关于不锈钢烘筒产品制造监检过程中有关问题的讨论
2017-12-14崔建国郭知农陈为猛
崔建国 郭知农 陈为猛
(江苏省特种设备安全监督检验研究院盐城分院 盐城 224052)
关于不锈钢烘筒产品制造监检过程中有关问题的讨论
崔建国 郭知农 陈为猛
(江苏省特种设备安全监督检验研究院盐城分院 盐城 224052)
本文从不锈钢烘筒产品制造监督检验的实际工作出发,以法规标准为依据,针对其在结构设计、焊接工艺、材料验收、无损检测及过程检验等制造环节中的有关安全技术问题进行分析与讨论,并提出解决这些问题的有效途径。
不锈钢烘筒 监督检验 安全技术 分析与讨论 有效途径
不锈钢烘筒是广泛应用于纺织、印染生产过程中的烘干设备,采用水蒸汽作为热源,烘筒通过支承轴转动,将纱、布等纺织品置于烘筒表面作烘干处理,水蒸汽温度一般在150~175℃,压力0.4~0.8MPa,筒体规格有直径φ570mm、φ800mm,长度700~3000mm等不同系列,筒体材质为不锈钢,封头一般采用碳素钢。近年来随着洗涤行业的发展,不锈钢烘筒被大量运用于烫平机装置,洗涤行业用烘筒已成为易发事故特种设备。为此国家质检总局办公厅以质检办特〔2013〕338号下发了“关于加强小型锅炉、快开门式压力容器和烘缸(筒)安全监察工作的通知”,不锈钢烘筒产品制造安全质量随之成为社会有关部门关注的重点,笔者单位作为不锈钢烘筒产品制造安全性能的监检机构,在产品制造监检过程中,常常发现其设计、制造、检验过程中会出现一些技术质量问题,对于这些问题的处理,有关方面的意见有时会存在差异甚至争议,本文以法规、标准为依据,从安全技术角度对这些问题进行分析、讨论,并提出解决这些问题的有效途径,以达到与业内有关人员交流之目的。
1 关于不锈钢烘筒设计图纸上应遵循的设计制造标准问题
本文讨论的问题在实际工作中常常成为安全监督检查、设计制造许可鉴定评审、制造监督检验、产品出厂验收、事故调查等关注的重点或质疑的焦点。该问题的实质简而言之,就是不锈钢烘筒设计制造应执行什么标准?纺织行业标准FZ9 2065—2006《不锈钢焊接式烘筒》[1]是否一定要在设计图样中引用?对此笔者作如下分析:压力容器设计总图上应当注明其设计、制造所依据的主要法规、标准,目前在我国对于固定式压力容器所遵循的法规是TSG 21—2016《固定式压力容器安全技术监察规程》[2](以下简称《固容规》),而遵循什么标准笔者认为应该由设计者根据设计委托书(技术合同)并针对该产品的特性自行考虑,设计者采用的标准是《固容规》的协调标准,法规(《固容规》)仅对压力容器的安全性能提出基本要求,只靠《固容规》是无法设计制造出压力容器产品来的,压力容器产品的技术要求及质量验收需要通过标准来实现,也就是通常所说的按相应的产品标准来设计制造。对于不锈钢烘筒产品而言,当前国内可供设计单位选用的设计制造标准为GB 150—2011《压力容器》[3]和FZ 92065—2006《不锈钢焊接式烘筒》,设计单位是否可以根据协议和需要采用其中任一标准?答案是否定的,因为FZ 92065—2006已不能再用于不锈钢烘筒的设计制造,理由如下:FZ 92065—2006作为纺织行业标准,多年来未作修订,其标准中4.1条规定:“本产品按GB 150—1998《钢制压力容器》[4]设计、制造、检验与验收”,也就是说该标准在容器设计、制造、检验与验收方面没有提出具体的安全技术要求,而是规定完全执行GB 150—1998,然而GB 150—1998已被GB 150—2011所替代,即GB 150—1998已废止,显然不锈钢烘筒已不能用GB 150—1998进行设计、制造、检验与验收,因而不锈钢烘筒的设计制造遵循FZ 92065—2006标准已不合适。