分区域变参数FDM3D打印设计与试验
2017-12-09赖周艺
赖周艺
(深圳信息职业技术学院中德学院,广东 深圳 518172)
分区域变参数FDM3D打印设计与试验
赖周艺
(深圳信息职业技术学院中德学院,广东 深圳 518172)
FDM(Fused Deposition Modeling,熔融沉积成型)是目前应用最广的3D打印技术之一。打印时间、表面精度和耗材成本是影响FDM3D打印推广应用的三大难点。作者提出对FDM3D打印的模型进行新的区域划分,且不同区域采用不同层厚和打印速度,在不增加耗材成本和不降低模型表面精度的前提下,明显减少打印时间。作者设计了试验模型,详细研究了分区域变参数FDM3D打印过程,通过实验证明了分区域变参数FDM3D打印的可行性,为后续深入研究提供了重要参考。
3D打印;FDM;分区域变参数;打印时间;试验
引言
3D 打印技术(3D Printing Technology)近年来受到社会公众的热切关注,被认为是最近20年来世界制造技术领域的一次重大突破。熔融沉积造型(FDM,Fused Deposition Modeling)因其设备成本低、打印过程无毒气和无化学污染、容易实现小型化,是目前应用最广的3D打印技术之一[1]。打印时间、表面精度和耗材成本影响FDM3D推广应用的三大难点[2-3]。FMD3D打印的本质在于分层制造,打印时间及表面精度与控制软件切片计算密切相关[4]。目前控制软件主流切片计算如CuraEngine,slic3r,makerwat等均采用相等分层厚度,由此会产生模型表面精度与打印时间之间的矛盾:分层厚度小,模型表面精度有保证,但打印时间长;反之,分层厚度大,打印时间缩短,但易导致模型表面精度差。有学者对高度方向自适应分层[5-6],但在软件上实现还相当困难,目前FDM 3D打印机及主流控制软件(Cura,Repetier-Host)尚无此功能,还停留在理论研究阶段。作者提出在FDM3D打印过程中对模型进行分区域变参数打印,设计试验模型和打印过程,结合实验探索在不增加耗材成本和不降低模型表面精度的前提下减少FDM3D打印时间。
1 分区域多参数FMD 3D打印
现有FDM3D打印以填充模型为主,打印时整个模型采用相同层厚(如图1a)所示),表面采用较慢打印速度,从而获得较好模型表面精度;内部网格填充则采用较快打印速度,减少打印时间[7]。FDM3D打印是分层累加的增材制造,在累加过程中模型表面层与层之间会有阶梯产生,一般称之为“阶梯效应”[8]。较小的层厚可降低台阶的高度,从而改善模型表面粗糙度;较小的打印速度可以提高每层打印轮廓侧面的光顺性,也可以改善模型表面粗糙度。本文提出将模型分为表面、次表面和内部网格填充(如图1b);表面采用小层厚和较慢打印速度以保证模型表面精度,次表面采用中等层厚和中等打印速度以保证其与表面的结合强度和减少打印时间,内部网格填充则采用大层厚和较快打印速度以减少打印时间。

图1 FDM 3D打印分区域和分层示意图Fig.1 schematic diagram on partitioning and layering of FDM 3D printing
2 FMD3D打印件实验设计
为了验证FMD分区域变参数3D打印的可行性,设计了如图2所示实验打印件,长宽高分别为10.0×10.0×0.8mm,侧表面密封而内部网格填充,顶面和底面无密封。实验设备为图3所示开源FDM3D打印机(弘瑞Z300),切片软件为CuraEngine,喷嘴直径为0.4mm,适用耗材为φ1.75mm的 ABS丝材或PLA丝材,打印层厚范围为0.1-0.4 mm。
图2 FMD3D实验打印件Fig.2 Experimental part for FDM3D printing

