粮食烘干塔换热器智能折边设备研发
2017-12-16刘军华刘宇齐贾富国潘铭孙健伦谢帅涛
刘军华,刘宇齐,贾富国,潘铭,孙健伦,谢帅涛
(1.江苏海事职业技术学院,南京 211100;2.南京工程学院,南京 211100;3.东北农业大学,哈尔滨 150030)
粮食烘干塔换热器智能折边设备研发
刘军华1,刘宇齐2,贾富国3,潘铭1,孙健伦1,谢帅涛1
(1.江苏海事职业技术学院,南京 211100;2.南京工程学院,南京 211100;3.东北农业大学,哈尔滨 150030)
结合螺旋板式换热器的应用领域及其板材折边生产现状,分析了其生产弊端。针对板材折边工艺要求,研发了粮食烘干塔换热器智能折边设备,并剖析其工作机理。根据典型产品结构参数,设计智能折边装备总体装配图并计算主要零件参数,为智能折边装备制作提供理论依据,从而实现换热器板材折边智能加工,提高换热器卷板折边质量及精度。
粮食烘干塔;螺旋板式换热器;板材智能折边;三维扫描仪采集;人机交互
0 引言
换热器是可提高能源利用率的重要设备,广泛应用于农业机械、石油、化工、冶金、电力及船舶等领域。《2013-2017年中国换热器行业发展前景预测与转型升级分析报告》数据显示,2010年中国换热器产业市场规模在500亿元左右[1]。其中,农业机械领域的机油冷却器、中冷器等换热器占据较大的市场份额。在粮食、食品烘干设备中,需采用冷却水对板式换热器中的导热液进行热交换以达到降温目的,换热器已成为烘干设备的关键构件[2]。
换热器行业中利用板材构成传热面的间壁式换热器,结构紧凑,单位体积的传热面积较大。其中,螺旋板式换热器是由两张保持一定间距的平行金属板卷制而成,冷、热流体分别在金属板两侧的螺旋形通道内流动。该换热器的传热系数高(约比管壳式换热器高1~4倍),因冷、热流体可作完全的逆流流动,故其平均温度差较大,此外还具备流动阻力小且不易结垢等特征[3]。
