铁塔用角钢Q420B生产工艺优化
2017-11-27徐艳丽
李 哲 徐艳丽 田 伟
(河钢集团唐钢公司)
铁塔用角钢Q420B生产工艺优化
李 哲 徐艳丽 田 伟
(河钢集团唐钢公司)
从生产工艺角度,结合金相分析和电镜分析,发现角钢Q420B轧制开裂、黑斑主要是由连铸过程不稳定,引起结晶器钢水卷渣,进而导致角钢Q420B轧制开裂,以及黑斑缺陷;另外,连铸冷却制度不合理,致使铸坯裂纹严重,以致轧制开裂。通过优化冶炼工艺,调整连铸的冷却制度,铸坯质量得到了大幅改善,有效降低了轧制开裂和黑斑的发生率。
Q420B 开裂 黑斑 连铸
0 引言
唐钢长材部在国内率先开发了铁塔角钢,实现了铁塔角钢的专业化生产,得到了用户的一致认可。自2015年长材部钢区设备升级改造以来,输变电铁塔用角钢Q420B的产品质量出现了波动,主要表现为角钢腿端开裂,并部分伴有黑斑,不但增加生产成本,也增加了产品质量隐患。为此,对比前后工艺的变化,查找导致缺陷的原因。
1 角钢Q420B主要缺陷的形态
角钢Q420B的主要缺陷如图1所示。从图1(a)可以看出,角钢腿端开裂处烂边,裂纹内部有明显的夹渣,肉眼可见;从图1(b)可以看出,角钢腿端分层开裂,裂纹附近很难发现夹杂物;从图1(c)可以看出,角钢大面上分布有黑色不连续的斑点,称之为黑斑,该种缺陷,手感存在不同深度的凹坑,为后续工序的深加工和使用,带来隐患。

图1 角钢缺陷形态
2 生产工艺分析
长材部角钢生产工艺为:“转炉→连铸→加热炉→轧机”。各冶炼工序改造前、后的对比如下所述。
2.1 转炉工序
转炉改造前、后的参数对比见表1。
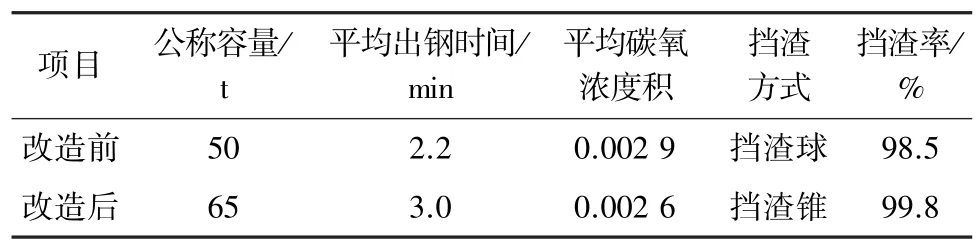
表1 转炉改造前、后的参数
从表1可以看出,对转炉进行升级改造后,转炉的平均碳氧浓度积和挡渣方式在一定程度上得到了改善,转炉的终点氧控制水平和挡渣率均优于改造前。
2.2 连铸工序
连铸机改造前、后的参数对比见表2。

表2 连铸机改造前、后的参数
从表2可以看出,连铸机改造后,连铸坯断面减小,流数增加,取消了结晶器喂丝,连铸机的浇钢量有所增加,钢水在中间包的停留时间比改造前缩短64.8 s;但是应用了结晶器液面自动控制技术,保证了结晶器液位波动控制在±3 mm以内,大大降低了连铸坯夹渣的可能性。
连铸坯断面减小带来轧制的压缩比减小,两种铸坯断面的角钢轧制的压缩比见表3。
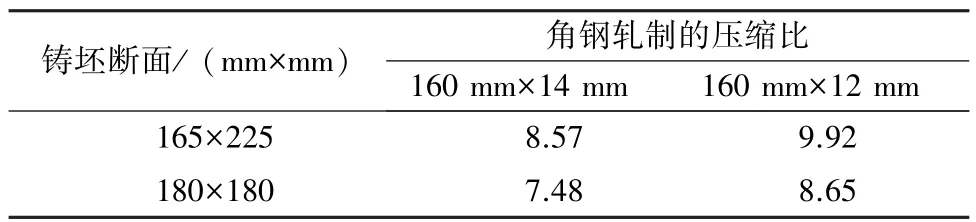
表3 两种铸坯断面的角钢轧制的压缩比
从表3可以看出,虽然连铸坯断面的变小降低了压缩比,但是压缩比最大仅降低了1.27,降低幅度并不明显。
2.3 炼钢生产组织分析
炼钢改造前、后对生产组织的影响见表4。

