模糊PID在卫生纸机烘缸进出口差压控制中的应用
2017-11-30孙小乐杨润珊袁志敏
汤 伟 孙小乐 佘 都 杨润珊 袁志敏
(1.陕西科技大学电气与信息工程学院,陕西西安,710021; 2.陕西科技大学机电工程学院,陕西西安,710021)
·烘缸压差控制·

模糊PID在卫生纸机烘缸进出口差压控制中的应用
汤 伟1孙小乐2,*佘 都1杨润珊1袁志敏1
(1.陕西科技大学电气与信息工程学院,陕西西安,710021; 2.陕西科技大学机电工程学院,陕西西安,710021)
烘缸进出口差压是表征烘缸是否积水的一个重要参数,通常处于波动状态。在实际控制中的通常做法是利用PID控制算法将其控制于一个具体的数值,但由于烘缸排水的非均匀性,导致上述控制目的难以达到。因此,本课题提出一种利用“模糊”思想来控制卫生纸机扬克烘缸进出口差压的新方法,将烘缸进出口差压分成五个区段进行模糊化,再利用模糊控制算法来调整PID控制器参数,控制扬克烘缸进汽热泵的开度,从而达到控制烘缸进出口差压的目的,使得烘缸进出口差压稳定在一个合适的范围内。通过仿真及应用表明,系统中热泵开度变化平稳,烘缸进出口差压被控制在许可范围内,烘缸能保持长期不积水状态。
模糊PID;可调热泵;烘缸进出口差压
纸张生产过程中,纸张的干燥是造纸工艺中极为重要的一个环节,对最后成纸的质量起着重要作用[1]。现代纸机烘缸存在传热效率不理想现象,主要原因是烘缸内冷凝水不能排尽,随着烘缸转动内部会形成冷凝水环,水环的导热系数仅是铸铁导热系数的1/87,这必将加大蒸汽与烘缸间的热阻,导致烘缸干燥效率下降及纸张干燥不均。因此确保冷凝水及时有效排出,尤其是对大口径的扬克烘缸而言,这一点至关重要。研究表明[2],控制好烘缸进出口差压能够有效地排出烘缸冷凝水。科研人员对烘缸进出口差压的产生原因有两种认识,一种是通过热泵对闪蒸罐内二次蒸汽的抽吸作用,使得烘缸出口处压力降低从而产生烘缸进出口差压;另一种是通过烘缸内虹吸管的虹吸作用,使得烘缸里排出的水夹带着汽,自然产生了烘缸进出口差压。