作为一种高效换热设备,螺旋板式换热器适用于化学、石油、溶剂、医药、食品、轻工、纺织、冶金、轧钢及焦化等领域。图1为典型螺旋板式换热器实物照片,制造包括板材卷制、板边折弯及通道焊接等重要工序[4]。
目前,螺旋板式换热器生产中,板边对折尚采用人工大锤砸制,需要强制的隔音措施,部分生产企业由耳障工人制作,机械自动化生产尚处于研究阶段。此外,强力制造会引发板材损伤[5](如开裂、褶皱),导致材料性能下降。

图1 典型螺旋板式换热器实物
如研发自动折边装备,可改善生产环境,提高生产效率。此外,借助自动折边设备可有效控制板材弯曲精度[6],且生产过程受力性质改善,使产品及缺陷得以控制。
图2为原手工生产模式和拟开发设备工作过程对照。
1 换热器板材智能折边设备机理
1.1 智能折边设备构造
板材自动折边设备由机架、底盘、压辊、加热装置、拍板及限位装置等部件构成,如图3所示。图4为第一滑杆下部压辊结构示意。
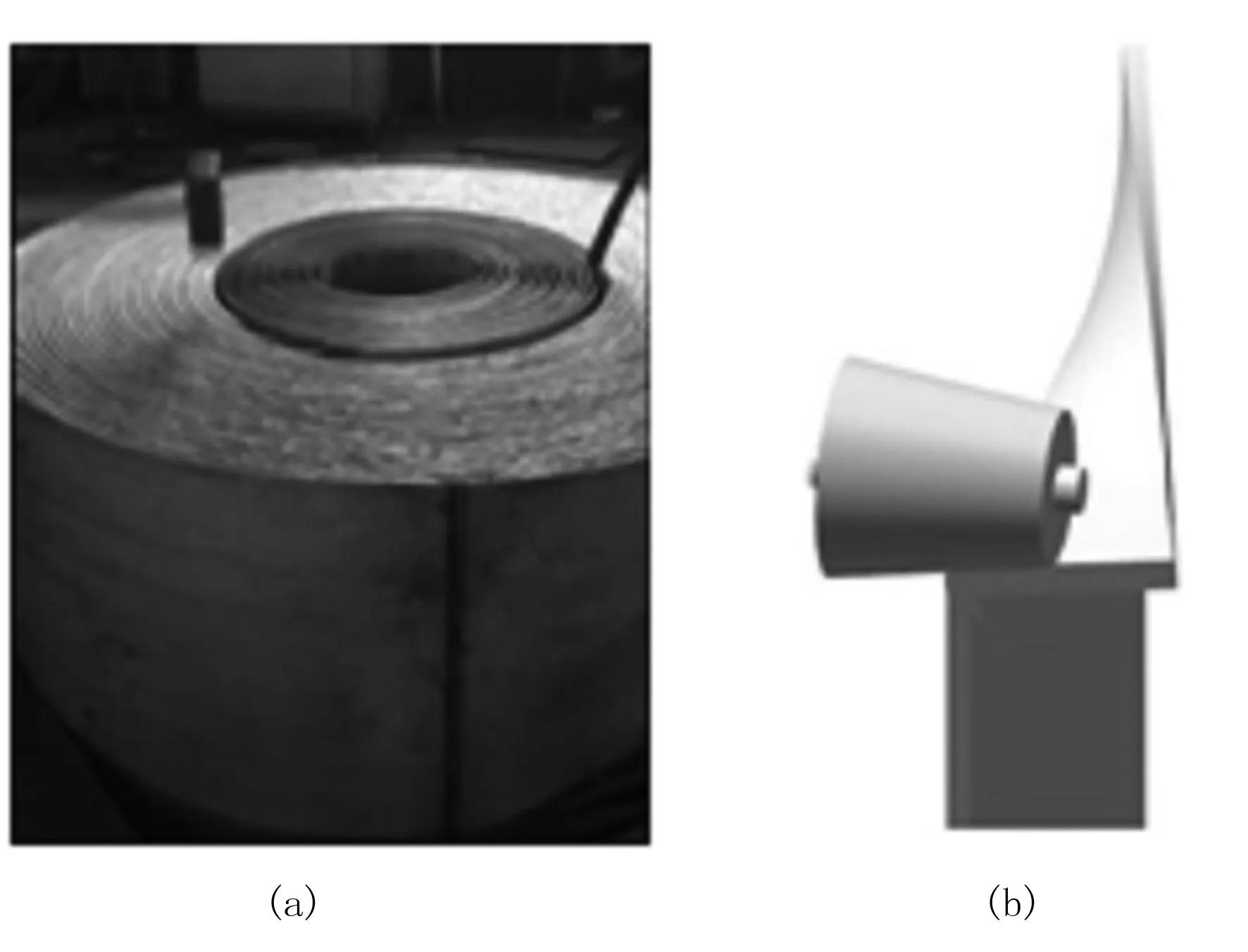
图2 生产模式对照示意

1.底盘 2.机架 3.拍板 4.第2滑杆 5.滑槽 6.第1滑杆压辊 7.卷板
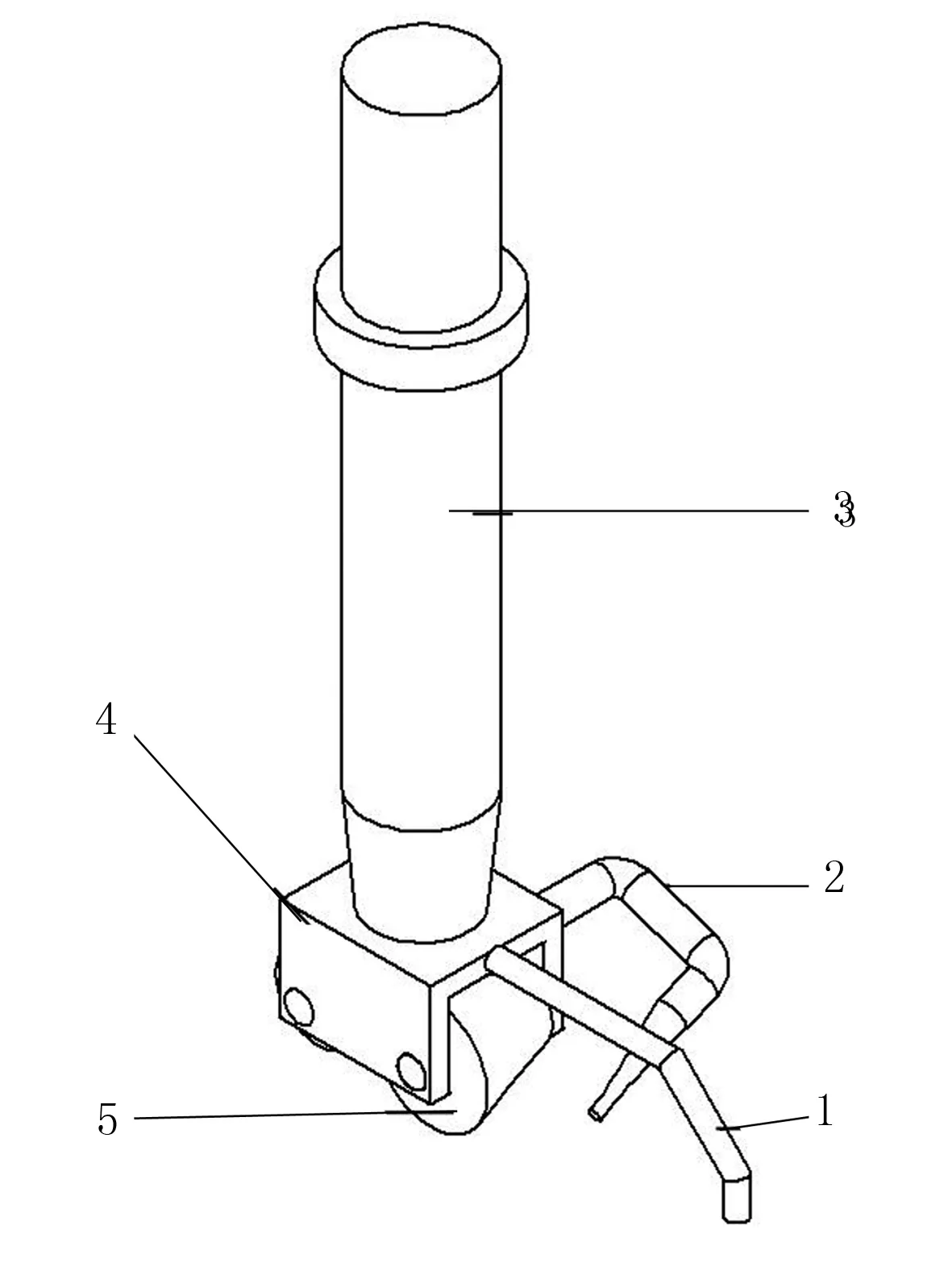
1.跟踪系统 2.加热装置 3.第1滑杆 4.侧板 5.锥形压辊
1.1.1 柔性成型设计
机架上端连接可水平移动的第1滑杆,滑杆上端穿设在机架滑槽内,保证滑杆在滑槽内可做水平移动及上下移动。滑杆截面为圆形,与机架之间形成转动配合。