至于有人提出这样的观点:“尽管FZ 92065—2006规定了容器的设计、制造、检验与验收执行1998年代版号的GB 150,但FZ 92065—2006仍然是现行有效标准,在实际工作经常会遇到这样的情况,即产品标准中引用的某些标准带有年代号,而带年代号的标准会被新标准替代,这种情况在国内外标准中屡见不鲜”,对此笔者认为:产品标准中引用的某些带年代号的标准被新标准替代并不影响该产品标准的继续使用,这里需要强调的是这些引用标准通常为试验方法等一些基础性标准,然而在本案中,FZ 92065—2006明确规定本产品按GB 150—1998设计、制造、检验与验收,这是该标准涉及不锈钢烘筒安全质量的核心内容,必须满足法规、安全技术规范的基本要求;而GB 150—1998 已不是《固容规》的协调标准,因而不锈钢烘筒设计制造不能继续使用FZ 92065—2006标准。至于不锈钢烘筒设计制造中径向圆跳动、表面粗糙度、平衡品质等技术细节可由设计者在设计技术条件中参照FZ 92065—2006标准提出具体要求。
2 关于特殊结构的设计问题
不锈钢烘筒常用封头形式为蝶形(如图1所示),这种蝶形封头的结构设计计算完全可以按照GB 150.3—20 11的规定执行;然而由于这种蝶形封头结构存在传热有死角且支承轴距较长等缺陷,故制造单位根据用户的需要研发设计了平板(如图2所示)和S形封头(如图3所示);其中图4所示平板封头由于按照GB 150.3—2011的设计规定,其与筒体连接结构需采用全焊透结构,然而采用全焊透结构由于填充金属量过大会导致筒体焊接严重变形甚至受损,故在实际制造过程中不被使用,因而实际使用的接头会设计成部分焊透的连接结构(如图5所示)。图3所示的S形封头由于较好地整合了上述两种封头的特点,因此被广泛使用,然而这种封头结构按GB 150.3—2011则无法进行设计计算。对于上述特殊结构的设计问题,笔者认为应把握以下几个方面:一是烘筒设计单位对于封头结构无法按照GB 150.3—2011进行设计计算时,应该对封头结构进行应力分析和评定;二是设计单位无能力对封头结构进行应力分析和评定时,应该由其委托具有相应资格的单位进行应力分析和评定;三是应力分析和评定报告应作为压力容器强度计算书的内容之一;四是应力分析和评定报告中应附所分析封头的具体结构尺寸,且与烘筒设计图纸相一致,并按照JB 4732—1995《钢制压力容器—分析设计标准》[5]的规定提出相关的技术要求(如封头成型后的最小厚度、焊接质量验收等);五是在实际制造过程中要严格按照设计技术要求进行检查验收。

图1 蝶形封头不锈钢烘筒
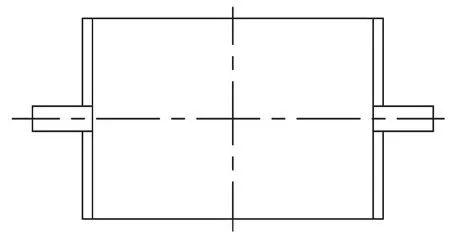
图2 平板封头不锈钢烘筒

图3 S形封头不锈钢烘筒

图4 GB 150.3—2011 D.4图D.11a)

图5 实际使用的接头形式
3 关于轴头法兰螺栓连接强度的计算(校核)问题
从图6可知:不锈钢烘筒的本体是通过封头上凸缘法兰与轴头相连接,这就带来了轴头法兰螺栓连接结构设计的安全可靠性问题,多年来设计单位对其结构的设计是根据使用经验来确定的,而未提供相应的设计(或校核)计算书。对此笔者认为应按以下原则处理:如轴头与封头连接结构采用使用经验进行设计,应遵循GB 150.3—2011附录D(规范性附录)对比经验设计方法的规定,设计单位应提供相应的设计说明书;当采用力学方法计算(校核)时,应按照GB 150.3—2011表7-6活套法兰进行计算(校核),其松式法兰及其载荷作用位置见GB 150.3—2011图7-1 a-1)、b-1),这里应注意的是:由于该设计计算方法仅适用于承受流体静压力(设计内压力)及垫片压紧力作用的螺栓法兰连接的情况,不适用于凸缘法兰承受轴向载荷和外弯矩的情况,本案中由于连接轴头作为烘筒的支承结构,因而在支承点会产生支座反力W和附加外弯矩M,根据受力平衡原理在轴头法兰处同样会产生附加外弯矩M,轴头法兰受外载荷状况如图7所示,影响轴头法兰附加外弯矩由烘筒受到的外载荷决定;烘筒轴头法兰承受的外载荷应考虑以下载荷:1)烘筒的自重(包括内件),以及正常工作条件下或压力试验状态下内装水的重力;2)熨烫织物对烘筒作用引起的外加载荷(注:1000mm长的筒体上均布10000根纱,每根纱承受25g的拉力);3)轴头旋转作用力;4)离心载荷等。由于烘筒操作工艺对其旋转速度的限定(每分钟小于8转),故第3)、 4)项外载荷可不计入计算中,因此仅考虑第1) 、2)项外载荷产生的附加外弯矩对轴头法兰螺栓连接强度的影响,关于附加外弯矩M可通过已知条件计算得到;此时可参照HG/T 20582—2011《钢制化工容器强度计算规定》[6]“外载荷作用下法兰当量设计压力的计算”的方法计算出法兰当量设计压力pe,其计算公式为:
