力容器标准,适用范围广,不需要次屏壁,是中小型液化气船较常采用的货物围护系统。按照液化气液化方式的不同,该型液罐又分为全压式C型液罐和半冷半压式C型液罐。
1) 全压式C型液罐装载的气体只能通过加压来液化,船上不设置再液化设备,货物装载时的温度和压力不可调,可装载货物的种类有限。该液罐的设计压力≤1.8MPa,设计温度≥-10℃,主要用来装载液化石油气(Liquefied Petroleum Gas,LPG)和氨,船舶最大装货容积约为7000m3;其结构通常为圆筒形或球形压力容器,外表面无须敷设隔热绝缘。
2) 半冷半压式C型液罐装载的气体可通过制冷和(或)加压来液化,船上设有再液化设备,可根据不同货物的需要调整货物装载时的温度和压力,可装载的货物种类较多,适应性较强。该液罐的设计压力为0.3~0.8MPa,根据所装载货物的类型,典型的设计最低温度有-163℃(以适应近年来在我国市场迅速增长的液化天然气(Liquefied Natural Gas,LNG)并兼容液化乙烯、乙烷气(Liquefied Ethylene/Ethane Gas,LEG)和LPG),-104℃(以适应LEG并兼容LPG)和-48℃(以适应LPG)等3种。船舶装货容积多为3000~30000m3,当前有36000m3及85000m3装货容积的船舶正在研发和建造中。该液罐的结构通常为圆筒形压力容器,为充分利用船体空间,常采用双联甚至三联圆筒形结构,外表需敷设隔热绝缘。
2 液化气船独立C型液罐主体材料的选择
在满足一定强度要求的前提下,C型液罐主体材料最重要的性能要求是抗低温脆性破坏, 保证在使用温度下具有足够的低温韧性。
由于欧洲研发和应用船用C型液罐较早,且长期占据领先地位,加上其材料标准体系完整、应用广泛,因此国际船用液罐行业在选用主体材料时,通常选用欧洲的压力容器所用钢板标准。
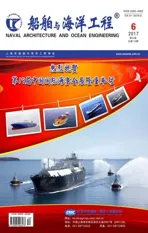
根据上述C型液罐的分类,以设计最低温度为基准,结合常用欧洲钢材标准和设计压力等因素,可较为合理地选择和确定C型液罐的主体材料。现对C型液罐常用的4种典型主体材料及其选择因素进行归纳和整理,见表1。
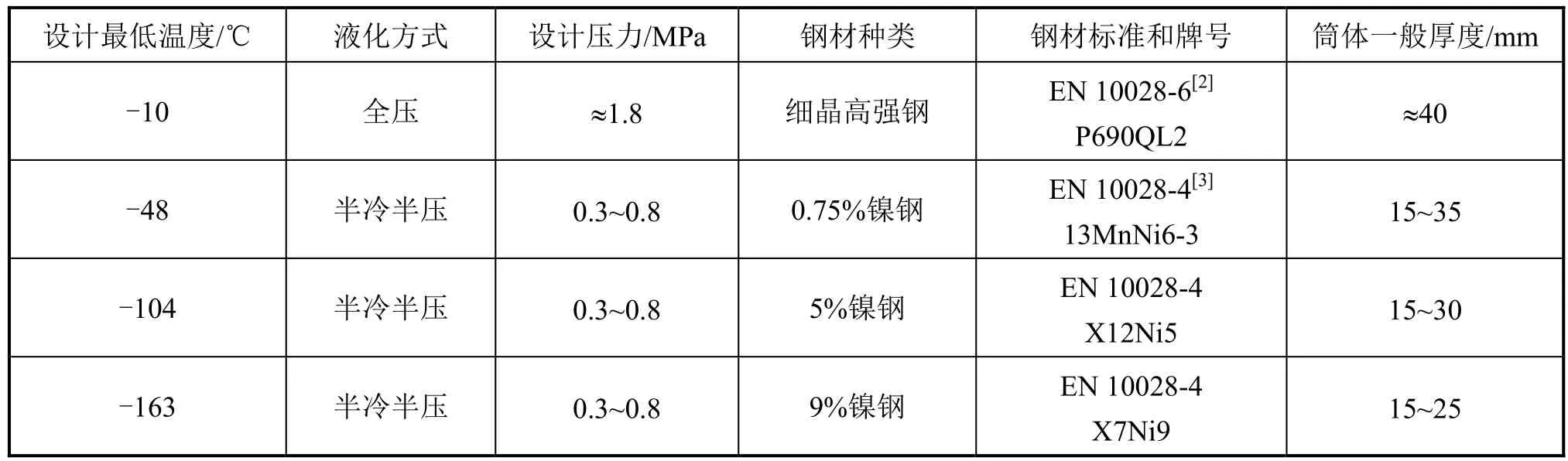
表1 C型液罐典型主体材料及其选择因素
表1中:EN 10028-6为压力容器用淬火加回火可焊接细晶粒钢;EN 10028-4为压力容器用镍合金低温钢。从表1中可看出:全压式液罐由于设计压力大,不仅筒体较厚,而且钢板的屈服强度较高(为690MPa),仅从材料质量方面考虑,没有半冷半压式液罐经济;而对于半冷半压式液罐,随着设计最低温度的降低,钢板所需镍合金越来越多,既能保证足够的低温韧性,同时可使强度得到提高,筒体所需厚度有逐步下降的趋势。
3 液化气船独立C型液罐主体材料的使用性能和质量要求
鉴于上述液罐常用材料均为标准材料,其使用性能在EN 10028-6和EN 10028-4上都可查询,因此以下主要结合IGC规则、船级社规范和工程实践分析这些钢材的通用要求、特殊要求及质量要求,以便更好地指导工程应用。
3.1 冶炼方法
由氧气转炉或电炉冶炼,并进行炉外精炼,全镇静处理。
3.2 交货状态
13MnNi6-3为正火或正火加回火状态,其他3种一般为调质(即淬火加回火)状态,以细化晶粒、均化组织,获得良好的低温韧性。
目前该行业也有引入交货状态为热机控轧钢板的产品实例。与同强度级别调质钢相比,热机控轧钢具有更低的碳含量和碳当量、更好的塑性,除特厚钢板外,焊接时通常无须预热。
3.3 化学成分
冶金机理和措施如下。
1) 提高低温钢韧性的措施:具有体心立方晶格的材料(α-Fe)均有低温冷脆现象,而面心立方晶格的材料如Al,Cu,Ni,奥氏体不锈钢(γ- Fe)等均无低温冷脆现象。Ni和Mn可扩大奥氏体相区,若Ni 含量增大到20%以上,可使奥氏体相区扩大到常温。Mn同Ni一样,能使钢的相变温度下降,对降低脆性转变温度是有效的。
2) 固溶强化和晶粒细化:低温用钢一般通过合金元素 Ni和 Mn的固溶强化;通过加入 V,Al,Nb及Ti 等合金元素形成稳定的氮化物,达到细化晶粒的目的。同时,还应提高Mn与C的比值,降低含C量,从而得到较低的脆性转变温度。
3) 增加钢材中的Ni含量:与无Ni钢相比,含Ni钢具有较小的屈强比钢材的屈强比越大,表明其塑性变形能力储备越小,越易促使脆性断裂。由于Ni的加入,含Ni钢的屈强比优于无Ni钢,使低温韧性得到显著改善。
4) 提高钢材的纯净度:为充分发挥 Ni在钢中的有利作用,在提高Ni含量的同时,降低C含量和严格限制S及P的含量。
特别地,针对P690QL2,在满足标准要求的范围内,其C含量、C当量、S含量和P含量越少越好,以获得较好的焊接性;而Ni含量越多越好,以获得较好的低温韧性。
3.4 力学性能
除满足船级社规范的要求外,强度、延伸率和冲击功最好具有足够的富余量,屈强比不宜过大,横向冲击功平均水平最好>40J,冲击试验温度须按IGC规则的要求选择(见表2)。