滑杆下端设有两侧板及顶板,两侧板安装在顶板两侧形成容纳腔。容纳腔内设有对卷状板材端边压弯的锥形压辊,其后方设有圆柱压辊,锥形压辊和圆柱压辊连接在两侧板上。将两压辊设置在容纳腔内,以提高板材压弯时的安全性、稳定性。机架上端滑槽内还设有第2滑杆,滑杆穿设在滑槽内,滑杆下端设有呈水平设置的拍板。
滑杆下端设有高频感应加热装置,加热口位于锥形压辊的前侧。加热装置可实现待加工区域的奥氏体化,以大幅降低其屈服强度,为折边塑性变形柔性加工提供先决条件。低碳钢、低合金钢加热温度达600℃以上时,屈服强度可接近0MPa,如图5所示。
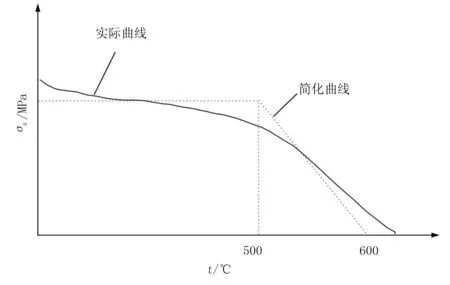
图5 低碳钢屈服强度与温度对应关系
1.1.2 限位装置设计
机架下端设有可旋转底盘,底盘上设有多个用于限制卷状板材移动的限位装置。限位装置包括滑板及开设在底盘上的开槽,滑板设置在开槽内,滑板上设有若干个限位挡块,相邻限位挡块之间形成用于夹持板材的夹腔。此外,底盘上设有用于限制卷板移动的锁紧装置。
1.1.3 实现精确控制
卷状板材端部为不规则圆形,柔性压缩过程中需要对压辊运行轨迹精度控制。利用外置三维扫描仪采集板材实际螺旋轨迹,控制系统按实际轨迹调整压辊行程,精度可达0.01μm,可以实现板材边缘折边精加工。
1.1.4 人机交互
将三维扫描仪采集信息传递给控制系统,控制系统根据采集信息,实时控制加工设备运行轨迹,并按设定速度、压力及拍击频率等命令运行,从而实现板边缘智能折边精加工。
1.2 装备智能折边工艺流程
1.2.1 工作机理
根据卷板规格、形状,将其布置在适合的滑块位置并锁紧,以阻碍金属板材滑动。卷板随旋转底盘至第1滑杆下方,利用锥形压辊粗压、圆柱压辊精压,实现对板材卷材端边90°弯曲。
