差速器半轴齿轮冲孔切边复合工艺探讨
2017-12-13孟江涛洛阳华冠齿轮股份有限公司
文/孟江涛·洛阳华冠齿轮股份有限公司
差速器半轴齿轮冲孔切边复合工艺探讨
文/孟江涛·洛阳华冠齿轮股份有限公司
在差速器直齿锥齿轮生产的历史中,其生产工艺经过了数次变革。二十世纪八十年代以前,差速器直齿锥齿轮大多沿用传统的切削加工锥齿齿形,即采用格里森刨齿机刨齿成形,不仅浪费材料,而且生产效率极低;因而,进入二十世纪九十年代,精锻直齿锥齿轮因具有节能、节材、结实耐用等优点,逐渐取代了传统的切削齿轮,此先进工艺已被齿轮行业及采购商乐于接受,但精锻直齿锥齿轮经过近二三十年的发展、提升,节约材料这一主题始终没有达到最佳效果。
现在的精锻直齿锥齿轮,其基本工艺为:下料→剥皮→一火两锻→冷切边→抛丸→钻内孔→车外轮廓→精车内孔→拉削内花键→清洗→热处理渗碳淬火→抛丸→磨削安装基准面。锥齿轮加工行业,一直在外轮廓机加工余量上下功夫,但此机加余量又受上下模具中心错移量及锻造设备上滑块与导轨之间间隙所限,使得直齿半轴锥齿轮锻坯径向余量只能控制在1.5mm左右,而对于半轴齿轮的内孔材料,一直没有得到有效利用,特别是对于大孔径(φ50mm~φ70mm)齿轮,仍采用钻削去除内孔原材料,这样不仅加工效率低、钻头消耗高,而且也严重浪费原材料。
为了提高精锻直齿锥齿轮的材料利用率及机加工(免钻孔)效率,我们特意设计了一种半轴齿轮精锻模(使得锻造时内孔拉伸足够深,连皮足够薄且二次精锻时使连皮轴向错移,便于后序冲孔、切边时,达到一次性先冲孔后切边)。半轴齿轮精锻模见图1。

图1 半轴齿轮精锻模
差速器半轴齿轮经选料规格、一火两锻多次试锻,终锻造出节材、令人满意的锻件,其关键之处在于,二次精锻时,不仅使渐开线直齿锥齿齿形精度得到了校正,齿轮锻件内孔得到了进一步的拉伸,更重要的是锻件内孔连皮在内孔进一步拉伸过程中产生了轴向错移,使连皮处的金属纤维遭到了破坏,更有利于后续冲孔切边复合工序,同时达到冲去精锻时齿轮的内孔连皮及开式锻造外周产生的齿形飞边。冲孔切边复合模结构见图2。

图2 冲孔切边复合模结构
该半轴齿轮冲孔切边复合模,包括自上而下设置的冲孔装置(上模底板、专用冲头座、专用冲头)、切边装置(切边下齿形模、切边下模座)、自动挡料装置及电器等附件(行程开关、电磁阀、PLC装置、气源、通气管道)。上模底板通过螺栓连接紧固于切边压力机的上滑块上,专用冲头座先与专用冲头用螺栓连接牢靠,再用螺栓紧固于上模底板上,这样切换产品时,仅需将专用冲头座与专用冲头一起卸下,调换专用冲头后,作为一个整体连接于上模底板上,即完成了冲孔装置的调换。切边装置中的切边下齿形模外径与切边下模座上端的凹止口内径属小间隙配合。自动挡料装置又含有两个专用气缸以及与之相连接的长方体挡块。专用气缸与长方体挡块连接后,整体紧固于切边下模座侧壁上。最后将电器附件固定牢靠,线路连接规范,整个冲孔切边复合模机构即大功告成。上述机构完成半轴齿轮的冲孔切边,包括以下步骤:
步骤一:将已锻造成形的齿轮锻坯置于切边下齿形模内,启动压力机,按下滑块下行按钮,滑块开始下行,专用冲头随之下行,专用冲头最下方的小端面先接触齿轮锻坯柄部冲孔连皮的上端面,冲孔装置继续下行完成冲孔工序。
步骤二:冲孔装置继续下行,专用冲头的二层台阶与齿轮锻坯柄部端面接触,随着冲孔装置的继续下行,齿轮锻坯随之下行,完成齿轮锻坯外周齿形飞边的切除工序,此时齿轮锻坯和冲孔装置整体继续下行至压力机的下死点。
步骤三:行程开关将信号通过PLC装置传递给电磁阀,通过电磁阀控制专用气缸的进、排气,使得专用气缸中的活塞杆被动伸出,使挡块伸出(图3)。
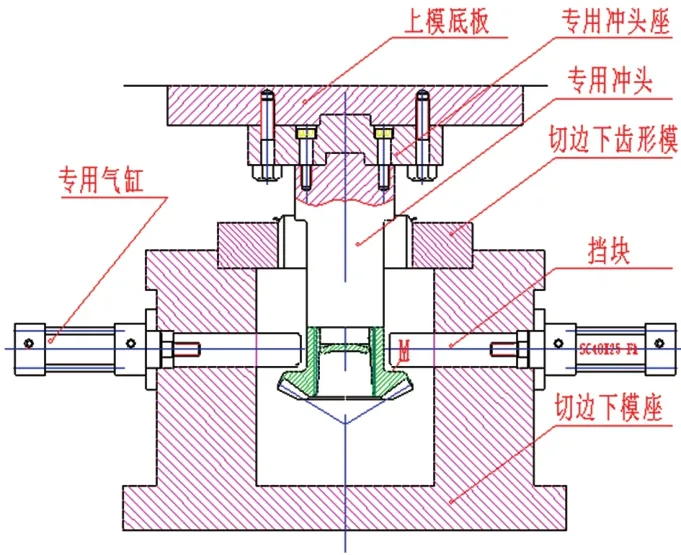
图3 挡块动作原理
步骤四:当冲孔装置回升时,齿轮锻坯瞬间也会随专用冲头回升,当齿轮锻坯止推面与挡块接触时,挡块将阻止齿轮锻坯回升而使齿轮锻坯与专用冲头脱离,落入切边下模座底部的缓冲垫上,而冲孔装置继续回升至压力机的上死点。
步骤五:行程开关将信号通过PLC装置传递给电磁阀,通过电磁阀控制专用气缸的进、排气,使得专用气缸中的活塞杆被动缩回,使挡块缩回。
本创新结构的有益效果在于:冲孔切边复合模一方面能够有效完成先冲孔后切边而避免使专用冲头嵌入齿轮内孔而无法拔出的被动局面;另一方面又能免除先冲孔引起的齿轮磕碰以及后切边带来的多工序作业,提高了机加工的生产效率。
通过本文所述的新型拉伸内孔精锻差速器半轴齿轮及与之相关联的冲孔切边复合模机构的综合运用于生产实践,使精锻半轴齿轮的原材料利用率提高了8%,减少了锻造前加热的电耗,更为关键的是省去了效率低、刀具消耗大的钻孔工序,也排除了半轴齿轮机加工过程中的瓶颈工序,为半轴齿轮的顺畅生产奠定了坚实基础。因半轴齿轮属规模化生产件,每月少则十数万件,多则二十余万件,由此产生的综合经济效益十分可观。
