催化裂化干气乙烯低聚反应研究
2017-12-20谭雅文
谭雅文,丁 雪
(1.中国石油工程建设公司 华东设计分公司,山东 青岛 266071;2.中国石油大学 化学工程学院 化学工程系,山东 青岛 266580)
催化裂化干气乙烯低聚反应研究
谭雅文1,丁 雪2
(1.中国石油工程建设公司 华东设计分公司,山东 青岛 266071;2.中国石油大学 化学工程学院 化学工程系,山东 青岛 266580)
乙烯低聚制取低碳烃类是回收利用催化干气乙烯资源的有效途径。采用HZSM-5水热处理剂为催化剂,对干气乙烯低聚反应规律进行了研究。结果表明,以提高乙烯转化率和生产LPG为目的,流量以20 mL/min,反应温度以400~450 ℃为宜,乙烯转化率可达52 %,LPG收率可达28 %;增加压力对转化率提高有利;提高温度和流速则对烯烃收率有利。
乙烯;干气;低聚
催化裂化干气含有大量乙烯,干气乙烯的回用问题一直是研究热点。目前回用方式主要有深冷分离、变压吸附或者作为原料合成乙苯、苯乙烯[1-4]。这些技术不适用于小规模炼厂,相比之下,粗乙烯直接应用则更有意义。笔者前期研究了催化裂化干气乙烯低聚反应,发现该途径可行[5]。本文对催化剂进行水热处理,探索了催化裂化干气乙烯低聚反应规律,以期为催化干气粗乙烯回用提供基础数据和参考。
1 实验部分
1.1 原料和催化剂
干气原料采于胜利油田石油化工总厂的催化裂化装置,其组成列于表1。催化剂以HZSM-5为活性组分经半合成法制成,所得新鲜剂在780 ℃,100 %水蒸气条件下处理4 h,水热处理剂的基本性质见表2。

表1 催化裂化干气组成

表2 催化剂基本性质
1.2 实验设备及产物分析
实验在微型固定床反应器中进行,反应管内径为10 mm,长度为30 mm,中部装填催化剂颗粒,颗粒上下均以石英砂填充,以避免反应气体返混。原料气经控制阀进入反应器,与高温催化剂接触反应,反应后的产物利用Varian公司GC3800分析系统分析组成。
2 结果与讨论
2.1 反应温度和原料流速的影响
低聚反应是放热过程,低温利于反应进行。从动力学方面考虑,提高反应温度将加快反应速率。干气中乙烯转化和受动力学和热力学共同作用,温度是调节反应效果的关键因素。原料流速则影响原料气与催化剂的接触时间,也是影响乙烯反应的重要因素。使用水热处理HZSM-5催化剂,在压力为0.1 MPa,催化剂装填量0.5 g的条件下,考察了反应温度和原料流速对干气乙烯低聚反应性能的影响。结果如图1~3所示。

图1 不同原料流速和反应温度下的乙烯转化率
由图1可以看出,在各个温度下的乙烯转化率均随着流速的增大而缓慢降低,改变温度对乙烯转化率的影响比较显著,随温度的升高,乙烯转化率先升高后降低,在400 ℃时达到最高,在此温度下,当原料流速由20 mL/min增至100 mL/min,乙烯转化率由52.2 %降到45.3 %。根据前期研究,乙烯低聚反应的产物中有大量丙烯和丁烯[5],烯烃收率如图2所示。