表2 C型液罐典型主材的冲击试验温度 ℃
对于X12Ni5和X7Ni9,其每一炉批钢板中的最厚板(厚度>13mm或>16mm)须根据EN 10274[4]进行落锤试验。
特别地,对于双联甚至三联圆筒形液罐的专有结构纵舱壁,所用钢板须具有Z25性能,按EN 10164[5]验收,以保证其板厚方向的塑性。
3.5 工艺性能
1) 机加工:X12Ni5和X7Ni9由于含有较多的镍合金,在机加工时易粘连刀具,可通过减少刀头进给量和增大机床夹具回转速度等措施来改善。
2) 冷成型:对于P690QL2和13MnNi6-3,若加工变形度超过2%,则需消除应力热处理;对于X12Ni5和 X7Ni9,若加工变形度超过 5%,则需消除应力热处理。热机控轧钢板在加工后应尽量避免热处理。焊接试验做冷弯项目时,对于P690QL2,弯曲直径为6倍试样厚度;其他3种材料,弯曲直径为4倍试样厚度;X12Ni5和X7Ni9材料,少数船级社规范甚至要求弯曲直径为3倍试样厚度。
3) 热成型:热成型工艺包括初始温度、加热速度、加热温度、保持时间、冷却速度、加热冷却方法和均匀度等,应按照相关船级社规范或压力容器标准执行。原始供货为正火或正火加回火的钢板,工件成型后只需在静止空气中冷却,无须进行热处理。原始供货为调质(即淬火加回火)钢板,成型后需按钢厂热处理工艺制度重新进行调质热处理。
4) 焊接性:由于有关高强钢和低温钢焊接的研究较多,这里不再赘述。值得关注的是:C型液罐的焊接工艺正朝自动化和机械化方向发展;焊接材料,尤其是国产化和气保焊丝的开发是需加强研究和发展的领域。
3.6 钢板外形和尺寸公差
钢板外形公差即不平度、镰刀弯和切斜(脱方),尺寸公差即厚度、宽度和长度的公差,二者测量和验收的标准遵照EN 10029[6]。液罐受压元件(即壳体钢板)的厚度公差皆为C级(即正公差),其他部位钢板的厚度公差可为A级(即非对称正负公差)。
3.7 表面质量
钢板的表面质量标准应不低于EN 10163-2[7]Class B Subgroup 2的要求。钢板的表面不得有裂纹、结疤、拉裂和夹杂,且不得有分层。行业应用中更严格的要求是:每张钢板的表面最终瑕疵面积不得超过3%,且表面有瑕疵的张数不得超过总张数的 3%。钢厂只能用修磨方法对钢板表面的局部缺陷进行清除,且不得使钢板的厚度小于最小允许厚度。除非供需双方同意且在合同中注明,否则不允许焊补。
3.8 内部质量
对于钢板的内部质量,钢厂应按照标准EN 10160[8]对每张钢板进行超声波检测,板体区域按Class S1(纵舱壁所用钢板按Class S2)验收,板边区域按Class E3验收。
特别地,对于X7Ni9钢板,为避免后期焊接施工时其剩磁引发电弧偏吹,板材既不能采用磁铁吊运,也不能存放在高压电线或大型电机设备附近。应避免采用电机车铁路运输或其他有可能增加磁化的运输方法。钢板边缘剩磁须<50 Gauss。钢板出厂前,钢厂须在板材的四角测量剩磁,并记录到钢板证书中。
3.9 质量证明书
钢板的生产和检验必须符合船级社规范的要求,钢厂交货时须按照EN 10204[9]Type 3.2的要求提供船级社认可的质量证明书。
质量证明书内容应包含钢板的牌号、标准、冶炼方法、交货状态、炉批号、规格尺寸、质量、化学成分、机械性能、外形尺寸检查、表面质量、内部质量、钢厂质检签名章印及船检签名章印等。
3.10 钢板复查
钢板运到液罐制造厂后,由其质量管理部门对钢板进行复查,核对钢板证书,并复查钢板外形尺寸和表面质量。钢板首次应用时,必要时由试验部门抽查复验其化学成分和机械性能。若发现钢板有质量问题,需及时向物资和技术部门反馈。
4 结 语
液化气船独立C型液罐主体材料的选择、使用性能和质量要求有很多特殊性。在相关工程领域应用该类材料时,大体可参考以上论述来设计和确定材料技术方案。当前,该领域的材料除上述相对较成熟的品种外,主要有高锰低温钢和节镍低温钢2个新的研究发展方向,值得行业人士密切关注。
[1]International Maritime Organization. International code for the construction and equipment of ships carrying liquefied gases in bulk: MSC.370(93)[S]. 2014.
[2]European Committee for Standardization. Flat products made of steels for pressure purposes—Part 6: Weldable fine grain steels,quenched and tempered: EN 10028-6:2009[S].