第1滑杆的上下移动,可适应不同高度的卷状板材。第1滑杆与机架间的转动配合结构,可保证压辊根据需要调整移动方向,实现同一批板材两种弯曲方向。同时,可利用加热装置降低板材的强度(如奥氏体化),利于板材端边压弯。
第2滑杆下端的拍板,可在机架上做上下移动、水平移动及转动。利用拍板按压,处理板材未能完全弯曲及弯曲回弹。
1.2.2 板材智能折边工艺实施
三维扫描仪采集信息传递给控制系统,控制系统实时控制压辊运行轨迹,并按输入命令控制设备底盘转动。随底盘转动,加热装置、粗压、精压、拍击依次作用至卷板待加工区域,实现板边缘智能折边精加工。板材自动折边工作过程如图3所示。
2 换热器板材智能折边设备设计
螺旋板式换热器划分为Ⅰ类压力容器,其强度计算包括几何尺寸计算、强度计算及稳定性设计[7]。根据换热器焊接结构形式及技术要求—JB/T4751-2003[8],对卷状板材折边设备主要部件尺寸进行设计计算。
2.1 智能折边设备总体结构设计
根据螺旋板卷状板材折边技术要求及自动折边设备工作原理,设计了自动折边设备,如图6所示。
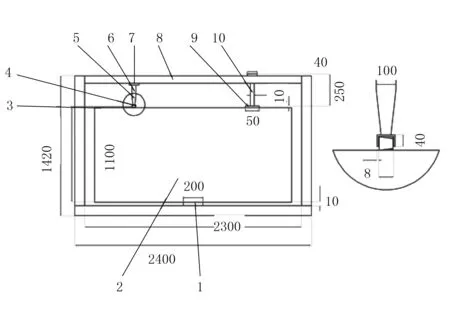
1.限位滑块 2.卷板 3.压辊结构 4.槽形框 5.滑杆下部 6.滑杆 7.压辊上端部 8.横梁 9.拍板 10.第2滑杆
2.2 主要零件设计计算
2.2.1 锥形压辊设计
卷状板材边缘需要弯曲90°,折边尺寸为3cm。螺旋板卷状板材为Q345,板厚30mm,选取屈服强度为355MPa进行设计计算。
1)锥形压辊受力分析。根据板材受力变形状态及变形量,估算锥形压辊径向受力面积为15mm2,前进方向受力面积为6mm2,如图2(b)所示。
