ASPEN PLUS从混合酚中分离2,6-二甲酚的工艺研究
2017-11-29孔晓明
孔晓明
(湖南化工医药设计院,湖南长沙 410021)
ASPEN PLUS从混合酚中分离2,6-二甲酚的工艺研究
孔晓明
(湖南化工医药设计院,湖南长沙 410021)
在苯酚和甲醇反应生产邻甲酚的过程中,发生了少量产品的重质化,使得副产品2,6-二甲酚的纯度无法达到设计要求。根据实验分析结果,应用ASPEN PLUS软件对从混合酚中分离出高纯度的2,6-二甲酚进行了分析研究。
ASPEN PLUS;2,6-二甲基苯酚;重质化
2,6-二甲苯酚是一种重要的化工原料和精细化工中间体,可以用于合成聚苯醚工程塑料(PPO)、甲霜灵、呋霜灵、呋酰胺、甲呋酰胺、异丁草胺和二甲草胺等农药的中间体,还可作为照相用药剂和一些药物的原料和中间体,如抗心律失常药及维生素E等,因此其工业应用前景十分广阔。
新岭公司邻甲酚装置以工业苯酚和工业甲醇为原料,在催化反应器上进行气相烷基化反应合成邻甲酚,其中邻甲酚选择性≥90%,邻甲酚和2,6-二甲酚总选择性≥99%。在烷基化小试中未发现产品有重质化现象;而在工业装置中,由于受催化剂粉化和空气氧化等因素影响,发生了产品重质化现象,使得脱除了邻甲酚后的混合物沸点远高于纯2,6-二甲酚沸点。经过液相色谱分析检测,该混合物组成除正常的二甲酚和三甲酚外,其中的高沸物主要为酚类物质的一级偶联物。
如果将混合酚作为产品直接外卖,价格低廉,不足2,6-二甲酚的四分之一;为此有必要进行从混合酚中分离出2,6-二甲酚的研究。本文将以实验分析数据为依据,采用ASPEN PLUS对分离过程进行模拟分析,以确定分离工艺的可行性。
1 原料性质和产品要求
1.1 混合酚组成
通过对邻甲酚装置现场取样的分析,得到混合酚的组成如下表1:
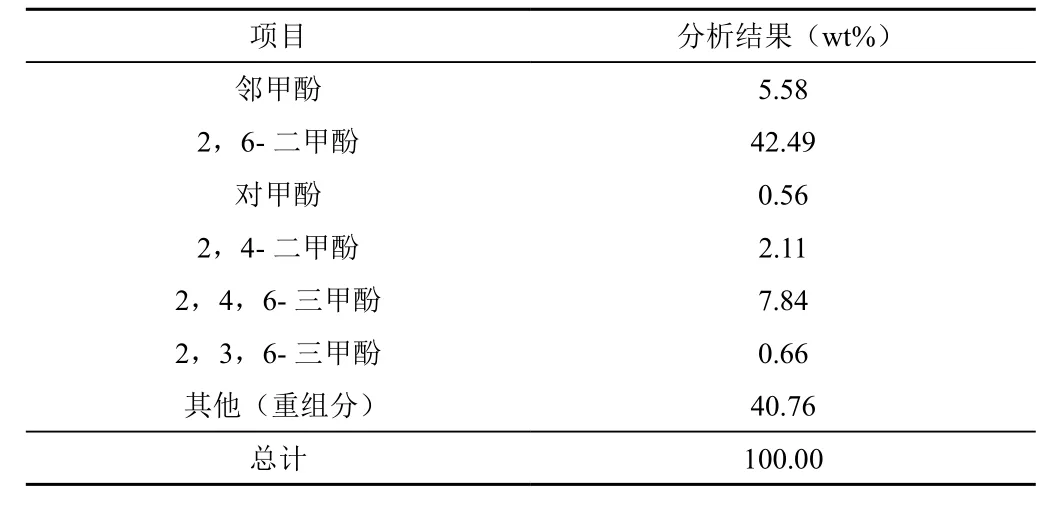
表1 混合酚原料典型组成
根据液相色谱的分析结果,重组分组成分别为:苯酚与邻甲酚的脱氢偶联物(约占10%);两个邻甲酚分子的脱氢偶联物(约占45%);邻甲酚与2,6-二甲酚的脱氢偶联物(约占40%);2,6-二甲酚或2,4-二甲酚分子的脱氢偶联物(约占5%)。以上均为酚类物质的一级偶联物,未检测到酚类物质的二级或多级偶联物的存在。为简化计算重组分只选用其中分子量和沸点最低的苯酚与邻甲酚的脱氢偶联物2,2-二羟基二苯甲烷,由于ASPEN软件中没有该组分数据,选用其同分异构体4,4-二羟基二苯甲烷代替,后者比前者沸点更低,且重组分在本分离过程中基本没有气化,故这种简化和代替是合理的。苯酚与邻甲酚的脱氢偶联反应如下:反应生成2,2-二羟基二苯甲烷(见式1)。