表4 改造前后对生产组织的影响
从表4可以看出,转炉冶炼周期相对浇注周期的匹配性降低,生产组织的难度增加。当钢水供应紧张,连铸等钢时间过长,导致中间包钢水液位波动大,以致低于规定值要求,引起结晶器液位的波动,超出结晶器液面自动控制能力,被迫采用手动调节,导致钢水卷渣,产生开裂(如图1(a))所示。
3 角钢开裂、黑斑的物理分析
3.1 角钢开裂的物理分析
图1(a)中的开裂原因很明显,是结晶器卷渣所致,故而未做物理分析;图1(b)中的开裂缺陷,通过物理分析发现有两种情况。
垂直于轧制方向,在角钢开裂处取样,对比观察裂纹附近与基体的金相,结果如图2所示。有一种情况是,裂纹附近的金相与基体组织相比,有大量的脱碳,如图2(b)所示;另一种情况是,裂纹附近未发现脱碳层,与基体组织相比,基本相同,如图2(c)所示。

图2 开裂处与基体组织的金相对比
从图2(b)可以看出,在加热炉中,铸坯裂纹暴露在氧化气氛下,导致裂纹附近组织脱碳形成的。为此对铸坯表面和铸坯内部进行低倍抽查,发现铸坯边部、角部以及内部裂纹较为发达,详情如图3所示。

图3 Q420B铸坯低倍
从图3可以看出,铸坯偏离角部裂纹、边部裂纹和中间裂纹严重,尤其偏离角部裂纹,距离铸坯表面仅2 mm ~3 mm。由此可以印证图2(b)中的裂纹的产生原因。偏离角部裂纹是由于结晶器冷却不均,角部冷却强度偏大,过早脱离结晶器产生气隙,偏离角部处的坯壳相对薄弱,且缺乏结晶器壁支撑,热应力集中,当超出坯壳的承受极限,就会产生裂纹。此外,连铸拉速偏高,且生产过程中由于节奏不稳定,加剧了浇注过程的拉速波动;同时连铸二冷比水量偏高,加剧了铸坯的冷却不均,这些因素极易导致中间裂纹和缩孔。另外,通过手持测温枪抽测过拉矫机前的铸坯表面温度,铸坯角部温度在870℃~900℃之间,内弧中心表面温度在880℃~956℃之间,拉矫温度过低,处于高温脆性区。低合金铸坯允许伸长率1.5%~2.0%[1],而且拉速偏上限时,铸坯过拉矫机时伸长率为2.0%,已经达到临界值,很容易导致铸坯中间裂纹或表面横裂纹。
图2(c)裂纹附近金相与基体金相未发现明显区别,但是,通过金相显微镜观察未侵蚀试样,裂纹附近发现有大型夹杂物,如图4所示。该夹杂物为C类夹渣,长度1 020 μm,说明浇铸过程波动较大,需要进一步提高控制水平。