[3]European Committee for Standardization. Flat products made of steels for pressure purposes—Part 4: Nickel alloy steels with specified low temperature properties: EN 10028-4:2009[S].
[4]European Committee for Standardization. Metallic materials—drop weight tear test: EN 10274:1999[S].
[5]European Committee for Standardization. Steel products with improved deformation properties perpendicular to the surface of the product—Technical delivery conditions: EN 10164:2004[S].
[6]European Committee for Standardization. Hot-rolled steel plates 3 mm thick or above—Tolerances on dimensions and shape:EN 10029:2010[S].
[7]European Committee for Standardization. Delivery requirements for surface condition of hot-rolled steel plates, wide flats and sections—Part 2: Plate and wide flats: EN 10163-2:2004[S].
[8]European Committee for Standardization. Ultrasonic testing of steel flat product of thickness equal or greater than 6 mm(reflection method): EN 10160:1999[S].
[9]European Committee for Standardization. Metallic products—Types of inspection documents: EN 10204:2004[S].
Selection and Application of Main Body Material for the Independent Type C Cargo Tank of Liquefied Gas Carrier
ZHANG Zhao-hua1,2,3,FENG Da-cheng1,2,3,HUA Xue-ming1,2
(1. Shanghai Key Laboratory of Laser Manufacturing and Material Modification, Shanghai Jiao Tong University,Shanghai 200240, China;2. Collaborative Innovation Center for Advanced Ship and Deep-Sea Exploration Equipment,
Shanghai 200240, China;3. CRYOLOBE Gas Technology Co., Ltd., Shanghai 200441, China)
This paper introduces the definition and categorization of type C Cargo tanks. According to the type and liquefaction method of the liquid cargo, the minimum design temperature can be determined, whereby the materials for the main body of the tank are selected. Four typical types of main body material are listed, and their unique application performance and quality requirements in engineering applications are elaborated.
liquefied gas carrier; independent type C Cargo tank; material
U663.85;U668
A
2095-4069 (2017) 06-0039-05
2017-03-01
工信部高技术船舶科研项目
张朝华,男,主任工程师,1979年生。2001年毕业于西华大学焊接专业,现上海交通大学材料工程专业工程硕士在读。
10.14056/j.cnki.naoe.2017.06.009