环保型废油再生基础油工艺简述
2017-12-11孟宪雨孙风成
孟宪雨,孙风成
(烟台恒邦化工有限公司,山东 烟台 264117)
环保型废油再生基础油工艺简述
孟宪雨,孙风成
(烟台恒邦化工有限公司,山东 烟台 264117)
新的环保形势下,润滑油发展方向必须适应新的环保要求,废润滑油不经处理排放,势必造成环境污染,而废润滑油中大部分组分并未变质,可以通过精制再生。传统的废油再生工艺由于其本身技术缺陷,存在二次污染的致命缺点,文章主要阐述了新环保形势下,一种新型无污染的环保型废油再生工艺。此工艺废除了旧的废油再生工艺中硫酸、白土等污染源,利用自己独立研发的蒸馏装置、萃取溶剂及脱色砂再生工艺,保证生产安全、环保,彻底实现从蒸馏至最后产品,工作环境安全、密闭、无三废产生。生产的基础油成本低、质量好、收率高,无废水、废气、废渣三废的产生,产品质量远远超过传统的“老三套”工艺生产的Ⅰ类基础油,产品指标达到Ⅱ类基础油的指标,符合当前形势下国家的新型环保政策要求。
环保;废油;再生;回收率
0 引言
后世界经济危机时代,各国必然要进行大规模产业结构调整和产品升级,但都离不开对润滑油的大量需求,而国内中国石油、中国石化、中国海油三大基础油生产企业其产量远远满足不了市场需求。2009年10月,中国物资再生协会在北京召开了首次再生油专业委员会,并聘请专家学者成立了再生油专家组,专门研究开展废油再生问题。我国年消耗600多万t润滑油,按50%~70%回收再生计算,将再生基础油300多万t,这样不仅仅能够节省成本,更对节能减排,发展循环经济都有重要的意义。但是传统的废油再生工艺有着致命的缺点,就是再生基础油的同时带来二次污染,所以开展环保型废油再生工艺的开发、推广势在必行[1]。
1 传统废油再生工艺
1.1蒸馏→酸碱精制→白土补充精制工艺
这种工艺形成的时间比较早,其方法是废油经过蒸馏后,分成塔顶油、侧线油和渣油。侧线油在一定的温度下加入硫酸反应,将反应中的氧化胶质沥青质形成酸渣沉降分离后,经碱中和,再经白土补充精制后,过滤,取得再生油。这种工艺的缺点是:基础油质量差、收率低、二次污染严重。此种工艺已经被淘汰。
1.2沉降→蒸馏→酸洗→钙土精制工艺
本工艺的主要特点是在白土精制前,先用石灰粉加入酸洗油中,使其中和游离硫酸根和石油磺酸根,以减少价格较高的白土用量,待反应结束后加入活性白土进行吸附精制。该工艺可以减少白土用量,降低成本。