锥形压辊所受径向力Fr=355×15=5325N,锥形压辊前进方向受力Ft=355×6=2130N,锥形压辊垂直面反力FR1=FR2=5325/2=2662.5N。图7为锥形压辊受力图示意。
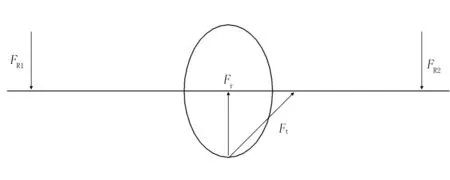
图7 锥形压辊受力图
2)锥形压辊垂直面弯矩图。锥形压辊最大弯矩MX2=2662.514(压辊长度为28mm)=37275N·mm。图8为锥形压辊垂直面弯矩图。
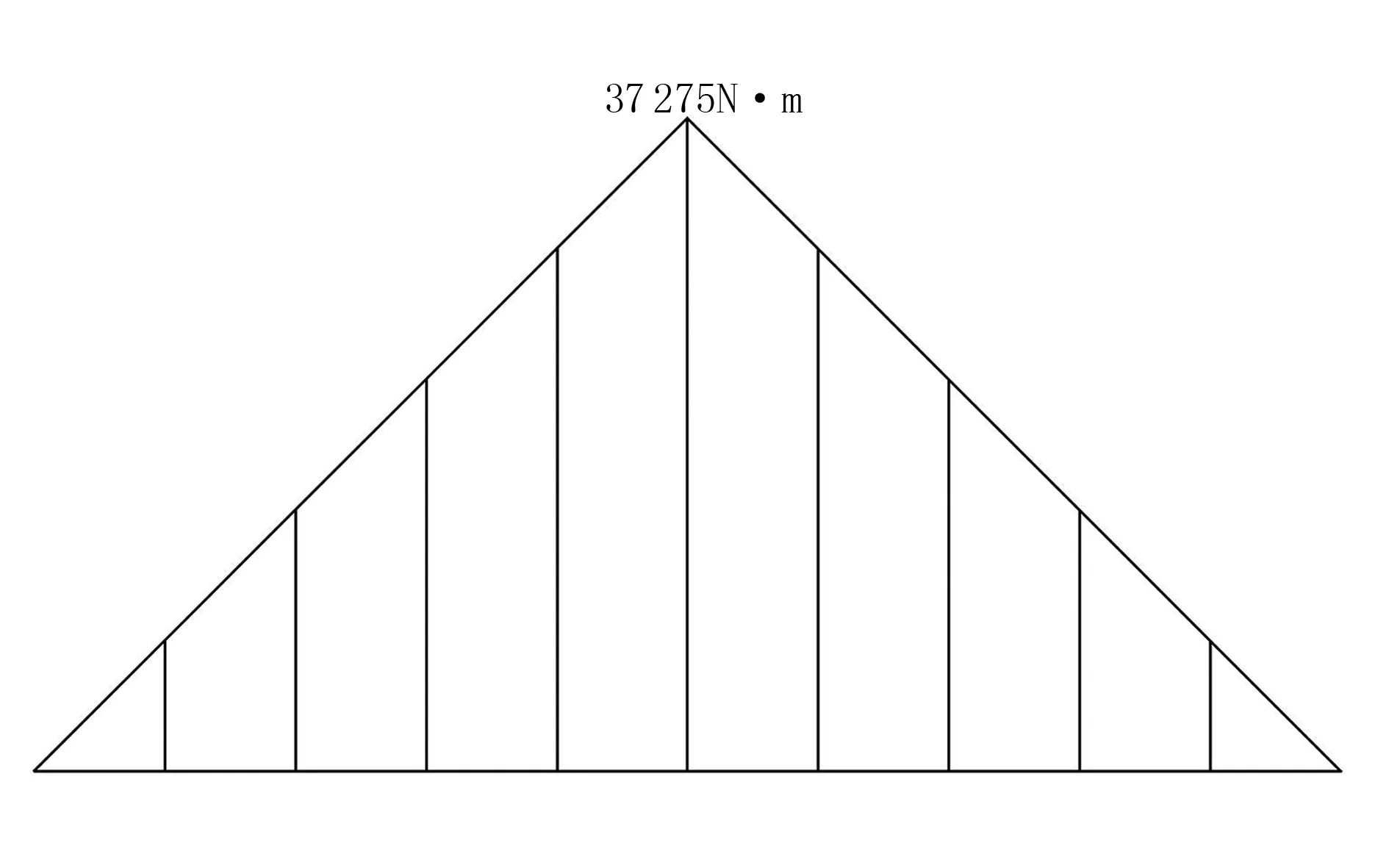
图8 锥形压辊垂直面弯矩图示意
3)锥形压辊转矩图。压辊受转矩T=Ft×12(压辊中间截面半径)=2130×12=25560N·mm。
选择中碳调质钢,查表:[σ0b]=70[σ-16]=40
许用应力T×α=25560×0.57=14569.2N·mm。
依据计算结果,得出了锥形压辊的转矩图,如图9所示。
4)锥形压辊当量弯矩图。压辊两端面当量QT=0.57×25560=14569.2N·mm。
压辊中间截面当量弯矩为
=40021N·mm
依据计算结果,得出锥形压辊的当量弯矩图如图10所示。
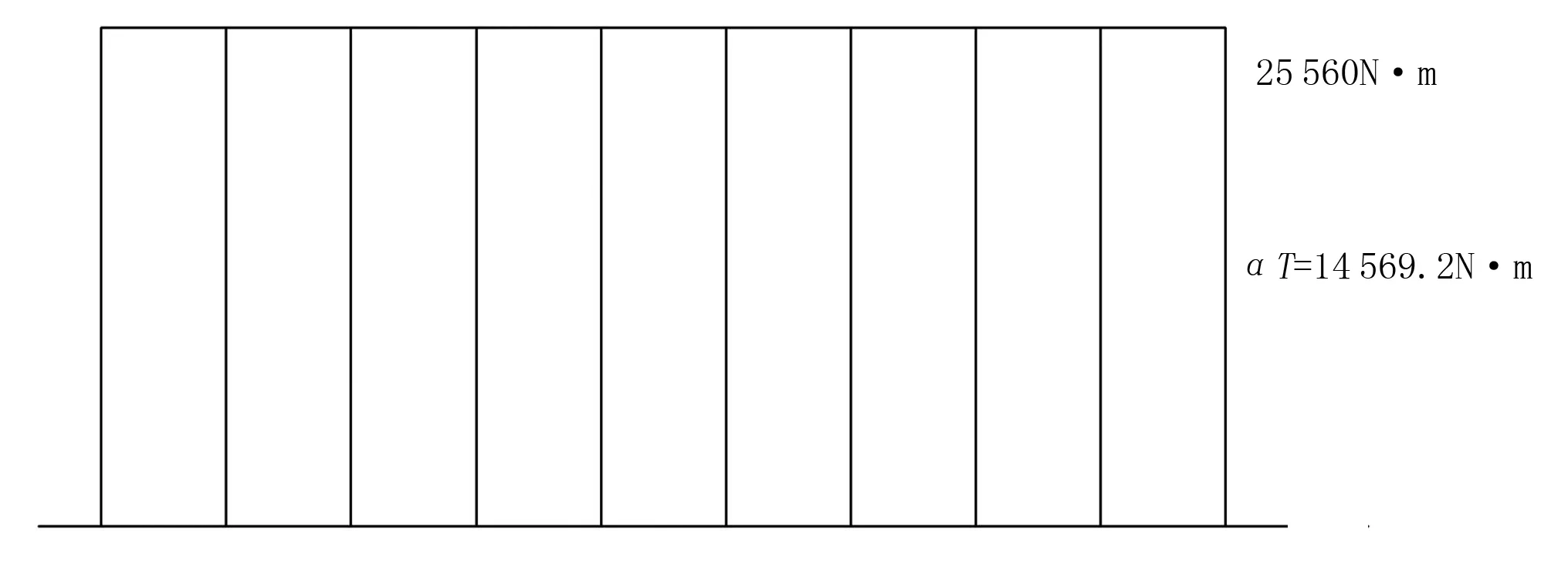
图9 锥形压辊转矩图

图10 锥形压辊当量弯矩图
5)校核轴径。
选取锥形压辊中间截面直径为24mm,大端直径28mm,小端直径20mm,压辊直径满足强度要求。
2.2.2 电机功率计算
1)锥形压辊电机功率计算。锥形压辊径向力Fr=5325N,液压系统流量Q=15L/min。
液压系统功率为
其中,Pe为电机计算功率;P1为电机压力系统功率;η1为机械效率,选取η1=0.9。故锥形压辊电机功率选择2.2kW。
2)拍板电机功率计算。
拍平所需压力N=355×40×3×0.25=8875N。
