海上油田酸化返排液处理工艺研究
2017-12-21王继良吴威牟楠孔德钰
王继良, 吴威,牟楠,孔德钰
(中海油能源发展股份有限公司工程技术分公司,天津 300457)
海上油田酸化返排液处理工艺研究
王继良, 吴威,牟楠,孔德钰
(中海油能源发展股份有限公司工程技术分公司,天津 300457)
海上油田酸化返排液处理技术选用气浮隔油-斜板除油-中和絮凝过滤的工艺流程。采用实际海上油田酸化返排液,对气浮隔油、斜板隔油、中和过滤等处理单元进行模拟试验。试验结果表明,采用气浮隔油池-斜板除油器的工艺流程处理海上油田酸化返排液是可行的。处理出水达到考核指标,实现了酸化返排液油水分离的目的。优选出了预分离处理设备及参数,确定了最优及最经济的预分离单元工艺方案。
海上油田酸化返排液;油水分离;工艺研究;气浮隔油;斜板除油;中和;过滤
在海上油田开发过程中,由于井下工艺复杂,返排出的酸化液含油量波动大,悬浮物质量浓度高,如果不进行预分离处理,会对后端流程处理造成很大影响,导致出水水质不能达标。笔者以海上油田酸化返排液为处理对象,进行水质分析和处理方法研究,优选出酸化返排液预分离处理装置的工艺及参数。
1 工艺流程及考核指标
1.1 试验流程
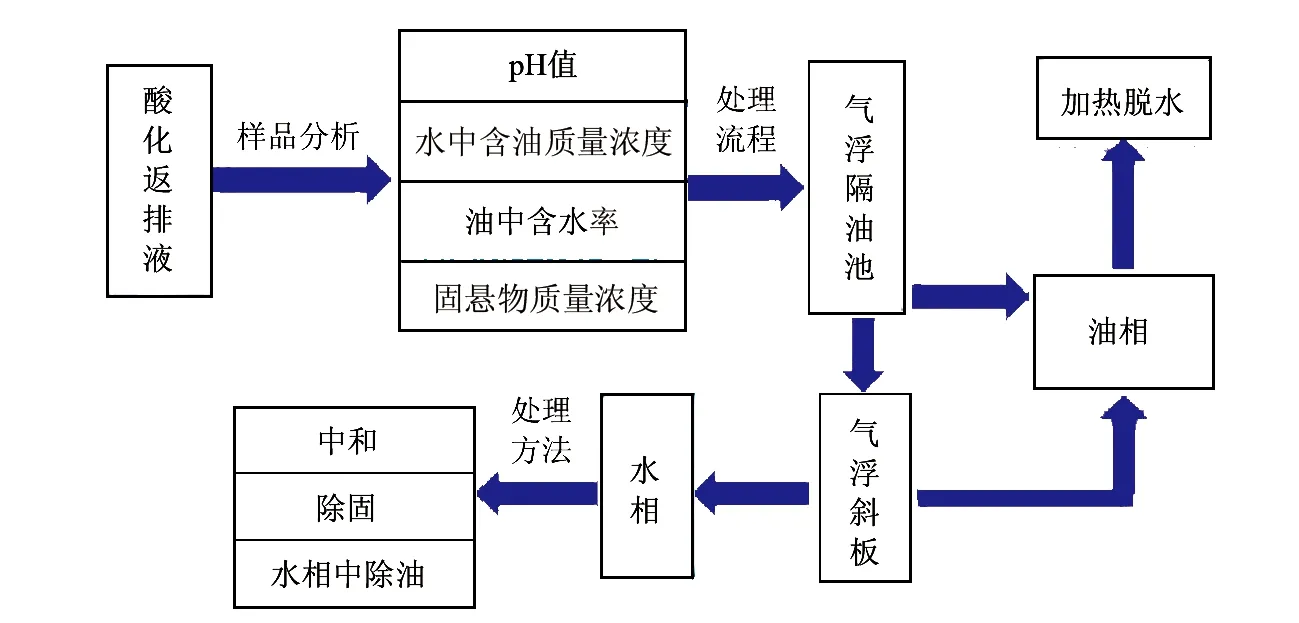
图1 试验研究流程图
酸化返排液油水预分离工艺流程如图1所示,通过对酸化返排液进行水质分析和设备试验评价后,优选出酸化返排液预分离处理装置的工艺及参数。
1.2 考核指标
酸化返排液处理出水考核指标如表1所示。海上油田酸化返排液的出水考核指标,所需要处理的指标为:油、水、悬浮物。根据水质特点及水质标准初步确定采用的处理工艺为气浮隔油-斜板除油-中和过滤的工艺流程。