1.3白土高温接触无酸再生工艺
本工艺的特点是取消了硫酸精制工艺。油品经白土预蒸馏后,直接送入管式-蒸馏联合精制装置循环加热精制,炉管中注入水蒸汽,精制温度为360~380 ℃,添加剂在高温下和白土催化接触中被分解。为了防止油品氧化,降温过滤后加入T501。该工艺再生质量好,但存在着白土用量大、润滑油收率低、设备腐蚀严重、炉管堵塞运行周期短、操作条件较为苛刻等缺点,故不宜在我国全面推广该工艺。
1.4蒸馏→糠醛精制→白土精制工艺
该工艺特点是采用深度分馏而得的馏分油,用糠醛精制,溶剂比例根据馏分油不同为1.5~3.5∶1,然后再用白土补充精制即可获得Ⅰ类基础油,抽余油部分回收糠醛后作为燃料油使用。该工艺收率高、质量好,但是工艺流程长、设备复杂、投资高,同时由于糠醛回收温度高,加热炉能耗高。
1.5蒸馏→固体酸精制→白土精制工艺
这是近年流行的一种工艺,该工艺投资费用低、操作费用适中、产品质量可控、对废油品质要求不严,但是这种黄色的固体酸,极易吸潮挥发,储存与操作环境差,同时装置开工周期短,生产过程产生大量废气、废水、废渣,处理不当容易产生二次污染。
目前,随着环境保护相关规定越来越严格,环保型废油再生工艺是行业内的大趋势。经过大量的实验,自主研发了一种无三废、收率高、能耗低、质量高的废油环保型再生工艺。目前已运行三年,产品质量稳定,能够达到清洁生产的要求。
2 环保型废油再生工艺简述
2.1原料来源及性质
润滑油在使用过程中,其各项指标不断劣化,当达到一定程度时就必须换油,因此产生大量的废润滑油。废润滑油不经处理排放,势必造成环境污染,而废润滑油中大部分组分并未变质,可以通过精制再生,因此废润滑油再生具有经济和环保双重意义。在废润滑油再生过程中,废润滑油的集中回收是非常重要的一步。目前针对生产基础油的废润滑油,没有对应的国家和行业标准,笔者根据多年实际经验,制定出了自己的企业标准,见表1。
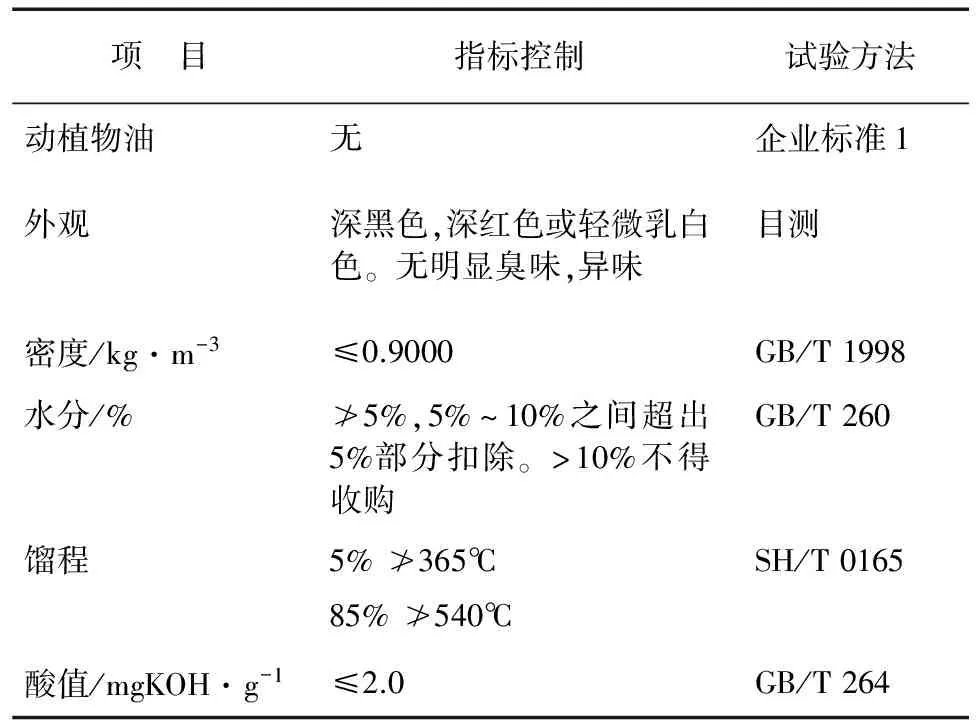
表1 生产基础油的废润滑油质量控制指标
注:未注明必检的项目,由部门主管以上人员依据油品品质而定增加或减少该项目。
2.1.1 动植物油
