23M840挤压机组齿轮泵减速箱振动分析及处理措施
2017-12-07胡炼张郡苏志忠
胡炼,张郡,苏志忠
(中石油独山子石化分公司研究院设备研究所,新疆 独山子 833699)
23M840挤压机组齿轮泵减速箱振动分析及处理措施
胡炼,张郡,苏志忠
(中石油独山子石化分公司研究院设备研究所,新疆 独山子 833699)
某乙烯厂聚乙烯车间23M840挤压机组齿轮泵减速箱在运行中突然出现振动异常增大,通过对其进行现场振动测试和分析,正确诊断出故障区域、原因和故障程度,由车间果断采取措施,避免该机组齿轮泵减速箱发生严重损伤事故,成功实现设备的预知维修。
振动分析;预知维修;处理措施
23M840挤压机组是某厂聚乙烯车间的关键机械设备,由日本神户制钢公司(KSL)制造的LCM280H型机组,加工0.02~20g/10min熔融指数的聚烯烃。2014年1月6日该挤压机组齿轮泵减速箱输入轴联轴端的振动异常增大,对其进行现场振动测试和分析,认为齿轮泵减速箱输入轴联轴端轴承外圈存在明显损伤,建议车间根据生产情况及时安排检修,车间于2014年1月10日对该齿轮泵减速箱进行针对性检修,更换齿轮泵减速箱输入轴轴承,减少机组停机时间和维修费用,实现该挤压机组的预知维修。
1 机组基本信息
23M840挤压机组齿轮泵减速箱为PB900-SFW型行星齿轮系减速箱(图1),其主要技术参数见表1。

表1 PB900-SFW型行星齿轮系减速箱主要技术参数

图1 PB900-SFW型行星齿轮系减速箱
23M840挤压机组齿轮泵减速箱由变频电机驱动,主要技术参数见表2。

表2 23M840挤压机组齿轮泵驱动电机主要技术参数
2 齿轮泵减速箱故障现象描述
2014年1月6日车间巡检人员发现23M840挤压机组齿轮泵减速箱输入轴联轴端轴承出现异常均匀咔哒声,输入轴联轴端轴承温度也由54℃上升到56℃,使用VM-63振动仪测得输入轴联轴端轴承座的水平振动2.8mm/s,垂直振动4.2mm/s,轴向振动3.0mm/s;相比之前监测齿轮泵减速箱输入轴轴承座的水平振动2.3mm/s,垂直振动2.4mm/s,轴向振动2.3mm/s,齿轮泵减速箱输入轴联轴端轴承座垂直振动有较明显增大。
3 现场振动测试和分析
状态监测与故障诊断人员于2014年1月9日,使用SKF CMXA80型振动数据采集仪,对23M840挤压机组齿轮泵进行振动测试,测试振动数据见表3。
依据SHS 01003-2004石油化工旋转机械振动标准(功率>300kW,壳振正常标准为≤4.5mm/s,停机标准为>11.2mm/s;),23M840挤压机组齿轮泵电机振动值在正常范围内;齿轮泵减速箱输入轴联轴端轴向振动超标,对输入轴联轴端振动进行频谱分析,见图 2~5。
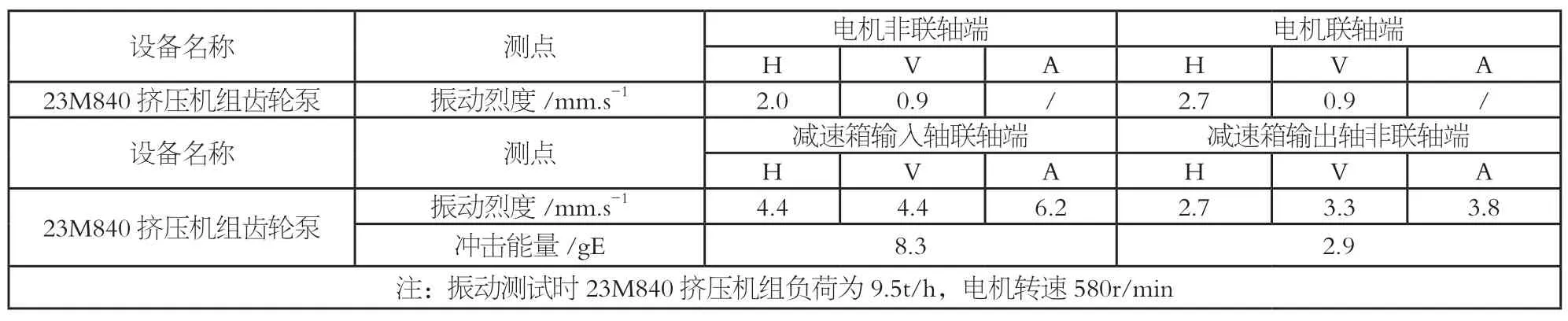
表3 2014年1月9日23M840挤压机组齿轮泵振动数据