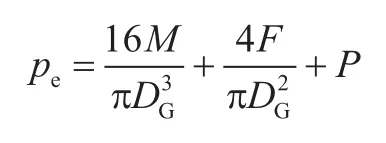
式中:
pe——当量设计压力,MPa;
P——设计内压力,MPa;
M——外力矩,N·mm;
F——轴向外载荷,N,此处为0;

图6 烘筒结构示意图
DG——垫片载荷位置处的直径,mm,按GB 150法兰设计中的有关规定。
然后将pe替代GB 150.3—2011表7-6中的计算压力就可对轴头法兰螺栓连接强度进行计算(校核)。

图7 轴头法兰受外载荷状况
4 关于筒体纵缝采用单面焊双面成型焊接工艺的问题
从监检过程及一些产品质量事故中发现,不锈钢烘筒纵焊缝背面成型不理想,甚至未焊透、根部未熔合现象时有发生。究其原因,目前大多数制造单位采用GTAW单面焊双面成型工艺焊接筒体纵缝,由于焊工操作技能及焊接工装的能力不足,导致该工艺稳定性得不到保证,那么应该如何对实际使用的纵缝焊接工艺作出评价?笔者认为应该重点把握以下两点:1)对单面焊双面成型工艺进行验证,如果焊缝无论经RT检测,还是外观检验,均未发现上述缺陷,证明其工艺是成熟的,反之,就是不成熟的。对于不成熟的工艺,就应对原工艺进行修正,最可靠的方法就是在原焊接工艺的基础上增加背面焊道,以有效避免背面未焊透、根部未熔合等焊缝缺陷的发生。2)应将背面焊缝成型作为重点检查项目,对制造单位应指定专门检验人员对该焊缝作逐条外观检验;对监检机构,监检员应采取现场重点抽查的办法,来严格控制焊缝外观质量。
5 关于射线检测时机的问题
有许多制造厂筒体焊缝的射线检测是在辘圆前进行,这样的工序安排是否合理?辘圆是通过挤压装置对筒体内壁进行挤压最终达到筒体校圆的目的,这种挤压力对筒体纵缝在径向上形成压应力,在环向上形成拉压力,从而会导致焊缝由于外加应力的作用而产生新生缺陷,如采用辘圆后对纵缝实施射线检测,可及时有效发现新生缺陷而不至于漏检。因而在辘圆前进行射线检测是不合理的。
6 关于射线检测底片的定位问题
监检人员在审查烘筒射线检测报告、底片布置图时会发现:在烘筒产品上底片的具体位置难以追踪核对。其根本原因是射线底片标记因不锈钢材料不能采用钢印标注,而只能采用色标的方法标注,但筒体在经过辘圆及表面抛光处理后,色标无法保留,加之筒体上不开孔,造成射线检测布片图定位缺少了参照点。为保证射线底片位置的可追溯性,建议制造单位可采取如下定位方法:在封头与筒体组装后,直接在烘筒一侧封头对应于筒体纵缝的外表面用钢印标注的方法移植焊缝色标编号,以钢印位置作为参考点确定底片布置图。
7 关于筒体材料入库验收及复验的问题
1)目前不锈钢烘筒筒体用板材几乎都是卷板开平,而绝大多数烘筒制造厂没有卷板开平设备和能力,仅是委托钢材经销商根据本厂所需要的长度尺寸开平,采购数量根据实际产品产量的需要,从几张到几十张不等,由于卷板开平后的头部和尾部尺寸不符合使用要求,制造厂一般不采购,但材料原始标志均在卷板的头部,故而开平后的每张钢板上就没有了材料原始标志,从而导致无法进行入厂验收,那么对于这样的问题应如何处理?笔者认为恰当的做法是:制造厂将入厂验收中的材料标记移植关口前移,即在开平时就进行材料原始标志移植,把卷板上的材料原始标志标注在每张开平板上,其内容至少应包括材料标准号、钢号、炉批号、规格等。
2)有的纺织印染企业,对不锈钢烘筒抛光后的表面硬度较高,指定使用按GB/T 3280—2015《不锈钢冷轧钢板和钢带》[7]标准供货的06Cr19Ni10不锈钢冷轧板。另外,市场上不易采购到按GB 24511—2009《承压设备用不锈钢钢板及钢带》[8]供货的厚度≤2.5mm的板材,因而制造厂往往只能选择GB/T 3280—2015标准的钢板。那么此类材料是否可以使用?若允许使用,又怎样进行入库验收?