液压系统流量Q=20L/min,查表得液压系统效率为0.8。
液压系统功率为
经查表,计算机械效率η1=0.9,则
故拍板电机功率选择2.2kW。
2.3 三维建模
使用(CATIA V5三维)设计软件,对卷状板材折边智能加工设备各装置进行精确三维建模。利用(CATIA V5软件中的)装配功能,将各装置进行三维装配,并编写零件清单。表1为主要零件清单。
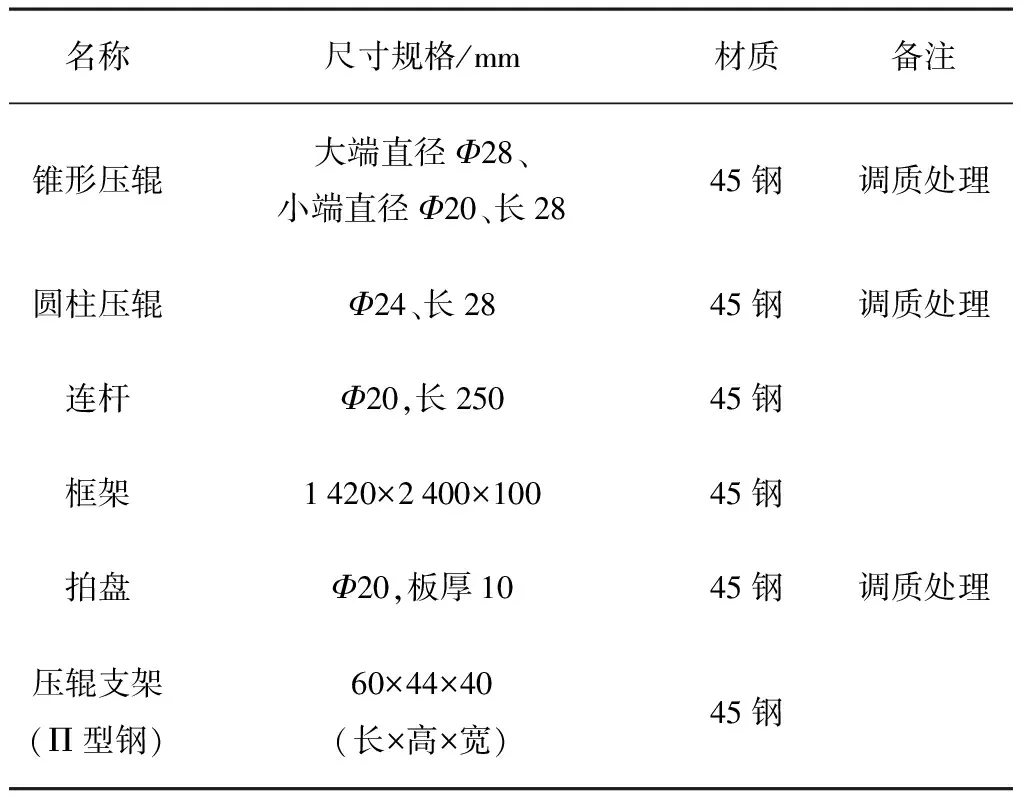
表1 折边设备主要零件清单
3 结论
目前,设备已开始制作,投入生产后将实现粮食烘干等生产领域螺旋板式换热器折边智能加工取代手工生产,从而优化生产环境,大幅提高生产质量,缩短生产周期。该装备结构简单, 操作简易、方便, 具有较好的市场前景。
[1] 毛广睿.换热器的研究现状及应用进展[J].河南科技,2014(1):105-106.
[2] 张立辉.基于虚拟仪器的粮食干燥机智能控制系统设计[J].广东农业科学,2011(9):163-164.
[3] 左丹.螺旋板式换热器的进展情况[J].硅谷,2011(9):27-27.
[4] 李永军.可拆堵死型螺旋板式换热器的制造技术[J].中国化工装备,2014(3):19-23.
[5] 董金善.螺旋板换热器密封端盖结构研究[J].食品与机械,2012(6):180-18.
[6] 张德强.螺旋板换热器外圈板的改进[J].中国化工装备,2014(2):37-40.
[7] 周显雷.螺旋板式换热器强度计算系统的开发及应用[J].中国化工装备,2012(14):17-19.
[8] 国家经济贸易委员会.JB/T4751-2003螺旋板式换热器[S].北京:机械工业出版社,2005.Abstract ID:1003-188X(2017)08-0133-EA