图2 不同原料流速和反应温度下的烯烃收率

图3 不同原料流速和反应温度下的LPG收率
从图2可以看出,在350 ℃及以上的温度下反应时,烯烃收率均随流速增大而逐渐提高,在450 ℃烯烃收率最多,为22.3%~23.7 %,意味着适当提高流速可以抑制氢转移反应。在300 ℃下,烯烃收率随流速增高而降低,前期研究[5]表明在该温度下,乙烯的转化率偏低,此时反应主要受动力学限制,提高流速影响了原料气与催化剂的有效接触,因而烯烃收率减少。在图3中,各温度下LPG收率依然随流速增加而减小,450 ℃时收率达到最高为26.9%~29.3 %。综合来看,在目前操作范围中,以提高乙烯转化率和LPG收率为目标时,应该强化原料与催化剂接触,进而强化反应深度,原料流速应适当放慢,在20 mL/min流速下,反应温度以400~450 ℃为宜,此时乙烯转化率约52 %,LPG收率约28 %。当以提高烯烃收率为目标时,应适当限制反应深度,反应温度以450~500 ℃为宜,而流速可以提高至100 mL/min,此时烯烃收率可达22%以上。
2.2 反应压力的影响
在温度为400 ℃,催化剂装填量为0.5 g,干气流量为 20 mL/min的条件下,改变反应压力,考察了干气中乙烯的低聚反应受压力的影响。反应结果列于表3,可以看出,随着反应压力由0.1 MPa增至0.6 MPa,乙烯转化率和LPG收率均有所提高,烯烃收率降低。高压下强化了原料气和催化剂的接触,促进了乙烯转化,但同时也促进了氢转移反应,影响了烯烃收率,与上节结论相吻合。
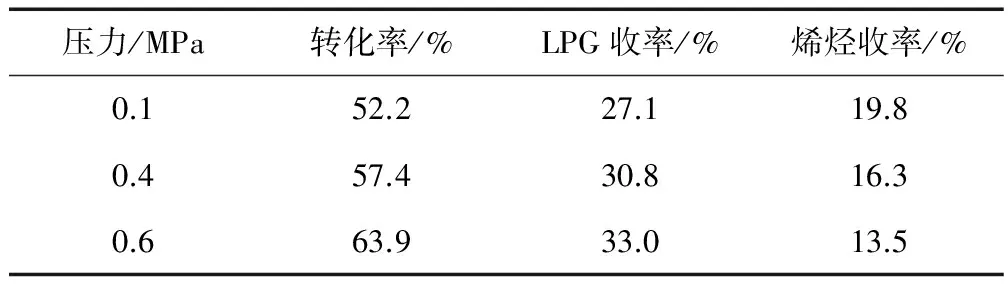
表3 不同压力下的乙烯转化率和LPG收率
3 结论
考察了催化裂化干气乙烯在水热处理HZSM-5催化剂上的反应,得到如下结论:
(1)以提高乙烯转化率和LPG收率为目标时,应强化反应深度,在20 mL/min流速和400~450 ℃温度下,乙烯转化率约52 %,LPG收率约28 %。
(2)当以提高烯烃收率为目标时,应适当控制反应深度,在100 mL/min流速和450~500 ℃温度下,烯烃收率可达22%以上。
(3)增加反应压力对强化反应深度有利,但影响烯烃收率,应根据生产需要选择适合的反应条件。
[1] 李 伟,范 超.催化干气制乙苯技术的工业应[J].当代化工,2013,42(11):1554-1557.
[2] 骆 英,关志永.催化裂化装置干气芳构化技术的工业应用[J].广州化工,2015,43(21):171-173.
[3] 姚日远.催化裂化干气中乙烯回收利用的新途径[J].石油炼制与化工,2014,45(12):47-49.
[4] 王殿中,何鸣元.稀乙烯在ZSM-5沸石上转化为异丁烯与汽油的反应[J].石油炼制与化工,1995,26(8):59-63.
[5] 丁 雪,李春义,杨朝合,等.FCC干气中乙烯在不同催化剂上的低聚反应研究[J].中国石油大学学报,2009,33(4):145-149.
StudyontheOligomerizationofEthyleneinFCCDryGas
TanYawen1,DingXue2
(1. Huadong Engineering Branch of China Petroleum Engineering & Construction Corporation, Qingdao 266071; 2. College of Chemical Engineering China University of Petroleum(East China), Qingdao 266580, China)
Oligomerization of ethylene into low hydrocarbons was an effective utilization of FCC dry gas. The oligomerization of ethylene in FCC dry gas on steam treated HZSM-5 catalyst was investigated. The results showed that gas flow should be 20 mL/min and temperature should be 400~450 ℃for increasing ethylene conversion and LPG yield, ethylene conversion and LPG yield could reach 52 % and 28 %; higher pressure is benefit to conversion; higher temperature and flow rate benefit olefin yields.
ethylene;dry gas;oligomerization
2017-09-22
山东省自然科学基金项目(ZR2016DL07)
谭雅文(1985—),女,山东东营人,硕士,工程师,从事炼油设计工作。
TE624.4
A
1008-021X(2017)22-0017-02
(本文文献格式:谭雅文,丁雪.催化裂化干气乙烯低聚反应研究[J].山东化工,2017,46(22):17-18.)