PLC下的两轴运动控制系统设计研究
2017-11-30潘云忠苏州健雄职业技术学院
潘云忠 苏州健雄职业技术学院
PLC下的两轴运动控制系统设计研究
潘云忠 苏州健雄职业技术学院
现阶段,随着科技的不断进步,传统的步进电机已不能满足当前发展的需求,相关技术人员必须及时地对其进行创新,提高其综合性能,降低其出现故障的概率,进而保证其工作效率,本文主要针对PLC下的两轴运动控制系统设计研究进行探讨分析,从四个方面对其系统设计进行分析。
PLC 两轴运动 控制系统 研究
随着社会的发展,科技也在不断地进步,传统的步进电机的工作原理基本都是把电脉冲转化为角的位移,主要具备以下几个优点,如开环的控制结构较为简单,可靠性高,价格低等。但同时由于其起动的负载过大,有时候会出现失步现象。PLC工业计算机中的一种,其具有逻辑控制、步进控制、自诊断功能、通信联网等功能,且其可靠性也较高,通用性以及抗干扰性都比较好。因此为了顺应时代的发展,应多运用PLC控制步进电机,淘汰传统的点击,构建两轴运动控制系统,促进我国经济的发展。
1 系统的总体设计
PLC下的两轴运动控制系统主要由几个部分组成:触摸屏;PLC;驱动器;步进电机;限位开关;急停开关;编码器等。其大致工作流程如下:首先相关工作人员对触摸屏端进行操作,发出一定的控制指令,PLC受到控制指令之后,控制步进电机进行相应的指令,然后其将会带动相应的进给轴动作,最后PLC产生相应的反馈信号,并将反馈给触摸屏。
2 系统的硬件设计
PLC下的两轴运动控制系统对步进电机进行控制时一般都是采用“脉冲+方向”方式,通过PLC传递的一些信号来完成对步进电机的控制。此外,PLC还会对相应的信号进行统一的计数。而且由于其外部的一些开关和功能按钮也需分配输入端口,因此就需要选择了三菱FX3U-64MT,该PLC端口分配如下表所示。信号名称 输入输出编号A 输入输出编号B
脉冲 A000 B001方向 A004 B005电机运行 A009 B010编码器 A000 B001零点限位 A003 B004正转限位 A006 B007反转限位 A011 B012点动(正向) A015 B016点动(反向) A021 B022
急停 A014启动 A023停止 A024回零 A025
3 系统的控制方案设计
PLC下的两轴运动控制系统也存在一定的不足之处。首先由于PLC本身并不具有插补计算功能,因此在进行相关计算时存在一定的难度,必须对插补算法进行一些科学合理的设计。传统的计算方法虽然很简单,但是存在一定的缺陷,不能实现两轴同时转动的计算。两轴同动法则可以解决其存在的不足,其计算原理是每次分别输出两个坐标轴进给脉冲,同时对两个数据进行对比计算,进而确定两个坐标轴进给量,根据直线合成原理可以得到一条直线。由于步进电机的输出位移量与输入脉冲数成正比,因此其速度与脉冲频率也成正比,该系统采用如下指令来实现单轴运动或两轴运动。
LDX023
MOVD0K2Y004
LDY010
DDRVAD1D2Y000Y004
LDY011
DDRVAD3D4Y001Y005
LDM8000
DHSCRD1C235Y010
DHSCRD3C236Y011
当运算开始时,PLC执行其内部的程序,同时使用D0的每个位来控制B004到B013输出口的动作。其中选择B005作为A轴电机方向的控制信号,B011作为判断B轴电机是否运行的信号,即当B010为高电平时,A轴电机会运行,同时选择B006作为B轴电机方向控制信号,B012作为判断B轴电机是否运行的信号,即当B012为高电平时,B轴电机动作。当PLC高速计数口对编码器的计数值与预设值相等时,B012或者B012将会被复位,电机就停止运行。其数据结果如下:
4 触摸屏界面的设计
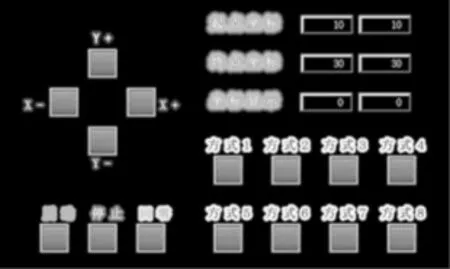
PLC下的两轴运动控制系统由于其操作存在一定的难度,需要采用三菱GS2107触摸屏来进行操作控制,相关工作人员可以通过触摸屏端进行操作,实现其相关控制功能。手动模式下其操作基本如下,即进行A轴点动、B轴点动的操作。自动模式下的操作流程则大不一样,工作人员需要输入起点坐标以及终点坐标,并选择相应的电机工作模式,按下启动按钮,然后其将会根据内部梯形图,控制电机进行相应的运行。其触摸屏界面设计如下图所示。
该运动控制系统以PLC为核心,步进电机为执行机构,结构简单,动态性能良好;设计的插补算法和应用指令,可以实现单轴运动或两轴运动;采用触摸屏作为人机交互界面,操作简单,易于掌握。
[1]邵强,邵诚.基于PLC的直线插补控制及其实现[J].机械设计与制造,2007,(8):122-123.
[2]李明富.西门子运动控制器在压机送料线上的应用[J].锻压装备与制造技术,2004,(2):55-56.
[3]张绍芳.车厢边板冷弯成形生产线中点焊机的PLC程序控制[J].锻压装备与制造技术,2014,(1):64-65.