这两种认识表明,烘缸进出口差压数值能够表征烘缸工作状态是否正常。美国 Gardner 公司率先采用吹贯蒸汽控制方式,在闪蒸罐蒸汽出口管道水平位置上安装孔板来对这部分蒸汽流速(量)进行测量,并通过控制排汽阀和热泵开度将孔板两侧差压控制在一个适当的数值,即保持一定的蒸汽流速或流量,从而通过控制吹贯蒸汽的量来确保烘缸不积水[2-3]。由于这一控制策略相对复杂、且受专利保护、价格相对昂贵等缺点,影响了其推广应用。因此,针对河北保定某纸厂国产中高速卫生纸机,笔者设计了一种基于模糊PID控制算法的烘缸进出口差压控制方案,在保证烘缸不积水的前提下降低投资成本;并通过实际运行效果证明本控制方案的有效性。
1 卫生纸机差压控制原理
卫生纸机差压控制回路主要包括扬克烘缸、流量调节热泵、闪蒸罐等,工艺流程如图1所示。抄纸过程中,通常向扬克烘缸内通入蒸汽加热烘缸,湿纸幅在与烘缸接触过程中被加热干燥。蒸汽进入烘缸后,大部分蒸汽与烘缸壁进行了热交换变成冷凝水,部分未冷凝蒸汽(乏汽)与冷凝水形成汽水两相混合流体,在压差作用下一并通过虹吸管排出到闪蒸罐,闪蒸罐内的二次蒸汽经可调热泵提升品位后,与新鲜蒸汽混合进入扬克烘缸进行循环利用,闪蒸罐中冷凝水回收利用后被送回锅炉房[4]。
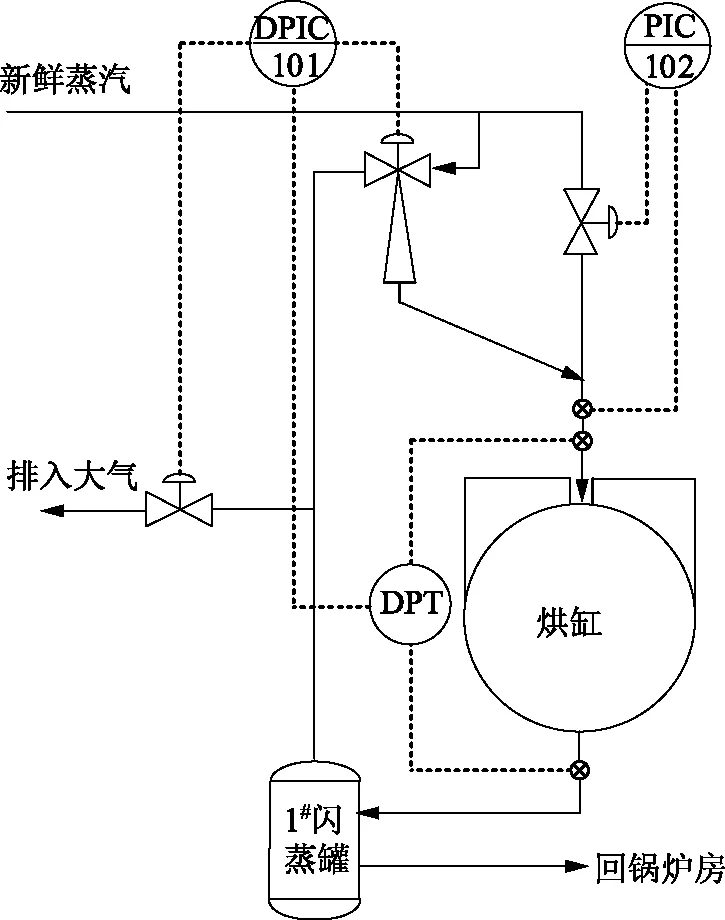
图1 卫生纸机差压控制原理示意图
根据现场经验,烘缸进出口差压在30~50 kPa之间,烘缸运行正常不积水;若差压小于30 kPa,烘缸可能积水;若差压大于50 kPa,尽管烘缸不积水,但进入烘缸的蒸汽尚未来得及冷凝就可能被排出,导致吹贯蒸汽量过大,耗气量上升。因此,笔者设计烘缸进出口差压的控制方案。主要是利用“模糊”思想控制卫生纸机扬克烘缸进出口差压,即将烘缸进出口差压分成5个区段进行模糊化,再根据模糊控制算法来调整PID控制器参数,控制扬克烘缸进汽热泵的开度,从而达到控制烘缸进出口差压的目的。