图2 减速箱输入轴联轴端水平方向振动频谱图

图3 减速箱输入轴联轴端垂直方向振动频谱图

图4 减速箱输入轴联轴端轴向方向振动频谱图

图5 减速箱输入轴联轴端轴承冲击能量gE频谱图
23M840挤压机组齿轮泵减速箱输入轴联轴端轴向振动超标, 齿轮泵的振动烈度评定等级为C区,齿轮泵减速箱可短期运行,但必须采取相应补救措施;对齿轮泵减速箱输入轴联轴端振动进行频谱分析,主要振动频率为146.5Hz,为输入轴第一级齿轮啮合频率,表明减速箱输入轴齿轮存在啮合不良;齿轮泵减速箱输入轴联轴端水平、垂直和轴向振动频谱中均存在轴承故障频率;齿轮泵减速箱输入轴联轴端轴承冲击能量gE频谱图上出现明显的6222轴承的外圈故障频率,说明齿轮泵减速箱输入轴联轴端轴承外圈存在明显损伤。结合振动测试时,挤压机组的负荷和齿轮泵减速箱输入轴联轴端目前振动幅值情况,建议车间根据生产情况择机更换23M840挤压机组齿轮泵减速箱输入轴轴承,并检查减速箱输入轴第一级齿轮啮合及轴系对中的情况。
4 故障验证及采取的处理措施
车间按计划于2014年1月10日对23M840挤压机组齿轮泵减速箱进行检修,解体后发现齿轮泵减速箱输入轴联轴端轴承6222外圈损伤严重,整个轴承外圈滚动体导轨面均匀布满凹坑,边缘倒角处损伤最严重,且有烧灼痕迹(见图6),轴承外圈表面出现高温变色现象,该滚动轴承具有明显的轴电流损伤特征;联系日本神户制钢厂和国内某失效分析研究院,对这一典型故障进行分析,认为齿轮泵电机在23M840挤压机组负荷发生改变时通过变频器调节转速,此时变频器很有可能产生未完全消除的脉冲磁通和电源谐波,在齿轮泵电机轴上形成的强轴电流,通过联轴器传到齿轮泵减速箱输入轴,齿轮泵减速箱输入轴轴承很有可能存在缺陷或者运行中存在缺陷,使得轴电流在轴承缺陷处放电,导致整个轴承迅速失效,表现在齿轮泵减速箱输入轴轴承振动在短时间异常增大并伴有异常声响。

图6 齿轮泵减速箱输入轴联轴端轴承

表4 2014年1月24日23M840挤压机组齿轮泵振动数据
车间在检修中针对性更换23M840挤压机组齿轮泵减速箱输入轴轴承,彻底清理齿轮泵润滑油系统过滤器。23M840挤压机组减速箱检修后振动情况如表4,从中可以看出23M840挤压机组减速箱检修后运行状况良好,其振动烈度评定等级为B区。
为彻底避免23M840挤压机组齿轮泵减速箱输入轴轴承再次发生轴电流损伤影响装置生产,车间决定在齿轮泵电机轴端靠近联轴器处安装接地碳刷,及时将产生的轴电流导走,保证电机轴电位为零,防止轴电流损伤轴承。
5 结语
车间通过巡检及时发现设备存在的异常状况,通过现场振动测试、分析和诊断,及时发现设备故障原因、部位和程度,对设备的运行状态进行科学评价,实现设备的预知维修,减少设备非计划停机时间,提高设备运行效率;通过设备事后故障分析,查找故障根源,采取措施从根本上解决设备故障,提高机组运行的可靠性。
[1]屈梁生.机械故障诊断学[M].上海:上海科学技术出版社,1986.
[2]张来斌.机械设备故障诊断技术及方法[M].北京:石油工业出版社,2000.
[3]刘泽九.滚动轴承应用手册[M].北京:机械工业出版社,1996.
TQ315
A
1671-0711(2017)12(上)-0167-03