4,4-二羟基二苯甲烷结构式如下:
1.2 产品要求
邻甲酚装置主要产品为:邻甲酚和副产品2,6-二甲酚;因此这两种物质要求尽量回收并达到99.5%以上的纯度。
2 混合酚分离工艺路线
原料混合酚中各组分沸点和相对挥发度见表2:
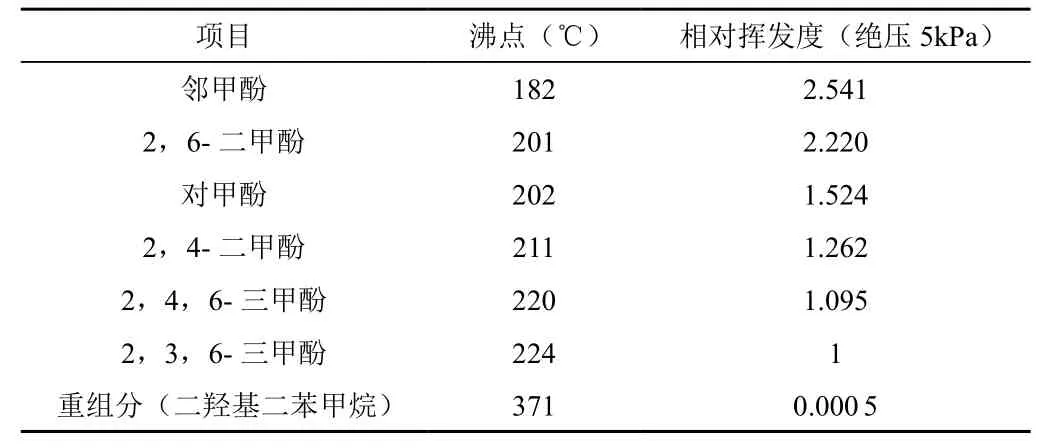
表2 混合酚原料组成沸点和相对挥发度
Nadgir&Liu提出的有序启发规则如下: ①在其它情况相同时,优先考虑能量分离手段(如常规精馏),避免使用物质分离助剂,相对挥发度小于1.05~1.0时,最好不用常规精馏;②在其他情况相同时,避免在压力或温度过高或过低的极端条件下操作;③在包含多组分产品的情况下,应优先考虑产品流线最少的分离顺序;④优先除去腐蚀性或危险性组分;⑤在其他条件相同时,最后进行最困难的分离;⑥如果分离系数或相对挥发度不太低的话,应优先分离含量最多的组分;⑦在组分含量相差不大,而且塔顶、塔底产品对半分离的相对挥发度不太低的话,应优先完成该步分离[1]。
从上面的规则和表1的相对挥发度可以得出:a)根据①,邻甲酚和2,6-二甲酚之间、2,6-二甲酚和其他酚之间的相对挥发度大于1.0,且混合物皆为酚类,难以找到合适的萃取物质,因此应首先考虑常规精馏。b)根据⑥和⑦,应首先分离含量41%的重组分。分离重组分的混合物由于沸点大幅降低,降低了对再沸器的加热热源要求,也减少了重组分在塔釜结焦的可能性。c)分离了重组分的混合酚,沸点依次为邻甲酚、2,6-二甲酚、其他酚类,因此分离的顺序应为先分离邻甲酚再分离2,6-二甲酚。
由于混合酚各组分的常压沸点较高,应考虑采用真空精馏。
根据表1可知,重组分极易与其他组分分离,因此分离重组分采用只有提馏段的精馏塔,塔顶进料无回流,塔底用釜式再沸器加热;邻甲酚和2,6-二甲酚的分离均采用常规精馏方式。
混合酚分离工艺流程见下图1:
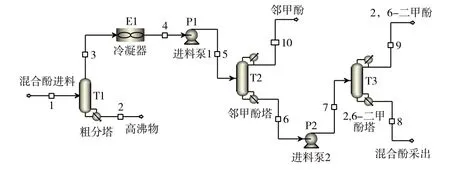
图1 混合酚分离工艺流程图
混合酚进料从塔顶进入粗分塔,分离出的高沸重组分从塔釜采出,塔顶轻组分进邻甲酚塔,分离出的邻甲酚从塔顶采出,塔釜采出进2,6-二甲酚塔,塔顶采出2,6-二甲酚,塔釜采出混合酚。
3 ASPEN PLUS模拟计算
3.1 模拟计算的物性方法