纸机正常运行情况下,控制烘缸进出口差压在30~50 kPa之间,烘缸处于不积水状态,系统正常运行;当差压小于30 kPa时,需要增大热泵开度,直至差压处于正常范围,若热泵开度增大到100%时差压仍然低于30 kPa,则需要打开排汽阀放汽以进一步增大差压;当差压大于50 kPa时,需要减小热泵开度,直至差压恢复到正常范围。
2 模糊PID控制的应用
2.1模糊PID控制器结构
模糊PID控制器以偏差e和偏差变化ec作为输入,PID控制器的3个参数KP、Ki、Kd作为输出,以偏差e和偏差变化ec作为输入可以满足不同时刻e和ec对PID参数整定的要求,利用模糊控制规则在线对PID参数进行调整。KP、Ki、Kd分别为PID控制器的实时参数,KP′、Ki′、Kd′为PID控制器的初始参数,ΔKP、ΔKi、ΔKd是参数的调整增量,具体如式(1)所示。
(1)
在模糊控制器中,首先将控制器偏差e和偏差变化ec进行模糊化处理,得到模糊变量E和Ec,然后根据PID控制器的3个参数与偏差e和偏差变化ec之间的模糊关系进行模糊推理控制,经过模糊逻辑推理算法得出模糊控制器的3个参数的模糊值,对这3个参数的模糊值进行解模糊化处理,得到精确的PID控制器参数值,进行在线修改,直至达到控制要求[5]。模糊PID控制器结构如图2所示。
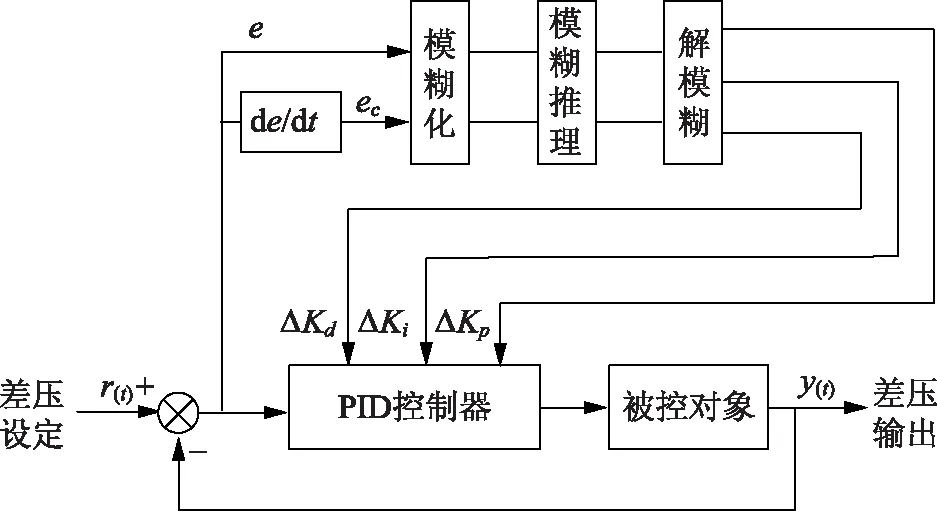
图2 模糊PID控制器结构图
2.2模糊控制器设计
设控制系统的输入为单位阶跃信号r,输出为y,差压偏差为e,差压偏差变化为ec。将e与ec的模糊论域定义为[-4,4];控制器输出为KP、Ki、Kd,模糊论域也为[-4,4]。设定E、Ec、KP、Ki、Kd论域的模糊子集为NB(负大)、NS(负小)、ZO(零)、PS(正小)、PB(正大),对应的差压范围如表1所示。

表1 模糊子集对应差压的范围 kPa