图3 FDM3D打印机(弘瑞Z300)Fig.3 FDM 3D printer (HORI Z300)
图4a)所示为常规FMD3D打印分区域与分层示意图。目前FDM3D打印的最小层厚以0.1mm为主,因此图4a)所示模型以0.1mm的层厚进行分层,层数为8(模型高度0.8mm÷0.1mm/层=8层)。参考FDM3D打印常用的参数设置,表面打印速度设定为20.0mm/s,内部填充打印速度设定为40.0mm/s。
图4b)所示为分区域变参数FMD3D打印示意图,表面分层层厚为0.1mm,层数为8,打印速度为20.0mm/s;次表面层厚为表面层厚的两倍(即0.2mm),层数为4,打印速度取表面打印速度(20.0mm/s)与内部填充打印速度(40.0mm/s)的中间值,即30.0mm/s;内部填充层厚为次表面层厚的两倍(即0.4mm),层数为2,打印速度为40.0mm/s。
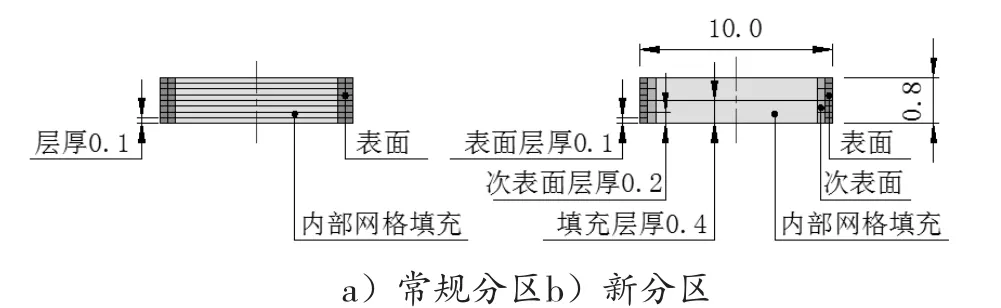
图4 FMD3D实验打印件分区域与分层示意图Fig.4 Schematic diagram on partitioning and layering of FDM 3D print experimental part
FMD分区域变参数3D打印过程如图5所示。首先打印模型表面,表面宽度等于实验所用3D打印机的喷头直径(即0.4mm),喷头运动轨迹为9.6×9.6mm正方形(如图5 a所示)。表面打印两层后打印次表面层,次表面宽度同样等于3D打印机喷头直径(即0.4mm),喷头运动轨迹为8.8×8.8mm正方形(如图5 b所示)。次表面打印两层后打印内部填充((如图5 ac所示),内部为网格填充。网格填充的疏密可用填充率来表示,填充率=网格横截面面积/内部横截面面积×100%。填充率太小则无法起有效支撑的作用,填充率太大则容易由于模型内部填充材料收缩不均匀而产生模型变形,因此一般取30-50%,本文取中间值40%;计算得到填充网格边长为1.6mm。不同于表面与次表面的“连续连接”,内部网格填充与次表面之间为“间隔连接”。为了保证内部填充与次表面有较好的结合强度,内部网格填充与次表面需要在横截面方向设计适当的重叠区域;重叠区域的大小一般用重叠率描述,重叠率=重叠尺寸/次表面宽度×100%,重叠率过小容易出现填充网格与次表面脱离,过大则容易在次表面内侧产生材料堆积,一般取10-20%。如图5局部放大图所示,本文设计的3D打印模型内部网格填充与次表面在横截面方向重叠尺寸为0.06mm,计算得知重叠率为15%。

图5 分区域变参数FDM3D打印过程示意图Fig.5 Schematic diagram on FDM3D printing process with new partition definition and mutative parameters
主要打印参数如表1所示,耗材为FDM3D打印常用的φ1.75mm ABS丝材,该耗材推荐的打印温度和打印平台温度分别是260℃和100℃,环境温度25℃(由于实验用3D打印机有密封外壳,因此环境温度对打印过程的影响可忽略)。实验模型按常规分区3D打印的Gcode代码由弘瑞Z300FDM3D打印机的控制软件生成。分区域变参数FDM3D打印所需Gcode代码则是参考以上代码,人工修改获得。

表1 实验主要参数Tab.1 Main experimental parameters
3 实验与结果分析
10.0 ×10.0×0.8mm长方体模型FDM3D打印试验结果如图6所示,a)为常规FDM3D打印结果,打印时间为47s;b)为分区域变参数FDM3D打印结果,打印时间为29s;与a)相比,分区域变参数FDM3D打印时间减少38.1%。由图5b)所示分区域变参数FDM3D打印结果可以看出,表面(层厚0.1mm)与次表面(层厚0.2mm)连接紧密,次表面与内部填充连接紧密。与图5a)所示常规FDM3D打印结果相比较,图5b)所示0.4mm层厚的内部填充欠平整,但无分层脱离,对次表面可实现有效支撑。由此可见,分区域变参数FDM3D打印是可行的,可实现在采用常规耗材(不增加耗材成本)和表面层厚不变(不降低表面打印精度)的前提下显著减少FDM3D打印时间。

