新型多孔钛椎间融合器的研制
2017-12-18曾腾辉杨欣建邱奕雁赵丽红
曾腾辉,杨欣建*,沈 哲,邱奕雁,赵丽红,蓝 涛
(深圳市第二人民医院脊柱外科,广东 深圳 518000)
新型多孔钛椎间融合器的研制
曾腾辉,杨欣建*,沈 哲,邱奕雁,赵丽红,蓝 涛
(深圳市第二人民医院脊柱外科,广东 深圳 518000)
目的 分析新型多孔钛椎间融合器的制备工艺,探究其研制和临床应用。方法 选取78名青壮年进行CT检查,记录其腰骶椎矢状面直径、横断面直径和各椎间隙的前后缘高度,制定恰当的多孔钛腰椎融合器制作参数,采用Ti—6AL—4V合金粉末、硅溶胶和聚氨酯海绵等制作的多孔体制作成钛合金椎间融合器,分析研究融合器的性能和应用。结果 不同烧结温度能制成不同孔隙率和抗压强度的多孔体,在1250℃烧结温度下的多孔体抗压强度最大,较为适合制成椎间融合器,足以承载腰椎轴向荷载。结论 钛合金多孔体有较为合适的孔隙率和抗压强度,经过调节后能制成力学性能优良的金属骨小梁椎间融合器。
金属骨小梁椎;钛合金;融合器;力学性能
随着科学技术的进步与发展,我国医疗水平不断提高,脊柱外科的治疗方法也在与时俱进,推动着椎间融合器的发展。由于椎间融合器在力学性能、机械强度、耐腐蚀性和耐用性等多方面要求较高,给椎间融合器的材料选用带来了一定的困难,目前应用较为广泛的是PEEK材料,但是这种材料永远不能实现骨性融合,在临床应用中具有较大的局限性。多孔钛在医学上的应用给椎间融合器的发展带来新的方向。本文对新型多孔钛椎间融合器的制备工艺进行了分析,探究其研制和临床应用,现进行以下报告。
1 资料与方法
1.1 一般资料
选取78名青壮年进行CT检查,其中男性40例,女性38例,年龄是24~46岁,平均年龄是(24.7±2.4)岁,所有实验对象均无脊柱发育不良、脊柱劳损和脊柱变形等病症。78名对象进行CT检查,记录其腰骶椎矢状面直径、横断面直径和各椎间隙的前后缘高度。
1.2 制备方法
(1)记录78名实验对象其腰骶椎矢状面直径、横断面直径和各椎间隙的前后缘高度,通过对腰椎影像进行分析,制定恰当的多孔钛腰椎融合器制作参数,
(2)使用Ti—6AL—4V合金粉末、硅溶胶和聚氨酯海绵等原材料,采用真空炉将其制备钛合金骨小梁多孔体,烧结温度分别是1150℃、1200℃、1250℃、1300℃四个温度,使用MTS试验机对多孔体进行测试,记录多孔体的孔隙率、弹性模量和最大抗压强度。
(3)采用钛合金多孔体制作成钛合金椎间融合器,规格是长24~28 mm,宽7~9 mm,高8~12 mm,采用倾角设计矢状面,采用锯齿结构设计椎体接触面,在融合器的表面设置植骨通孔,两端标有钛针标记物,使用MTS检测系统进行测试,分析研究融合器的性能和应用。
1.3 统计学方法
应用SPSS 18.0分析软件对本文中的数据进行分析,用(±s)表明计量资料,用t进行检验,用P<0.05表明具有明显差异。
2 结 果
2.1 腰椎影像学测量结果