对流程模拟软件来说,物性方法的选择是流程模拟成功的关键。ASPEN PLUS有强大的物性计算的支持,内置众多的物性计算模型和方法,如何从中选取合适的物性计算方法,不但需要一定的理论知识和ASPEN PLUS的使用经验,还要求对分离过程有相当的了解,并最终与现场实际数据相校核才能确定所选物性方法的正确性。
原料混合酚各组分物性相近,各塔为减压操作,无缔合现象;在原邻甲酚装置的流程模拟计算中采用了活度系数方程NRTL选择集,NRTL活度系数方程在描述二元和多元气液平衡方面具有较好的适用性,能够准确模拟非理想溶液气液和液液平衡[2];而且已投产的邻甲酚装置也证明模拟计算数据和装置现场数据吻合良好,因此混合酚的分离过程的模拟选用的物性方法选择集为NRTL。
3.2 分离过程的流程模拟
分离过程的三个塔均选用严格精馏塔模型REDRFRAC。第一个塔粗分塔用于脱除重组分(塔底);第二个塔邻甲酚塔用于分离邻甲酚(塔顶);第三个塔邻甲酚塔用于分离2,6-二甲酚(塔顶)。各塔操作参数见下表:
表3 各塔操作参数表
经模拟计算各塔关键组分参数见下表:

表4 各塔关键组分表
由上表可以看出,分离过程的模拟计算达到了目标要求,并且邻甲酚和2,6-二甲酚两种产品有99%以上的收率。
3.3 流程模拟结果分析与优化
(1)粗分塔:粗分塔只有提馏段且无回流,塔釜重组分含量取决于塔内压力和塔釜温度。由于导热油的使用温度通常在300℃以下,为了使塔釜再沸器用导热油作为加热热源,在塔顶压力5kPa的条件下,取釜温为250℃。在此温度下,塔釜2,6-二甲酚含量为0.02%,保证了产品收率。由于重组分的极易分离,粗分塔对塔板数要求很低,塔板数决定了塔顶馏出物中重组分的含量。由于塔顶重组分的含量并不会影响后续分离过程;但考虑到减小负压塔流体阻力和本塔采用填料形式,塔板数的确定主要从合适的填料高度以及分离产品之后的混合酚将来进一步精制的可能性,在9块理论板的情况下,塔顶重组分含量为0.02%,完全满足要求。
(2)邻甲酚塔:邻甲酚与2,6-二甲酚的相对挥发度为1.14,属于较难分离但可以用常规精馏来分离的混合物,但需要较多的塔板数和较高的回流比。因此有必要对邻甲酚塔的塔板数和进料位置做一个优化,在规定目标下,邻甲酚塔塔板数与回流比和再沸器负荷的关系见图2;进料板位置与再沸器负荷的关系见图3。由图可知邻甲酚塔的塔板数在124块以上时,再沸器的热负荷的增长才较为缓慢,而进料板的位置在44至50时最为节能。