在MATLAB中输入fuzzy命令,进入模糊逻辑编辑窗口,建立E、Ec、KP、KI、KD隶属度函数[6],本课题选用的隶属函数为三角形,其隶属度函数如图3所示。
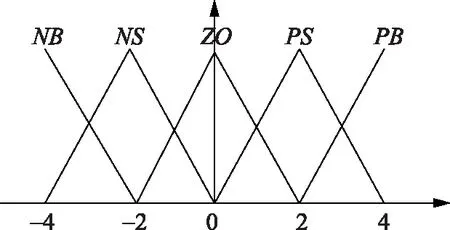
图3 E、Ec、KP、KI、KD的隶属度函数
控制规则是专家的理论知识和实践经验的总结,在不同的偏差e和偏差变化ec的影响下,被控参数KP、Ki、Kd的整定规则[7]总结为以下几点:
(a)系统在响应初期,偏差e和偏差变化ec较大,为了加快系统的响应速度,应选择较大的KP,为防止积分饱和,应选择较小的Kd,同时为避免系统过大的超调,应选择较小的Ki。
(b)当系统响应一段时间后,偏差处于中等大小时,系统应减小超调量,此时对KP的要求不大,KP应减小,同时将Kd、Ki进行适当的增大。
(c)当系统逐渐达到稳定时,为加快系统的响应时间,应增大KP的取值,同时选择适当的Ki,为了使系统避免在设定值的附近产生振荡,Kd的选择很重要,当ec的绝对值较小时,选择小一点的Kd,当ec的绝对值较大时,选择大一点的Kd。
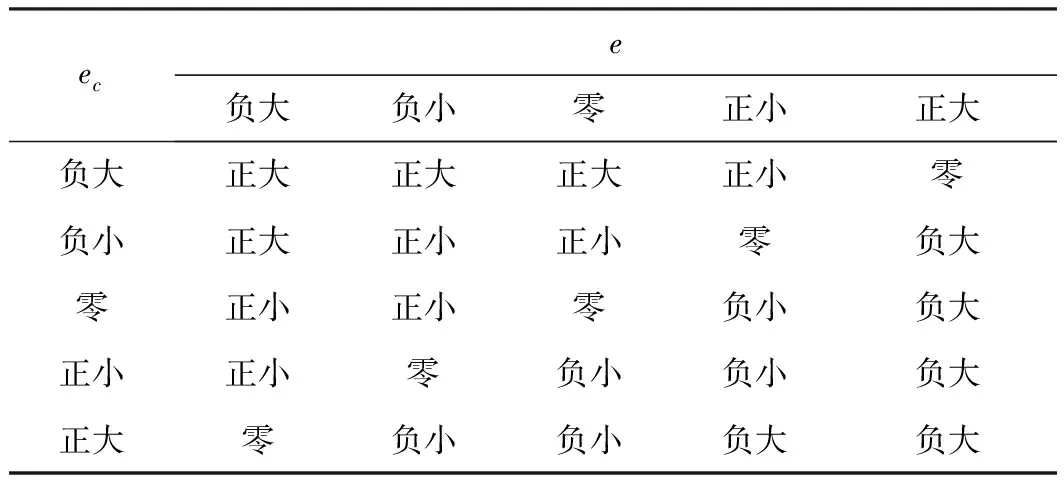
表2 Kp的模糊规则表
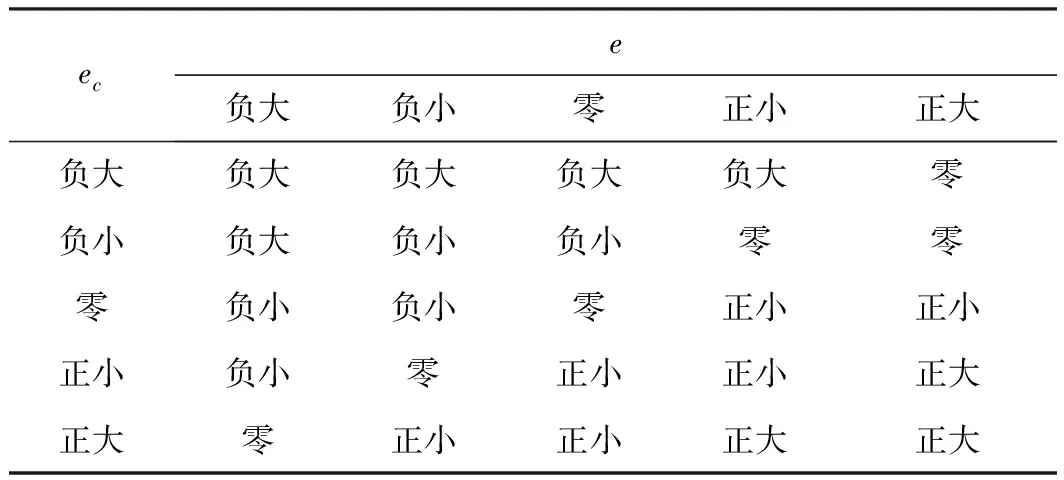
表3 Ki的模糊规则表
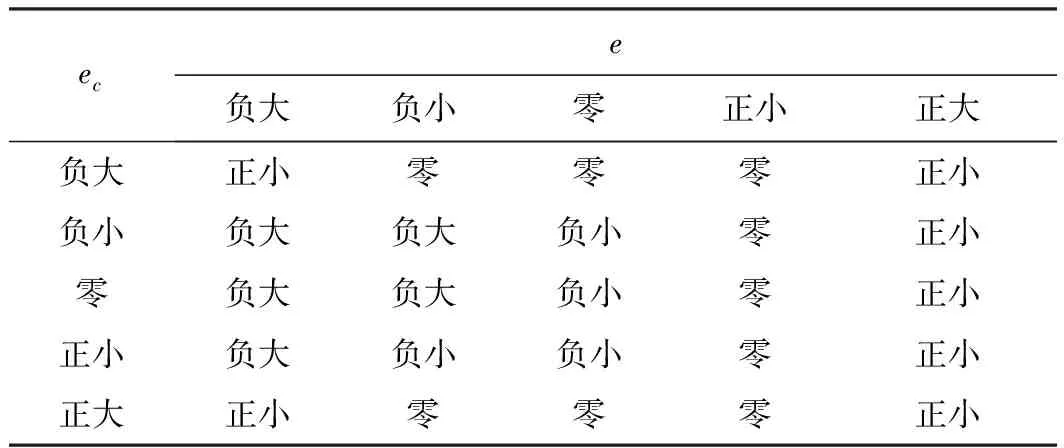
表4 Kd的模糊规则表
KP、Ki和Kd的模糊规则分别为表2、表3和表4。解模糊采用重心法,本课题设计出的模糊控制器输入输出关系曲面如图4~图6所示。
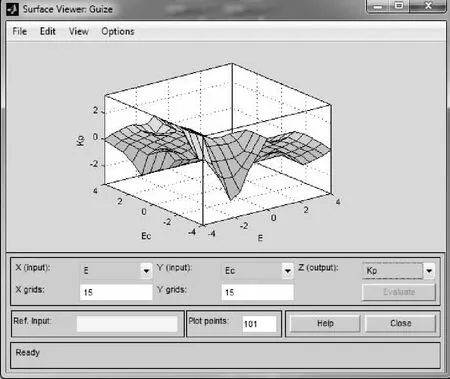
图4 KP的输出曲线

图5 Ki的输出曲线
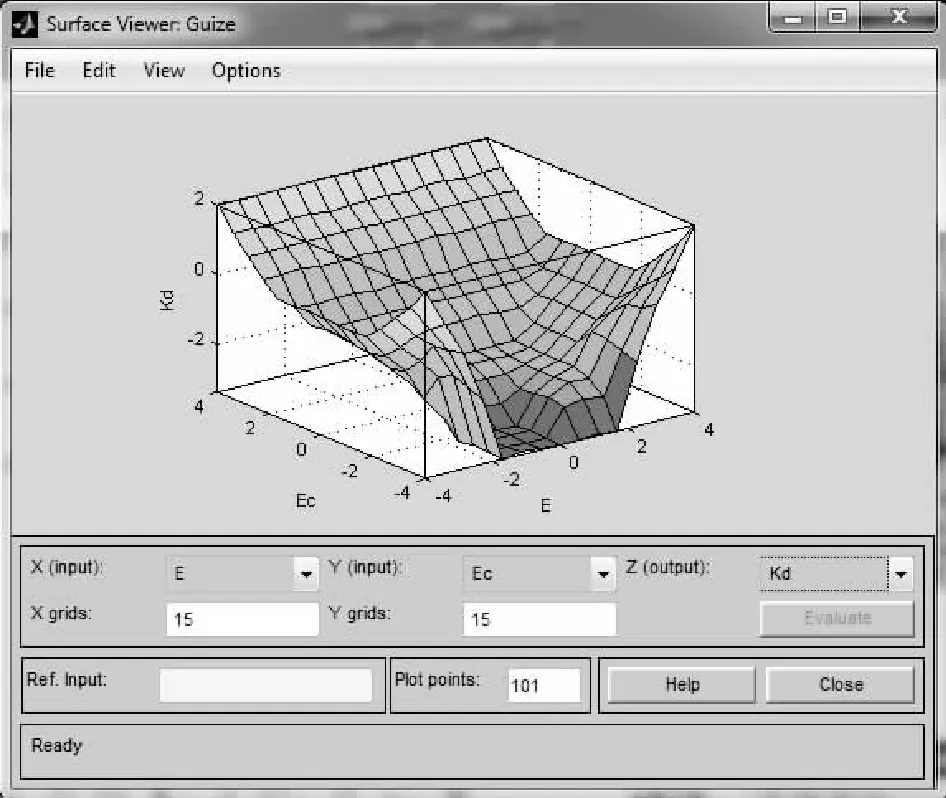
图6 Kd的输出曲线