78名实验对象腰骶椎矢状面直径和横断面直径,椎体L1—S1的矢状面径是(28.97±1.21)mm、(29.99±1.29)mm、(31.59±1.49)mm、(32.79±1.23)mm、(34.07±1.49)mm和(32.04±1.31)mm,横断面径是(39.89±1.39)mm、(42.07±1.31)mm、(42.97±1.30)mm、(45.12±1.71)mm、(46.21±1.53)mm和(43.39±1.28),各椎体的矢状面径均要远远小于横断面径,两者之间具有明显差别(P<0.05)。78名实验对象各椎间隙的前后缘高度,L1—S1的前缘高度分别是(9.02±1.09)mm、(10.71±1.42)mm、(12.11±1.29)mm、(14.17±1.52)和(13.71±1.24)mm,后缘高度分别是(6.99±1.31)mm、(8.69±1.13)mm、(9.27±1.04)mm、(10.03±1.41)mm和(8.99±1.54)mm,前后缘高度均逐渐增大,各椎间隙后缘高度远远低于前缘高度,两者差别具有较为明显差别(P<0.05)。
2.2 多孔体参数
不同烧结温度能制成不同孔隙率和抗压强度的多孔体,在1250℃烧结温度下的多孔体抗压强度最大,较为适合制成椎间融合器,足以承载腰椎轴向荷载。
表1 不同烧结温度下多孔体的参数(±s)
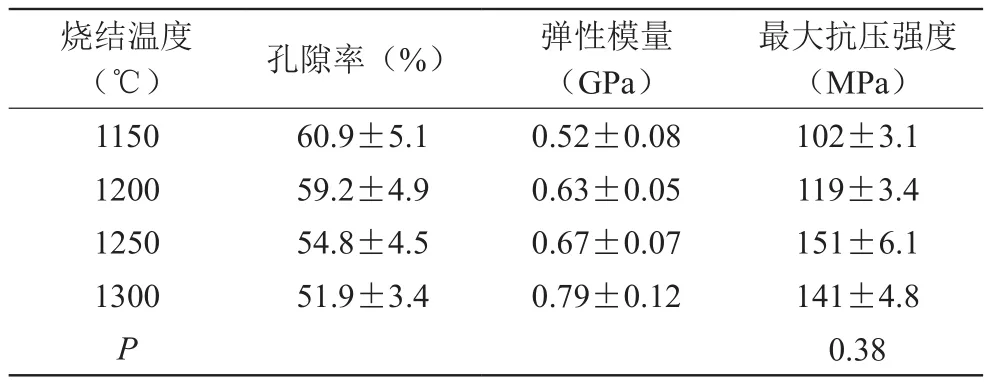
表1 不同烧结温度下多孔体的参数(±s)
烧结温度(℃) 孔隙率(%) 弹性模量(GPa)最大抗压强度(MPa)1150 60.9±5.1 0.52±0.08 102±3.1 1200 59.2±4.9 0.63±0.05 119±3.4 1250 54.8±4.5 0.67±0.07 151±6.1 1300 51.9±3.4 0.79±0.12 141±4.8 P 0.38
3 讨 论
不同的烧结温度,钛合金多孔体具有不同的孔隙率、弹性模量和最大抗压强度,在1250℃烧结温度下的多孔体抗压强度最大,较为适合制成椎间融合器,足以承载腰椎轴向荷载。钛合金多孔体较为合适的孔隙率和抗压强度,其孔径大小和孔隙率较为适合骨组织长入,经过制作后能制成力学性能优良的金属骨小梁椎间融合器。
[1] 张 凯,张 锋,等.腰椎椎间融合术后融合器后移的原因分析及再手术策略[J].中华骨科杂志,2016,36(17):1093-1098.
[2] 张雅宾.EBM铸造的多孔钛合金椎间融合器的生物相容性及成骨性研究[D].中国人民解放军总医院,解放军医学院,解放军总医院,军医进修学院,2016.
[3] 朱宏斌,任国文,等.颈前路钢板联合钛网或椎间融合器在颈椎前路减压融合中的应用[J].创伤外科杂志,2017,19(6):447-450.
R687.3
B
ISSN.2095-8242.2017.062.12090.02
杨欣建
王雨辰