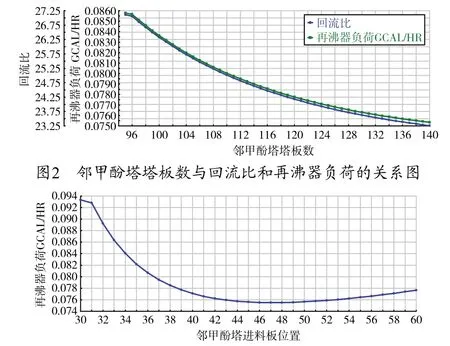
图3 进料板位置与再沸器负荷的关系图
(3)2,6-二甲酚塔:2,6-二甲酚与其他酚类的相对挥发度大于1.45,可以用常规精馏来分离的混合物,其塔板数和回流比比邻甲酚塔少。在规定目标下,邻甲酚塔塔板数与回流比和再沸器负荷的关系见图4;进料板位置与再沸器负荷的关系见图5。由图可知,2,6-二甲酚塔的塔板数在91块以上时,再沸器的热负荷的增长才较为缓慢,而进料板的位置在27至30时最为节能。
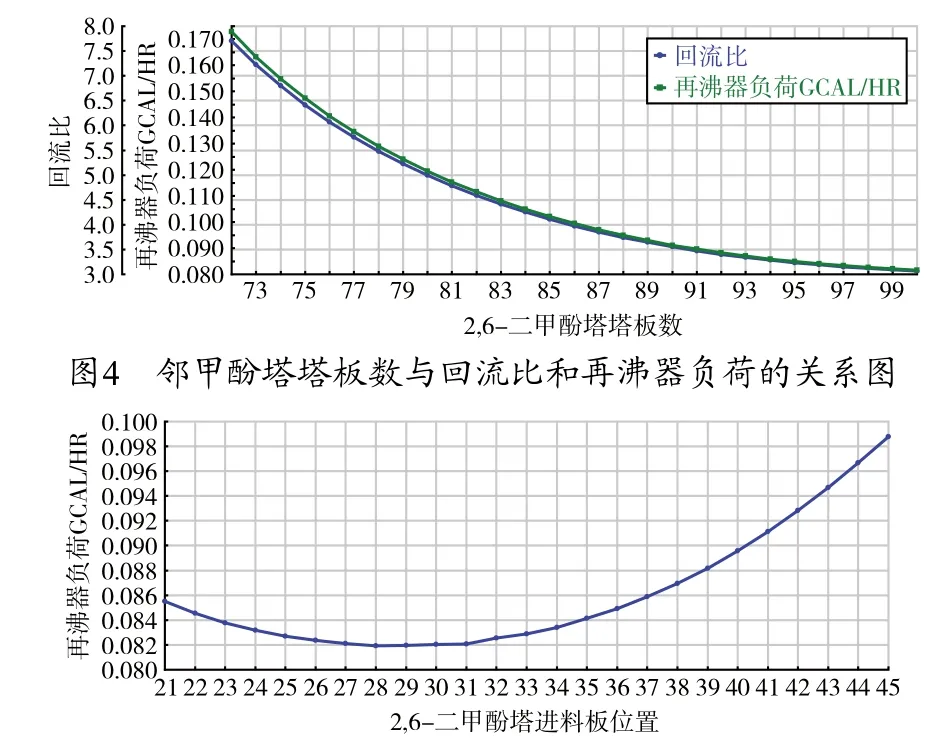
图5 进料板位置与再沸器负荷的关系图
4 结论
通过ASPEN PLUS软件对混合酚分离工艺研究分析可知:
1)利用常规的减压蒸馏可以把混合酚中的邻甲酚和2,6-二甲酚分别提取出来,并达到99.5%以上的纯度。
2)邻甲酚塔和2,6-二甲酚塔的塔板数和回流比均在工业应用的正常范围内,研究结果对工程设计有指导意义。
[1] 刘春法.ASPEN PLUS对混合二甲苯分离工艺的分析研究[J].宝钢技术,2005(增):76-79.
[2] ASPEN PLUS1.0用户指南:7-2~7-9.
Study on ASPEN PLUS Separation of 2,6-Xylenol from Mixed Phenols
Kong Xiao-ming
In the process of producing Ortho cresol with phenol and methanol,a small amount of product was High boiling substance,which made the purity of by-product 2,6-dimethylphenol could not meet the design requirements.Based on the experimental results,the high purity 2,6-dimethylphenol was isolated from mixed phenol by ASPEN PLUS software.
ASPEN PLUS;2,6- two methyl phenol;heavy chemical
TQ241
B
1003–6490(2017)11–0025–02
2017–10–20
孔晓明(1970—),男,湖南株洲人,工程师,从事化工工程设计工作。