同样可以得到:控制器输入差压偏差为e,差压偏差变化为ec,e与ec的模糊论域为[-4,4];控制器输出为热泵开度U,模糊论域为[0,100]。论域的模糊子集为NB(负大)、NS(负小)、ZO(零)、PS(正小)、PB(正大)共25条规则,热泵开度控制规则及曲线,如图7、图8所示。

图7 热泵开度控制规则
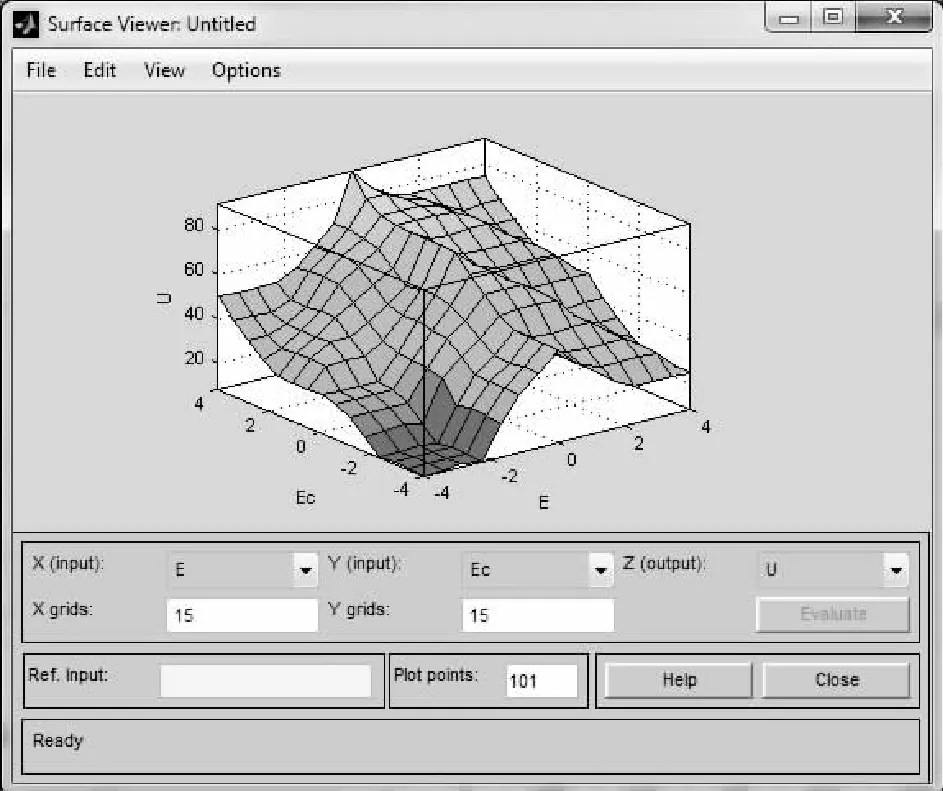
图8 热泵开度曲线
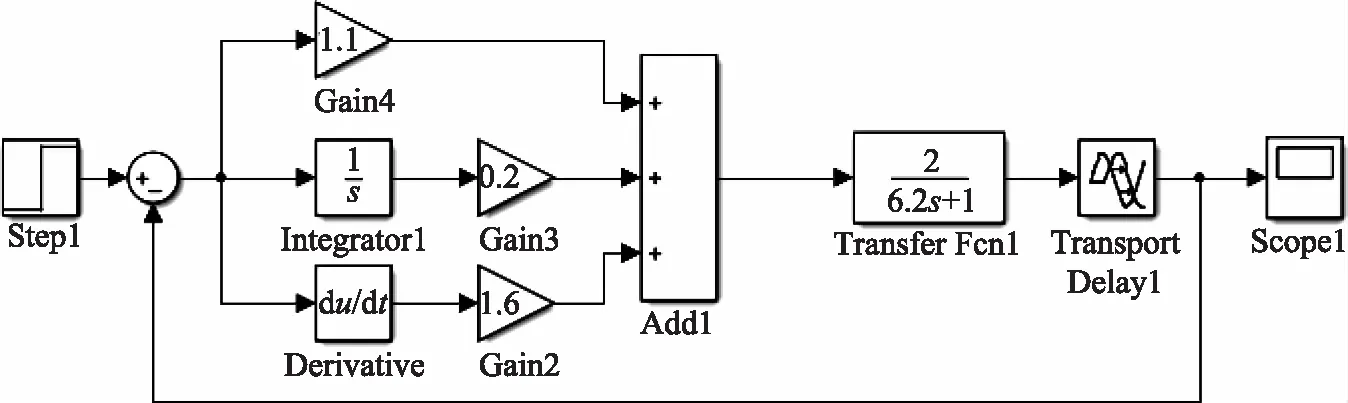
图9 常规PID控制系统仿真模型
3 仿真比较及应用
本课题采用MATLAB中的Simulink进行仿真实验,对卫生纸机烘缸进出口差压控制回路采取简化一阶惯性加延时的环节,通过阶跃响应作图法来获取其数学模型如式(2)所示。
(2)
3.1常规PID控制模型
PID参数采用Z-N法并通过人工调整整定得KP=1.1,Ki=0.2,Kd=1.6。Simulink中搭建的Z-N法整定PID仿真模型如图9所示。
3.2模糊PID控制模型
模糊PID控制可以通过仿真软件中的模糊工具箱的图形界面工具来实现,方法简单直观。在Simulink环境下,建立新的仿真模型编辑窗口,并搭建仿真控制系统模型。通过在MATLAB的Command window中输入fuzzy,打开FIS编辑器的GUI,在所示的图表中添加一个输入变量和两个输出变量,使得系统中有两个输入变量e和ec,3个输出变量KP、Ki、Kd,形成两输入三输出模糊推理系统[8],如图10所示。
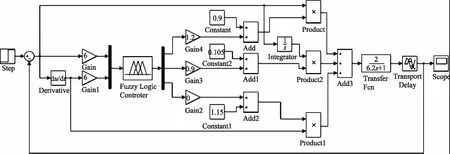
图10 Fuzzy PID控制系统仿真模型
3.3控制效果仿真比较
3.3.1阶跃响应性能比较
系统的模型建立好之后,进行Z-N法、经验法和Fuzzy PID的整定结果对比,在单位阶跃响应下,3种控制系统的动态性能指标如表5所示。
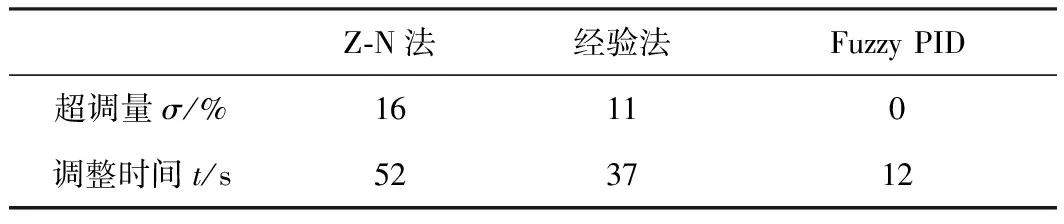