图4 夹杂物
3.2 角钢黑斑的物理分析
针对图1(c)中的黑斑缺陷,抽取试样,使用扫描电镜查看黑斑处的物质组成,电镜结果如图5所示。根据扫描电镜的结果,黑斑中存在 Na、Mg、Al等保护渣代表成分。证明黑斑是由于浇钢过程的保护渣卷入导致的。
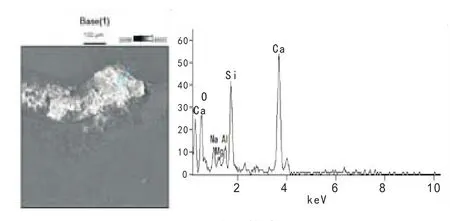
图5 黑斑的扫描电镜结果
4 工艺的改进
为了提高钢水的洁净度,对Q420B的冶炼工艺进行了优化,由原来的“转炉→连铸机(无保护浇注)”改为现在的“转炉→LF精炼→连铸机(全程保护浇注)”。
增加LF精炼工序,改善了生产节奏,进一步提高了钢水纯净度;大包采用长水口氩封保护浇注,避免浇钢过程的二次氧化,同时大包采用长水口后,避免了大包钢水进入中间包时,直接冲击钢水表面,避免了将大量的中包渣和覆盖剂卷入钢液当中,污染钢液。尤其避免了换包过程中此类现象的发生。从而进一步提高了钢水的洁净度。工艺调整前后,铸坯中全氧平均由0.007%控制到了0.005%以下,Q420B某规格的冲击功对比见表5。

表5 Q420B某规格角钢纵向冲击吸收能量对比
从表5可以看出,工艺改进前后,虽然工艺改进前后的Q420B最小纵向冲击吸收能量相当,但是,平均纵向冲击吸收能量提高了16.3 J。由此可见,纵向冲击吸收能量得到了改善。连铸使用塞棒中间包浇注Q420B,提高了最低连浇中间包钢水液位,优化连铸的冷却制度。采用上述措施后,避免了中间包钢水液位的大幅波动和结晶器卷渣,提高了钢水洁净度,杜绝了图1(a)中的缺陷产生。针对铸坯内部裂纹严重,调整连铸的冷却水量。改进前、后的工艺参数对比见表6。

表6 工艺改进前、后连铸工艺参数对比
从表6可以看出,首先降低了连铸的拉速,平均浇注周期延长了6 min,同时增加了LF精炼工序,生产节奏和钢水的温度波动得到了有效控制;降低了连铸机的冷却强度,结晶器进出水温差降低了2℃,综合冷却比水量由1.9 L/kg下调至1.0 L/kg,铸坯在拉矫机前内弧表面温度提升至950℃以上。以上措施实施后,铸坯质量得到了显著的提高,铸坯内部裂纹彻底消失,改进后的 铸坯低倍结果如图6所示。
图6 工艺改进后的铸坯低倍
5 结论
经过上述分析发现,输变电铁塔角钢Q420B成品开裂和黑斑,是由于以下两点原因导致。
1)生产组织不合理,导致中间包钢水液位波动大,进而引起的结晶器液面自动控制的失效,引起钢水卷渣,洁净度变差;
2)连铸机的冷却制度不合理,导致连铸坯产生裂纹,进而导致轧制开裂。
通过优化冶炼工艺,由“转炉→连铸”改为“转炉→LF→连铸”,冶炼过程实施全程保护浇注;降低连铸机拉速和连铸的冷却强度;以上措施的实施,保证了钢水供应的稳定,提高了钢水洁净度,黑斑和开裂比例由2.3%降至0.7%,有效降解决了Q420B角钢开裂和黑斑的问题。
[1] 王雅祯,张岩.连续铸钢工艺及设备术[M].北京:冶金工业出版社,2010:45.
OPTIMIZATION OF STEEL MAKING PROCESS FOR TOWER ANGLE STEEL Q420B
Li Zhe Xu Yanli Tian Wei
(HBIS Tang Steel)
From the processing flow point of view, together with metallographic analysis and electron-microscopic a⁃nalysis, it is found that the main reason caused crack and black patch of Q420B angle steel is unstable casting operation,which can also cause included slag phenomenon and crack in angle steel Q420B,as well as black patch defects.Another reason is unreasonable cooling system in casting process,which speed up the crack in the billet.By optimizing casting process and cooling system,billet qualities has been greatly improved and efficiently lower the crack and black patch ratio.
crack black patch continuous casting
2017—7—5