这个指标为无,因为如果有动植物油,废润滑油在蒸馏塔减压蒸馏过程中,在一线段会出现凝胶状物质,堵塞填料,降低真空度,缩短开工周期。为了缩短化验周期,制定企业标准的试验方法来快速判断动植物油的情况,方法如下:取一定量脱水后废油油样(50 g),加热至90~100 ℃,加入10 g左右氢氧化钾连续搅拌(5~10 min),待油冷却至常温后,倒入水中检查是否有皂化现象,如有则证明有动植物油混在废润滑油中,不能使用,反之则无。
2.1.2 外观
废内燃机油一般呈深黑色,有轻微汽柴油味。废工业用油一般呈深红色或带有轻微乳白色。
2.1.3 密度
密度执行国标GB/T 1998,控制指标为≤0.9000 kg/m3,为了防止重质油和非标减线油混入其中,污染产品质量。
2.1.4 水分
水分执行国标GB/T 260,控制指标为≤10%。因为水分的存在影响产品真空度,使装置波动、不稳定,同时,过量的水分会在塔顶随着塔顶油一起蒸出,形成大量的含油废水,COD非常高,处理成本高。
2.1.5 馏程
馏程执行行业标准SH/T 0165,5%馏程不小于360 ℃,85%馏程不大于540 ℃。润滑油的馏程范围为360~540 ℃。为了保证润滑油的回收率,则规定5%馏程不小于360 ℃,85%馏程不大于540 ℃。
2.1.6 酸值
酸值执行国家标准GB/T 264,要求小于2.0 mgKOH/g。此标准为了防止非标减线油混入其中,影响产品质量,同时保护蒸馏设备免受损失。
总之,废润滑油中成分复杂,多以非直链的烃类为主,生物降解困难,每年国内的废润滑油产量为几百吨,相当于一个中型油田的全年产量,集中运输、储存是非常关键的。
2.2工艺流程
环保型废油再生工艺流程见图1。
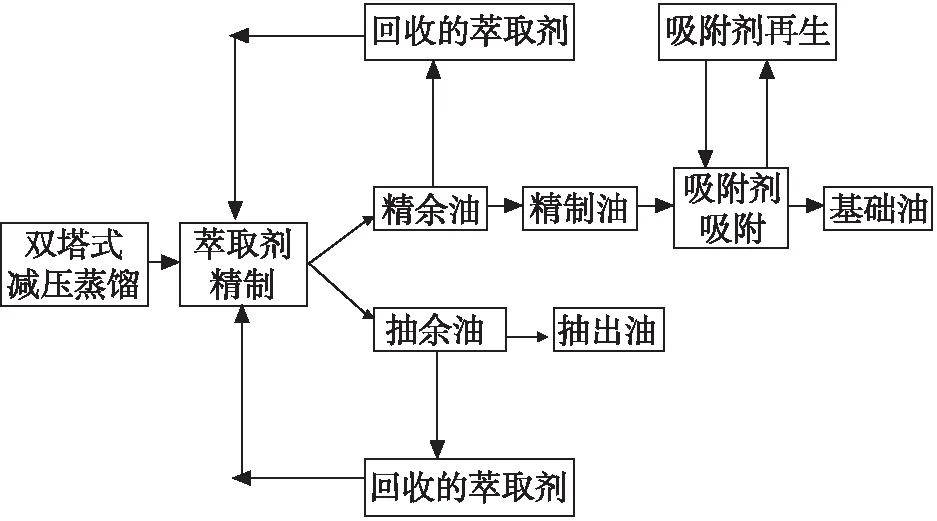
图1 环保型废油再生工艺流程
2.3工艺简述
2.3.1 双塔式减压蒸馏
现在传统的蒸馏塔为一次气化,切割轻、重组分,而废润滑油中除了水、杂质外还有各种添加剂,在蒸馏过程中极其容易结焦,堵塞填料,缩短加工周期。本工艺利用双塔独特设计,很好地解决了该问题。两塔分别回收轻质油与重质油,轻质油塔在低温情况下将轻质油全部蒸出,减少结焦;重质油塔原料来源于轻质油塔,轻质油组分含量几乎没有,则真空度高,能够降低加热温度。两个塔上部打回流,改善产品质量,集油槽下部有冲洗段,减少夹带及填料堵塞,提高生产周期。