表1 酸化返排液处理出水考核指标
2 工艺试验结果及讨论
2.1 气浮隔油池试验
现场返回的酸化返排液进入气浮隔油池,气浮隔油池的作用主要是通过微小气泡将水中的悬浮油和分散乳化油携带到返排液的表面,过程中使浮油和部分乳化油聚结成较大颗粒后向上漂浮,实现油水分离[1]。
在气浮过程中,溶入的气体经骤然减压释放,产生出微细、粒度均匀、密集度大的微小气泡。其中气泡直径的大小对油的黏附和携带性能有决定影响,根据流体力学中的牛顿公式可间接计算出气泡直径:

式中:Dp为气泡直径,mm;ρL和ρG分别为液相和气相(空气)的密度,ρL取值0.998g/cm3,ρG取值1.025×10-3g/cm3;g为重力加速度,取值9.8m/s2;vt为气泡的上浮速度,mm/s。试验运行的温度均为28℃。

图2 隔油池不同气浮压力的分离效果

图3 隔油池不同气浮时间的分离效果
从牛顿公式可以看出,气泡直径的大小与上浮速度的平方呈正比。通过气浮压力→气泡上浮速度→气泡直径大小的关系,试验将设置不同的气浮压力的单因素,来考察气泡直径大小对气浮隔油池的除油效果的影响。
由于现场酸化作业的工作性质,导致返出的酸化返排液含油量波动较大。分别配制含油质量分数为5%、10%、15%、20%、30%的酸化返排液,通过模拟来水含油量波动的情况下,气浮隔油池的处理效果,优选出气浮隔油池最佳的工艺参数。从图2可以看出,随着隔油池气浮压力升高,酸化返排液分离出的污水中的油相含量逐渐减低;不同气浮时间条件下,随着隔油池气浮压力升高,酸化返排液分离出的油相中的含水率逐渐升高;当气浮压力超过15psi(1psi=0.0068948MPa),油相中含水率接近或超过30%。
从图3可以看出,隔油池气浮时间越长,酸化返排液中分离出的污水中的含油质量分数越低。不同气浮压力条件下,隔油池气浮时间越长,酸化返排液中分离出的油相中的含水率越高,当气浮时间超过20min,油相中含水率普遍超过30%。
同时气浮压力越大,即气泡直径越小时,油水分离的效果越好。最小气浮压力9psi(0.062MPa)时,气泡上浮速度88.65mm/s,代入牛顿公式求出气泡直径为0.32mm,所以在气泡直径不大于0.32mm时,气浮隔油池有良好的油水分离效果。
2.2 撇出油脱水性能
在气浮隔油池试验中,随着气浮压力和时间增加,撇出油的含水率也明显增加。观察到撇出的酸化油中有非常多的微小气泡,其携带的游离水导致含水率升高[2]。图4为不同时间对撇出油脱水性能影响。可以看出将隔油池分离出的原油加热至80℃,恒温时间越长,油相中含水率越低,但油相中含水率降低至14%左右后,恒温无法再降低其含水率。