表5 阶跃响应下3种控制系统动态性能指标
从表5可得出,Fuzzy PID具有超调量小、调整时间快的优势,其系统动态性能好于Z-N法和经验法的整定效果。
3.3.2抗干扰性比较
对3种控制系统在t=75 s时分别添加10%的干扰信号,控制系统响应曲线如图11所示。3种控制系统在干扰作用下的动态性能指标如表6所示。
从图11和表6中可以看出,3种控制系统均可以再次回到平稳状态,但Z-N法和经验法使得控制系统回到平稳状态的时间较长,而Fuzzy PID在干扰过程中再次达到稳定的时间较短,且过渡较为平稳,因此Fuzzy PID控制具有较好的抗干扰性能和跟踪性能。
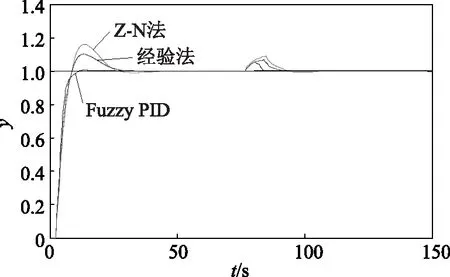
图11 单位阶跃响应和干扰信号作用下控制系统响应曲线
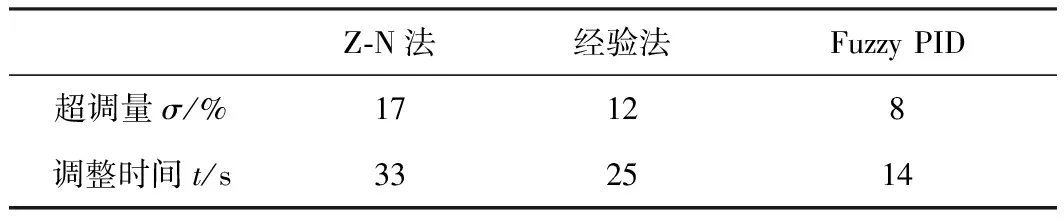
表6 干扰信号下3种控制系统动态性能指标
3.3.3鲁棒性比较
为了保证控制系统的效果,对3种控制系统在t=75 s时分别添加10%的干扰信号,并且通过改变被控对象的参数来比较这3种控制系统的鲁棒性,被控参数K、T、τ都增加20%(模型参数失配)时的响应曲线如图12所示。3种控制系统的动态性能指标如表7、表8所示。
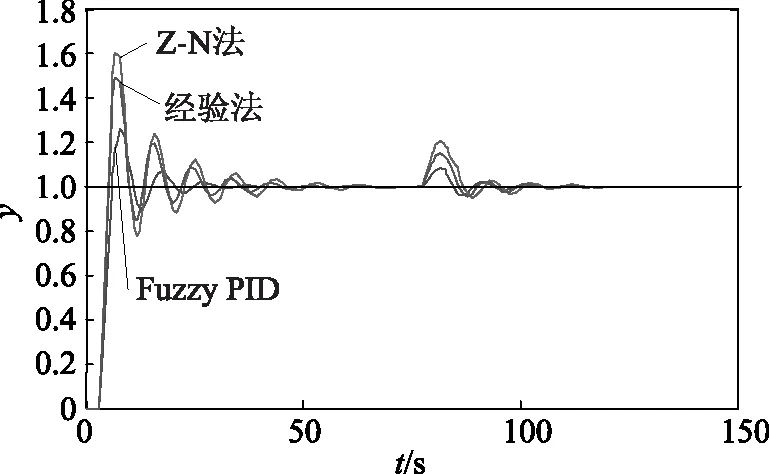
图12 模型参数失配下控制系统响应曲线
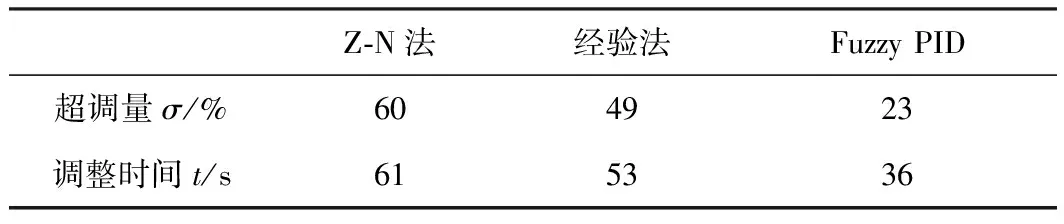
表7 模型参数失配时3种控制系统动态性能指标

表8 模型参数失配及干扰信号下3种控制系统动态性能指标
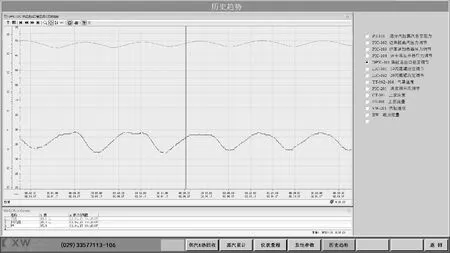
图13 烘缸进出口差压调节历史曲线
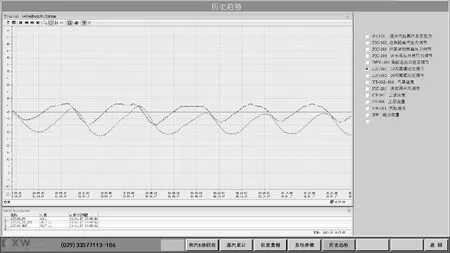
图14 1#闪蒸罐液位调节历史曲线