笔者认为此类材料是可以使用的,但应遵循以下处理原则:一是应办理材料代用手续;二是应按照GB 150.2—2011中3.2的规定,在入库验收时核查材料质量证明书中技术数据(如磷、硫含量,强度指标)应不低于GB 24511—2009中相近钢号的要求。
8 关于不锈钢烘筒过程检验应重点关注的几个问题
1)关于对凸形封头直边段加工后最小厚度的控制。制造厂在对封头检查验收时,往往仅关注曲面部分的厚度,而忽略直边段的厚度,由于不锈钢烘筒制造特点所致,凸形封头与筒体采用搭接结构,直边段必须与筒体内壁紧密贴合,贴合长度大于或等于3倍的封头计算厚度。为了保证直边段与筒体紧密贴合,封头直边段(外圆)需根据筒体内径的尺寸进行车加工,加工会导致直边段厚度减薄,其实测最小厚度可能达不到设计要求。因此,对不锈钢烘筒封头直边段加工后最小厚度的检查验收,应作为监检工作的重点控制项目之一。
2)关于对平封头与筒体焊接坡口尺寸的控制。如本文“2 关于特殊结构的设计问题”所述,平封头与筒体焊接结构设计为部分焊透型式,因而保证其坡口尺寸达到设计要求对烘筒安全运行至关重要,如果平封头与筒体组焊的坡口尺寸不能达到设计要求时,易诱发安全事故,历史上就曾发生过类似事故案例,因而在制造过程中严格控制该坡口尺寸十分必要。
3)关于对筒体焊缝错边量的从严控制。以筒体厚度4mm为例,如果按照GB 150.4—2011第6.5.1条的规定,焊缝错边量可达到1mm,由于不锈钢烘筒制造工艺的特殊性,其筒体内外表面经过打磨、辘圆、抛光处理后,最终焊缝(母材)处厚度可能只有2mm,对产品安全性能带来不利影响。因此,笔者认为不锈钢烘筒筒体上的焊缝错边量应从严控制,建议制造厂将错边量控制在GB 150.4—2011规定的一半范围内,按照制造厂现有的工装能力和技术水平,这种要求是科学合理的,也是能够实现的。
9 结束语
综上所述,由于不锈钢烘筒产品结构的特殊性,因此,在产品设计制造过程中,应充分考虑其结构设计、焊接工艺、材料验收、无损检测及检验等环节的特定要求,提出有针对性的控制措施,使其满足法规标准的要求,以从源头上消除事故隐患,确保产品的安全可靠性。
[1] FZ 92065—2006 不锈钢焊接式烘筒[S].
[2] TSG 21—2016 固定式压力容器安全技术监察规程[S].
[3] GB 150—2011 压力容器[S].
[4] GB 150—1998 钢制压力容器[S].
[5] JB 4732—1995 钢制压力容器-分析设计标准[S].
[6] HG/T 20582—2011 钢制化工容器强度计算规定[S].
[7] GB/T 3280—2015 不锈钢冷轧钢板和钢带[S].
[8] GB 24511—2009 承压设备用不锈钢钢板及钢带[S].
Discussion on the Related Problems in the Supervision Inspection Process for Stainless Steel Cylinder Product Manufacturing
Cui Jianguo Guo Zhinong Chen Weimeng
(Special Equipment Safety Supervision and Inspection Institute of Jiangsu Province Yancheng Branch Yancheng 224052)
This article studied stainless steel cylinder manufacture supervision and inspection according to the actual work. Based on the regulations and standards, safety related technical problems of its structure design, welding technology, material inspection and process inspection, nondestructive testing and other manufacturing link were analyzed and discussed; and the effective ways to solve these problems were put forward.
Stainless steel cylinder Supervision and inspection Security technology Analysis and discuss Effective way
X933.4
B
1673-257X(2017)11-0027-05
10.3969/j.issn.1673-257X.2017.11.008
崔建国(1962~),男,本科,副院长,高级工程师,从事特种设备检验检测研究工作。
崔建国,E-mail: ycgjscjg@163.com。
2017-05-08)