图4 隔油池不同气浮时间的分离效果
2.3 斜板除油器试验
斜板除油器采用异向流原理,内设有机玻璃斜管,倾斜角50°,污水通过斜板除油器下部进入,沿斜板向上流动,然后通过斜管填料进入底部溢流管,浮油和部分乳化油在斜管填料中聚结成较大颗粒后向上漂浮,污油经回收口流出罐体[3]。斜板除油器试验将考察来水含油量≤1000mg/L时的除油效果,同时优选出气浮隔油池最佳的工艺参数:①气浮压力;②气浮时间。由图5可以看出,气浮斜板除油器气浮时间越长,对样品中油去除效果越好,但当气浮时间超过20min后,样品中含油去除效果无明显变化。因此气浮斜板的气浮时间以≤20min为宜。由图6可以看出,气浮斜板除油器气浮压力越高,对样品中油去除效果越好,但当气浮压力超过15psi后,对样品中含油去除效果减弱。因此气浮斜板的气浮压力以9~15psi为宜。

图5 斜板除油器不同气浮时间的分离效果
2.4 中和絮凝过滤试验
酸化返排原液在进行中和后,污水样中出现了大量絮体和固体悬浮物,影响污水样的后续处理,故应加入适当的絮凝剂使污水中的絮体和固体悬浮物聚集、下沉,保证后续处理能顺利进行[4,5]。絮体的主要成分是Fe(OH)2和Fe(OH)3胶体,加入PAC聚合氯化铝絮凝聚沉后取上清液测悬浮物,并以原水悬浮物20mg/L做对照。加入絮凝剂PAC后,悬浮物质量浓度情况如图7所示。PAC质量浓度为250mg/L时,絮凝效果最佳。将沉降后的絮体和酸化返排液通过核桃壳过滤,过滤效果如表2所示。虽然核桃壳过滤对悬浮物的去除率达到了90%以上,但是中和絮凝反应产生了大量絮体,会加重整个流程处理的负担。

图6 斜板除油器不同气浮压力的分离效果
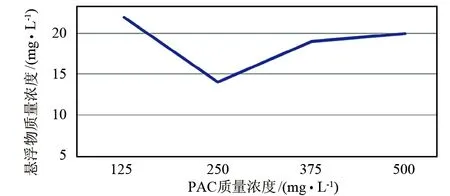
图7 絮凝剂PAC的絮凝效果

序号滤前悬浮物质量浓度/(mg·L-1)滤后悬浮物质量浓度/(mg·L-1)113451152132010331375126
3 结论
1)酸化返排液采用气浮隔油和气浮斜板除油器可以达到油相中含水率≤30%,水相中含油质量浓度≤1000mg/L的分离目的。
2)由于中和絮凝后酸化返排液产生大量絮凝物,处理困难,因此酸化返排液的预处理不进行中和处理。
3)为降低分离后的油相中含水率,可采用加热方式除水,加热温度为80℃。
[1]卫秀芬. 压裂酸化措施返排液处理技术方法探讨[J]. 油田化学,2007,24(4):384~388.
[2] 黄瑛. 国内外酸化技术发展近况[J]. 钻井液与完井液,2000,17(1):31~35。
[3] 王松,刘罡,胡三清,等. 河南油田酸化废液处理的室内研究[J].钻井液与完井液,2004,21(1):30~32.
[4] 杨衍东,胡永全,赵金洲. 压裂液的环保问题初探[J].西部探矿工程,2006,18(4):88~89.
[5] 杨旭,王大智. 中和一混凝法处理油气田酸化废水[J].油田化学,1989,6(3):264~266.
2017-02-10
王继良(1981-),男,工程师,现从事油田增产增注措施和三次采油技术研究工作,wangjl7@cnooc.com.cn。
[引著格式]王继良, 吴威,牟楠,等.海上油田酸化返排液处理工艺研究[J].长江大学学报(自科版), 2017,14(23):87~90.
TE357
A
1673-1409(2017)23-0087-04
[编辑] 帅群