从塔结构上来看,下部是横卧椭圆型膨胀空间设计,使原料有足够的气化空间,这样使塔的高度大大降低;同时下部缩径,大大减少重组分的停留时间,减少裂化,使加工周期为传统工艺的一倍多。次工段的主要控制指标为:双塔的真空度小于-98 kPa,轻质油塔进料温度为330~340 ℃,重质油塔进料温度为360~365 ℃;双塔的液位控制要低,轻质油塔液位控制整体液位计10%~15%,重质油塔液位控制整体液位计5%~10%以防止裂解。
2.3.2 萃取剂萃取工序
传统工艺常用的溶剂有糠醛、苯酚和N-甲基吡咯烷酮,但是这三种溶剂毒性高,且容易结焦,沸点高,为脱净溶剂需要单上一台加热炉,能耗高。本工艺中采用混合萃取剂,其特点是稳定,不易结焦,装置运行周期长,沸点低,无需加加热炉,只需用系统导热油即可脱除,精制反应温度低,能耗低,收率高,比糠醛精制收率高3%~5%,产品质量大大改善。其中分为精余油和抽余油,分别回收萃取剂,萃取剂返回萃取工段,重复使用,剩余部分为精制油与抽出油,抽出油作为燃料油产品,精制油进入下一工段。次工段的主要控制指标为:原料与萃取剂充分接触,在塔内停留时间为2~3 h,萃取温度为50~65 ℃。
2.3.3 吸附剂吸附工序
本工艺采用脱色砂脱色替代传统的白土补充精制工艺,使产品质量大大提高,并且废脱色砂可回收再生,降低成本,同时解决固体废弃物的排放,保护环境。由于此操作在密闭条件下进行,减轻了劳动强度,提高了操作环境。次工段的主要控制指标为:固定床压力控制为0.2~0.4 MPa,温度控制为(80±5)℃。
经过上述环保型废油再生工艺生产的基础油,产品质量远远超过Ⅰ类基础油的质量,甚至有些指标已经达到Ⅱ类油的指标要求。具体指标分析结果见表2。

表2 基础油质量分析结果
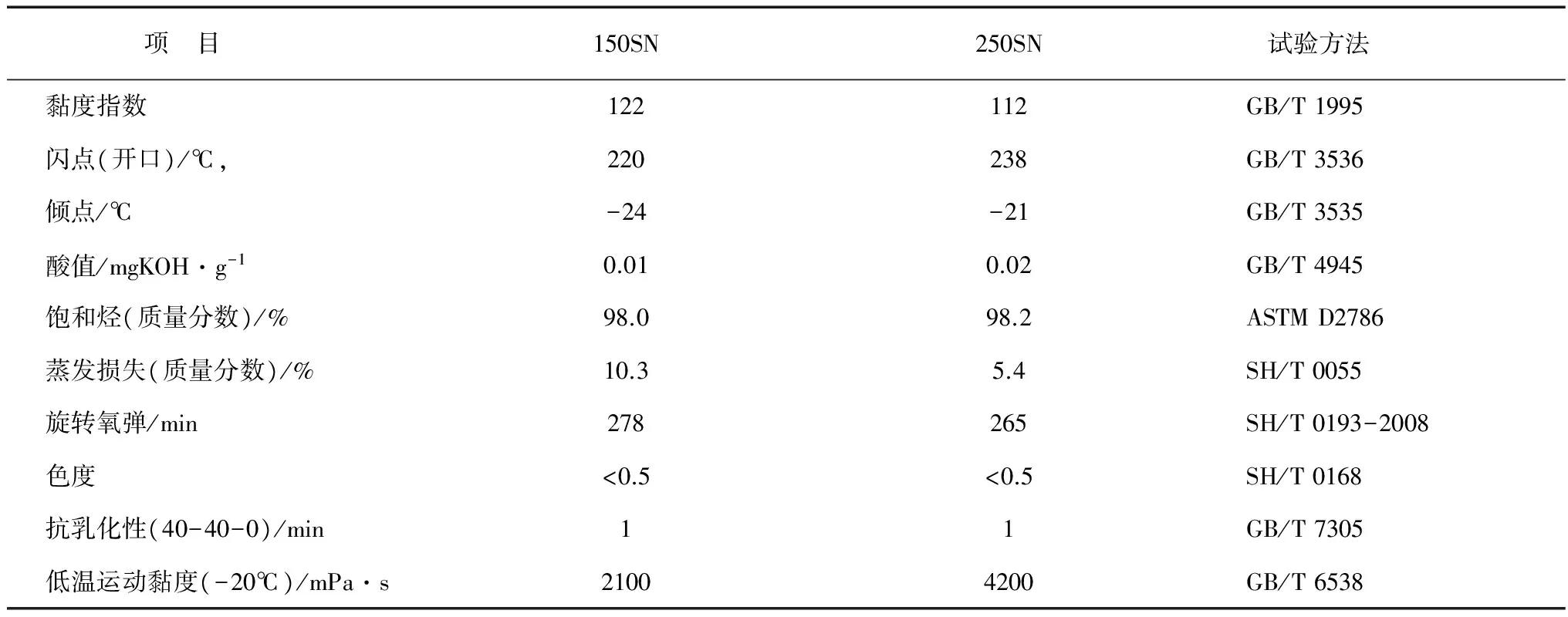
表2(续)
3 产品的应用
利用再生的基础油调合生产HM46抗磨液压油,执行标准为GB 11118.1,其产品质量分析见表3。
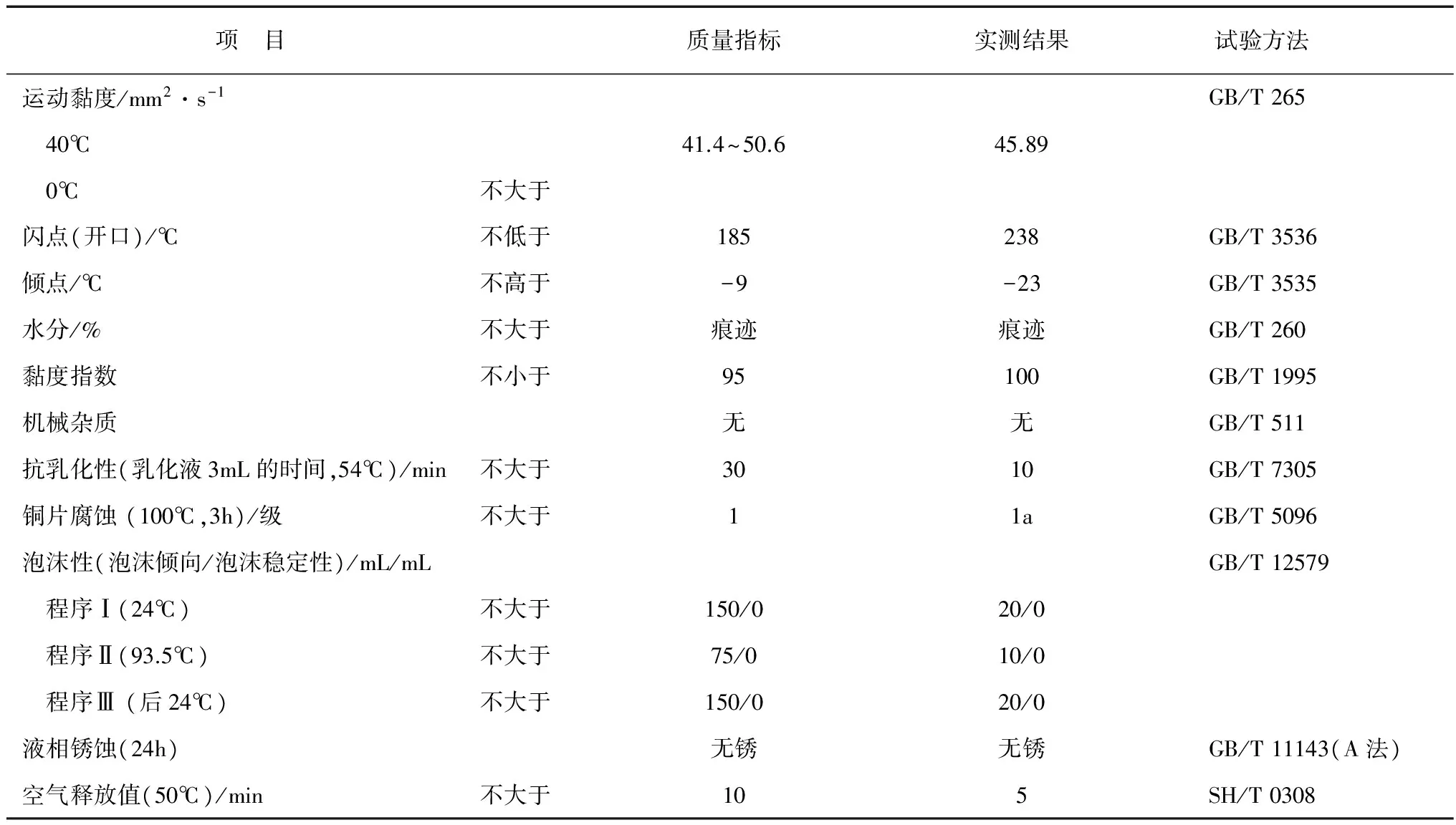
表3 46#抗磨液压油质量分析
从表3看,再生基础油生产的HM46抗磨液压油,产品质量远远超过国家标准,能够达到再利用的质量要求。
4 结论