图6 试验结果Fig.6 Experimental results
4 结论
针对影响FDM3D推广应用的三大难关(打印时间、表面精度和耗材成本),作者提出了分区域变参数FDM3D打印,具有创新性。实验证明,分区域变参数FDM3D打印是可行的,采用常规耗材也不增加耗材成本,在表面层厚不变时也不降低表面打印精度,显著减少FDM3D打印时间。作者设计了分区域变参数FDM3D打印过程,完成了可行性实验验证,为后续深入研究提供了重要参考。
[1]钱毅杰,白昊天,刘宇恒.3D打印技术的现状及发展趋势[J].科技资讯,2017,15(3):1-3.QIAN Yijie,BAI Haoti an,LIU Yuheng.The status and development trend of 3D Printing [J].Science & Technology Information,2017,15(3):1-3.(in Chinese)
[2]赵天婵,黄海.基于3D打印的熔融沉积快速成型工艺若干问题研究[J].机械工程师,2016,(4):22-23.ZHAO Tianchan,HUANG Hai.Research on several issues of fused deposition modeling 3D printing[J].Mechanical Engineer,2016,(4):22-23.(in Chinese)
[3]牛晰.三维打印机机型发展与趋势分析研究[J].机械工程师,2015,(6):108-111.NIU Xi.Research on development and trend analysis of 3D printer models [J].Mechanical Engineer,2015,(6):108-111.(in Chinese)
[4]刘利刚,徐文鹏,王伟明,等.3D打印中的几何计算研究进展[J].计算机学报,2015,38(6):1244-1267.LIU Ligang,XU Wenpeng,WANG Weiming,et al.Survey on geometric computing in 3D printing [J].Chinese Journal of Computers,2015,38(6):1244-1267.(in Chinese)
[5]刘红霞.3D打印分层方向优化与分层算法研究[D].西安:电子科技大学,2014 LIU Hongxia.Research on improved slicing orientation and slicing algorithm of 3D printing [D].Xian: Master's thesis of Xidian University,2014.(in Chinese)
[6]李嘉平,党开放.一种改进的3D打印自适应分层算法研究[J].设备管理与维修,2016,(9):90-92.LI Jiaping,DANG Kaifang.Research on an improved 3D printing adaptive slicing algorithm[J].Plant Maintenance Engineering,2016,(9):90-92.(in Chinese)
[7]赖周艺,朱铭强,郭峤.3D打印项目教程[M].重庆:重庆大学出版社.2015 LAI Zhouyi,ZHU Mingqiang,GUO Qiao.Project tutorial on 3D Printing[M].Chongqing: Chongqing University Press,2015.(in Chinese)
[8]龚运息,陈晨,夏名祥,等.FDM3D打印模型表面阶梯效应的分析[J].制造技术与机床,2016,(4):27-30.GONG Yunxi,CHEN Chen,XIA Mingxiang,et al.Step effect analysis of FDM 3D pri nting model surface [J].Manufacturing Technology & Machine Tool,2016,(4):27-30.(in Chinese)
【责任编辑:高潮】
Design and Experiment on Partition Definition and Mutative Parameters of FDM 3D Printing
LAI Zhouyi
(Sino-German School,Shenzhen Institute of Information Technology,Shenzhen 518172,China)
FDM (Fused Deposition Modeling) is one of the m ost widely used 3D printing technologies.Print time,surface precision and material cost are the three big difficulties that affecting the populariz ation and application of FDM3D printing.A new partition definition was put forward for F DM3D print model,and mutative layer thickness and printing speed were adapted for each partition's 3D printing,which rem arkable reduced the print tim e without increasing material cost or reducing model surface precision.An experimental model was designed,and the FDM3D process of the new partition definition and m utative parameters was studied in detail.Experim ents were conducted and results proved that the FDM3D printing with new partition definition and mutative parameters was feasible,which provided important reference for subsequent research
3D printing; FDM; partition definition; mutative parameters; print time; experiment
TP334.8
A
1672-6332(2017)03-0064-04
2017-10-25
深圳市科技计划项目(CKSJS2015092914140452);深圳信息职业技术学院第六批校级精品资源共享课《塑胶玩具制造工艺》。
赖周艺(1982-), 男(汉), 广东茂名人,工程师,博士,主要研究方向:先进制造技术教学与研究。E-mail:Laizy@sziit.edu.cn