通过比较可以看出,在模型参数失配情况下,Fuzzy PID仿真曲线明显具有调整时间短、超调量小的优点,可见Fuzzy PID控制系统的鲁棒性更强。
从跟踪性能、抗干扰性和鲁棒性这三个方面的比较可以得出:相较于Z-N法和经验法,Fuzzy PID控制性能更强,从而证明Fuzzy PID控制算法更加适用于烘缸进出口差压的控制,能够有效地将烘缸进出口差压稳定在一个合适的范围内,确保控制系统稳定运行。
3.4实际应用效果
本控制方案已用于河北保定某卫生纸厂一条生产线,图13是从现场上位机WinCC画面中截取的烘缸进出口差压历史变化曲线,图14是1#闪蒸罐与烘缸的蒸汽冷凝水排出管道相连的液位调节历史曲线,可以看出,在1#闪蒸罐液位波动较大(即烘缸排水不均匀的情况下),烘缸进出口差压仍能维持在正常范围内波动,热泵开度变化相对平稳;现场利用红外测温仪器测得烘缸表面横幅温度也比较均匀(依次为操作侧至传动侧)(如表9所示),表明烘缸没有积水。通过调节热泵开度不仅能够将烘缸进出口差压很好地控制在30~50 kPa之间,控制效果良好。因此本课题提出的烘缸进出口差压控制方案是可行的和有效的,能够达到确保扬克烘缸长期运行不积水的目的。

表9 扬克烘缸表面横幅温度表(操作侧至传动侧)
4 结 论
本课题提出一种基于模糊PID控制烘缸进出口差压的方法,通过调节热泵开度能够将差压很好地控制在一定范围内波动。 MATLAB仿真结果表明,相比Z-N法、经验法控制,模糊PID控制响应速度更快,抗干扰性和鲁棒性更好。实际运行效果表明,通过调节热泵开度不仅能够很好地将差压控制在一定范围内平稳波动,满足工程的实际需要,还能显著提高二次蒸汽的利用效率,具有较好的应用价值。
[1] Sun Youxian. Modeling and Control of Papermaking Process[M]. Zhejiang: Zhejiang University Press, 1993.