经过环保型废油再生工艺生产的基础油产品质量好、收率高、无三废,符合现在国家的环保法规要求。
[1] 洪凤林.废油再生生产工艺[C]∥大连润滑油技术经济论坛论文专辑,2011:355-359.
An Environmental Friendly Regeneration Process of a Base Oil from Waste Oil
MENG Xian-yu, SUN Feng-cheng
(Yantai Humon Chemical Industry Co., Ltd., Yantai 264117, China)
In the new situation of environmental protection, the development direction of lubricants must adapt to the new environmental protection requirements. Waste lubricating oils are discharged without treatment, which is bound to cause environmental pollution. However, most of the components in the spent lubricating oil don' t go bad and can be regenerated by refining. Due to its technical defects, the traditional waste oil recycling process has fatal defects of the secondary pollution. In this paper, under new environmental protection situation, a new type of pollution free environmental friendly waste oil regeneration process is described. Pollution sources of sulfuric acid, clay and so on in the old waste oil recycling process are abolished, and the independently developed distillation unit, extraction solvent and decolorization sand regeneration process are utilized to ensure the production safety and environmental protection. From the distillation to the final product, the working environment is safe and airtight, and no three wastes are produced. The produced base oil has the advantages of low cost, good quality and high yield without waste water, waste gas and waste residue. The product quality is far more than that of group I base oil produced with the traditional “three sets” process, and product indicators meet the requirements of group II base oil according with the country' s new environmental policy requirements under the current situation.
environmental protection; waste oil; regeneration; recovery yield
10.19532/j.cnki.cn21-1265/tq.2017.06.012
1002-3119(2017)06-0061-04
TE626.3
A
2017-06-02。
孟宪雨,工程师,学士,2004年毕业于烟台大学化学工程与工艺专业,现从事炼油及润滑油生产、研发工作。E-mail:ytdxmxy@163.com
