环氧树脂绝缘子金属预埋件前处理用底胶研究
2017-12-20张何平孙中航王永亮李杏龙
张何平+孙中航+王永亮+李杏龙

摘 要:对环氧树脂绝缘子中金属预埋件进行前处理,可有效改善预埋件与环氧树脂间的界面质量。通过研究不同金属预埋件前处理底胶对粘接效果的影响,获得粘接效果最佳的底胶及涂抹工艺。
关键词:环氧树脂绝缘子;金属预埋件;底胶
序言
环氧树脂绝缘子是高压开关设备中的薄弱环节,金属预埋件与环氧树脂界面粘接性能又是绝缘子的薄弱环节,界面粘接性能将直接决定绝缘子的绝缘性能和可靠性[1]。
通过研究预埋件底胶,可以显著改善预埋件界面处环氧树脂粘接特性,有效引导环氧树脂收缩方式,完全杜绝预埋件处开裂问题,整体提升环氧树脂绝缘子质量。
1 试验
1.1 原材料
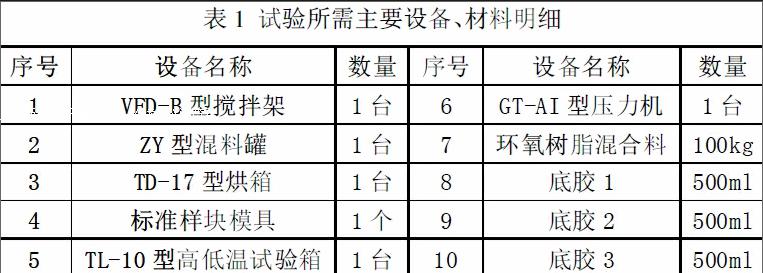
所需设备及材料明细,见表1。
1.2 试样准备
将环氧树脂、固化剂、硅微粉按一定比例制备成混合料,真空脱气后备用。将烘箱打开,对标准样块模具及标准预埋件预热140℃,时间不小于2h。
1.3 试验方法
1.3.1 将预热完成后的标准样块模具及金属标准预埋件取出,使用不同底胶制作标准样块,标准样块中含有金属标准预埋件,将三种不同底胶均匀涂抹于标准预埋件上,将标准预埋件装入模具。
1.3.2 将相同环氧树脂混合料先后倒入标准样块模具,制作标准样块。标准样块中含有金属标准预埋件,预埋件四周浇注环氧树脂。将标准样块放入烘箱固化。
1.3.3 测试各样块的粘接强度,温度变形等性能。
1.4 试验实施
试验共分为四组进行装配:(1)不涂抹底胶;(2)使用汇瑞HR-736A底胶;(3)使用Goonchem品牌711底胶;(4)使用Goonchem 品牌 Z60底胶。标准样块性能指标为抗开裂能力,预埋件表面粘接能力。
环境试验:在每组标准样块中随机选取2个样块进行高低温环境试验,设置高温140℃,持续2h,低温-40℃,持续2h,加热/制冷过渡时间30min。
压力试验:对剩余标准样块进行压力试验,测试预埋件与环氧树脂之间的粘接力值。
2 结果与讨论
2.1 环境试验中,涂抹Z60和711型底胶的样块未开裂,HR-736A底膠和未涂抹底胶的样块出现开裂。
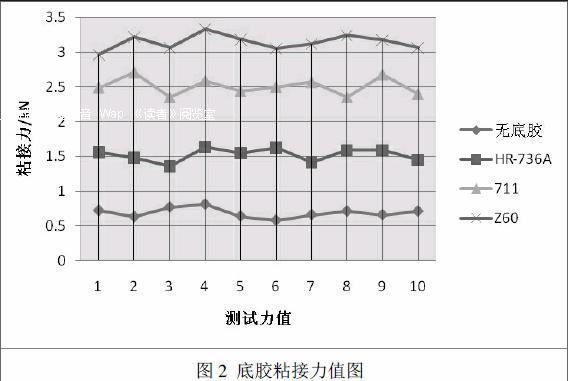
2.2 涂抹不同底胶前后标准样块的压力测试数据见下图
从测试结果可以看出:未涂抹预埋件底胶的产品,金属预埋件与环氧树脂之间的粘接力值最小,涂抹HR-736A型、711型、Z60型底胶的标准样块粘接力值依次增大。涂抹Z60型底胶后预埋件与环氧树脂的粘接力值是不涂抹任何底胶的4.5倍。
3 结论
3.1 在不同的底胶中,Z60型底胶有较好的粘接性能,可提高环氧树脂与金属预埋件之间的粘接力3.5倍。
3.2 在环氧树脂绝缘子预埋件中,通过涂抹底胶能够有效改善绝缘子抗开裂性能,且操作方便。
参考文献
[1]孙满灵.环氧树脂应用原理与技术[M].机械工业出版社,2002,9
[2]陈平,刘胜平,等.环氧树脂[M].化学工业出版社,1999.
[3]胡玉明.环氧固化剂及添加剂[M].化学工业出版社,2015.endprint