Research and Development on Grain Drying Tower Heat Exchanger Automatic Folding Equipment
Liu Junhua1, Liu Yuqi2, Jia Fuguo3, Pan Ming1, Sun Jianlun1, Xie Shuaitao1
(1.Jiangsu Maritime Institute, Nanjing 211100,China;2.NanJing Institute of Technology, Nanjing 211100, China;3.Northeast Agricultural University, Harbin 150030,China)
This paper is in combination with the present situation of the application in spiral plate heat exchanger and the production of plate flanging, and analysis of its current disadvantages of production. For the technological requirements of sheet material folding,elaboratinggrain drying tower heat exchanger automatic folding equipment and analyzing its operating mechanism. According to the typical structural parameters, designing assembly drawing of the automatic folding equipment and calculating the parameter of main component,providing theoretical basis for automatic folding equipment production, so as to realize the heat exchanger sheet material folding automatic processing,solving the current problem of hand operating and improve the quality and precision of spiralheatexchanger.
grain drying tower; spiral plate heat exchanger; sheet material automatic folding; three-dimensional scanner acquisition; human-computer interaction
2016-07-03
“十二五”国家科技支撑计划项目(2014BADO6B02-2-3)
刘军华(1968-),男,哈尔滨人,高级工程师,副教授,工学硕士,(E-mail) hljljh2003@126.com。
潘 铭(1978-),男,南京人,讲师,(E-mail)352708804@qq.com。
S226.6
A
1003-188X(2017)08-0133-04