孙优贤. 造纸过程建模与控制 [M]. 浙江: 浙江大学出版社, 1993.
[2] Tang Wei, Wang Qi, Chen Hang,et al. Steam and Condensate System for Chinese High Speed Tissue Paper Machines[J]. Paper Science amp; Technology, 2014(6): 124.
汤 伟, 王 琦, 陈 航, 等. 国产高速卫生纸机蒸汽冷凝水系统[J]. 造纸科学与技术, 2014(6): 124.
[3] Zhao Taigang. Introduction to blow-through steam Control of Gardner[J]. Hubei Paper, 2014(4): 17.
赵太刚. Gardner公司蒸汽吹贯控制介绍[J]. 湖北造纸, 2014(4): 17
[4] Li Qian, Pang Xiao, Tang Wei,et al. Design and Realization of the Steam Condensate System of Toilet Paper Machine[J]. Paper Science amp; Technology, 2016(4): 66.
李 茜, 庞 肖, 汤 伟, 等. 卫生纸机蒸汽冷凝水系统的设计与实现[J]. 造纸科学与技术, 2016(4): 66.
[5] Cao Zhenguo, Liu Runzhi. Application of Blow Trough Steam Controlling System in Low-Speed Yankee Paper Machine[J]. Paper and paper making, 2012(7): 12.
曹振国, 刘润之. 热泵控制系统在低速卫生纸机上的应用[J]. 纸和造纸, 2012(7): 12.
[6] Yin Yunhua, Chen Mine, Zheng Bin, et al. Design and Simulation of a Fuzzy Controller Based on Matlab[J]. Control Engineering of China, 2007, 14(5): 488.
殷云华, 陈闽鄂, 郑 宾, 等. 基于Matlab的模糊控制器设计及仿真[J]. 控制工程, 2007, 14(5): 488.
[7] Wang Shuyan, Shi Yu, Feng Zhongxu. A Method for Controlling a Loading System Based on a Fuzzy PID Controller[J]. Mechanical Science and Technology for Aerospace Engineering, 2011(1): 166.
王述彦, 师 宇, 冯忠绪. 基于模糊PID控制器的控制方法研究[J]. 机械科学与技术, 2011(1): 166.
[8] Zhang Yizhen. Investigation on the Improvement of the Drying Craft and Arts of Synthetic Leather-making Process and its Control Strategies[D]. Xi’an: Shaanxi University of Science and Technology, 2016.
(责任编辑:常 青)
ApplicationofFuzzyPIDinDifferentialPressureControlofDryerInletandOutletofTissuePaperMachine
TANG Wei1SUN Xiao-le2,*SHE Du1YANG Run-shan1YUAN Zhi-min1
(1.CollegeofElectricalandInformationEngineering,ShaanxiUniversityofScienceamp;Technology,Xi’an,ShaanxiProvince, 710021;2.CollegeofMechanicalandElectricalEngineering,ShaanxiUniversityofScienceamp;Technology,Xi’an,ShaanxiProvince, 710021)(*E-mail: 471497037@qq.com)
The differential pressure of dryer inlet and outlet which isusually in a fluctuating state, is an important parameter indicating whether the dryer has accumulated water, Generally, the control strategy is use PID control algorithm to keep it in a specific value. The nonuniform drainage of the dryer results the differential pressure of dryer inlet and outlet in a normal fluctuation state, so the control purpose is difficult to achieve. In this paper, a new method to control the differential pressure of dryer inlet and outlet was proposed, in which “fuzzy” theory was applied to divide the differential pressure into five ranges and to adjust PID controller parameters for controlling the heat pump opening of the Yanke dryer, keeping the differential pressure of dryer inlet and outlet in a suitable range. Simulation and application showed that the heat pump opening changed smoothly, the differential pressure of dryer inlet and outlet was controlled within a certain range that ensured the dryer could maintain a state.
fuzzy PID; adjustable heat pump; differential pressure in dryer inlet and outlet
汤 伟先生,博士,教授;主要研究方向:制浆造纸全过程自动化、工业过程高级控制、大时滞过程控制及应用。
TS736
A
10.11980/j.issn.0254- 508X.2017.11.009
2017- 06- 25(修改稿)
陕西省重点科技创新团队计划项目(2014KCT-15);陕西省科技统筹创新工程计划项目(2016KTCQ01-35)。
*通信作者:孙小乐,在读硕士研究生;研究方向:工业自动化控制。