抗震钢筋钢LF吹氮气合金化工艺研究与应用
2017-11-27刘晓峰杜亚伟
刘晓峰 程 殿 杜亚伟
(1.重庆钢铁股份有限公司; 2.安阳钢铁集团有限责任公司)
抗震钢筋钢LF吹氮气合金化工艺研究与应用
刘晓峰1程 殿1杜亚伟2
(1.重庆钢铁股份有限公司; 2.安阳钢铁集团有限责任公司)
吹氮气合金化是一种新型氮化合金技术。通过理论分析抗震钢筋钢钢水吹氮气合金化增氮的热力学和动力学影响因素,在重钢80 t LF进行吹氮气合金化工艺现场试验。提出了合理控制LF大流量吹氮气前的钢水温度、氮气流量、吹氮气时间等工艺控制措施。实践结果表明:抗震钢筋钢未加入任何含氮合金,经LF吹氮气合金化工艺后钢水增氮效果良好,氮含量稳定,钢材力学性能够满足国家标准。
抗震钢筋钢 LF 氮气 合金化 实践
0 前言
目前在抗震钢筋钢的生产中,主要微合金化方案有4种,分别是V、V-N、Nb和Ti微合金化,其它微合金化方案及复合微合金化方案均比较少见。从微合金化效果、经济性、工艺可靠性等方面综合考虑,企业采用较多的微合金化方案大致顺序为:VN、V、Nb、Ti[1]。 重庆钢铁股份公司炼钢厂(以下简称重钢)生产抗震钢筋钢主要采用钒微合金化工艺,较少地钒氮微合金化工艺也是采用钒铁和氮化锰铁配加N、V。
氮对微合金化钢中的碳氮化物的析出起重要作用,尤其是在钒微合金化的钢中,氮被认为是一种有价值的合金化元素[1]。钢中增氮,促进了钒的析出,增强了钒的沉淀强化作用,明显提高钢的强度。因此,充分利用廉价而富有的氮元素,对提高钒微合金化钢的性能,降低成本是非常有效的[2]。吹氮气合金化作为一种新型氮化合金技术,在炉外精炼装备上应用较多,LF、VD、RH等吹氮气合金化工艺国内学者做过不少研究,但其氮含量控制精度差别较大[3-5]。 LF肩负着制造还原性气氛、气体搅拌、电极加热、白渣精炼四大基本功能,它们相互影响,相互依存与相互促进,决定了其生产工艺的复杂性。在LF实施吹氮气合金化工艺,要准确地控制LF出站钢水氮含量,难度较大。2015年3月开始,重钢开始采用新钒氮微合金化技术在抗震钢筋钢进行炼钢试生产研究,该技术主要是采用吹氮气替代(或部分替代)氮化锰铁,从而实现抗震钢筋钢合金结构优化和成本的降低。
1 生产试验
1.1 试验条件
试验钢种HRB400E,主要化学成分内控要求见表1,共试验6炉。试验工艺路线:80 t BOF→LF→CC。LF主要性能参数见表2。
1.2 钢液增氮理论

表1 试验钢种HRB400E主要成分内控要求

表2 LF主要性能参数
冶炼过程中氮的的溶解反应[6]为:

KN——氮溶解的平衡常数;
PN2——氮在钢液上的分压,Pa;
fN——氮的活度系数;
[j]——各元素在钢中的含量,%。
表3 1 600℃时钢液中元素与[N]的活度相互作用系数

表3 1 600℃时钢液中元素与[N]的活度相互作用系数
成分 C Si Mn P S Al Cr Nb V O含量,% 0.13 0.065 -0.02 0.05 0.013 0.006 -0.047 -0.067 -0.12 0.05
在常压(PN2取0.79)、1 600 ℃时,根据表1、表3计算出钢种成分控制中限时钢液中的理论氮的溶解度为378×10-6,钢种理论氮的溶解度大于钢种标准氮含量要求。由此可见,在常压下试验钢种可通过吹氮气进行合金化实现氮控要求。
从式(1)可见,影响氮在钢液中溶解度的因素主要有:温度、氮分压和钢液中合金元素的含量与氮的活度相互作用系数。钢液吸收氮气的反应过程由3个环节组成,即氮气向钢液表面扩散、氮原子被钢液吸附、氮气原子在钢液中的扩散。钢液吹氮气时,氮气向钢液表面扩散并不显著地影响它在钢液中的溶解速率,而溶解过程受吸附化学反应或吸附化学反应和钢液内的传质所限制。
从表3 可以看出,钢液中的[Cr]、[Mn]、[Nb]、[V]等合金元素可提高氮的溶解度,[C]、[O]、[Si]、[S]则降低氮的溶解度,[Ni]、[A1]等对氮的溶解度影响不大。因此,在实际生产条件下,应先在转炉进行完Mn、V合金化后再进行LF吹氮气,这样有利于提高增氮速率。
对于N的传质系数可根据式(2)计算:

式中:[N]e——氮气泡表面 N 浓度,mol/m3;
[N]0——钢中原始[N]浓度,mol/m3;
[N]——实际 N 浓度,mol/m3;
ρFe——钢液密度,kg/m3;
A——传质面积,m2;
Rm——传质系数,单位;
W——钢液质量,kg;
t——时间,s。
吹氮气时间是钢液增氮的动力学主要控制因素。氮气流量虽然不直接影响钢液的吸氮速度,但是它却影响着钢液的搅拌强度和钢液中氮气泡的弥散程度,显然钢液中氮气泡的弥散程度越高,则氮气与钢液的界面就越大,那么钢液吸氮的速度也就越大。
1.3 试验方案
根据前期现场试验结论[7-8],结合抗震钢筋钢化学成分优化现状,本次试验6炉。其中按氮化锰铁2 kg/t加入 4炉,1.5 kg/t加入 2炉。 LF 吹氮气时间(43±2)min共3炉,(30±2)min共3炉,试验方案见表4。在钢水进LF、大流量吹氮气前后和钢水出站时分别进行测温、取气体样记录并对其进行分析,同时记录各阶段氮气流量和吹氮气时间。气体样为截取“球拍样”致密圆柱部分,并将其加工成直径为5 mm圆柱试样,供TCH-600氧/氮分析仪测定氮含量。

表4 LF吹氮气合金化试验方案
2 试验结果与分析
LF吹氮气合金化工艺6炉钢的增氮数据见表5。基于试验结果,针对LF吹氮气合金化影响氮含量变化的主要因素进行讨论分析。

表5 HRB400E钢种LF吹氮气合金化试验结果
2.1 氮气流量与增氮速率的关系
试验过程LF吹氮气流量与吹氩气相同,氮气压力1.4 MPa~1.8 MPa,吹氮气流量与钢水增氮速率关系见表6。
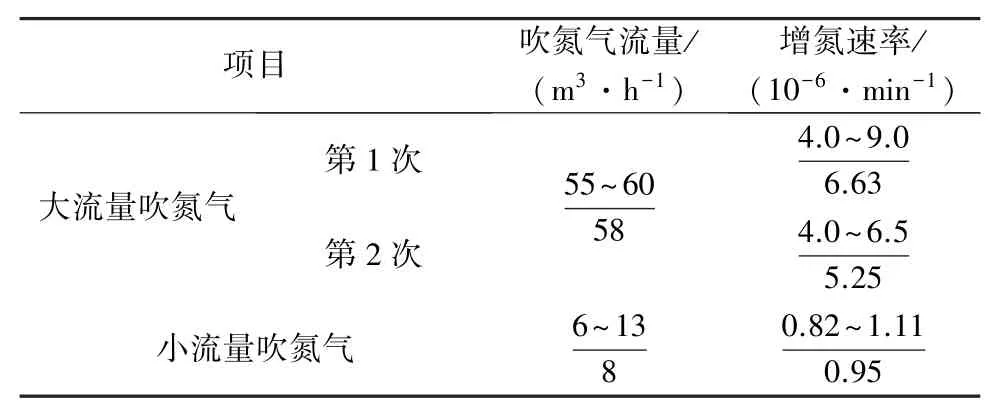
表6 LF吹氮气流量与增氮速率的关系
从表6可以看出,LF吹氮气流量越大,钢水增氮速率也越快,钢水增氮量也越大。LF吹氮气合金化试验炉次第1次大流量吹氮气吸氮速率高于第2次,这与前期钢水的氮含量较低有关。试验结果表明,保持足够的底吹氮气流量(≥55 m3/h),发挥出LF最大搅拌能力和氮气泡的弥散程度,提高钢液中氮气与钢液反应界面,可以在短时间内提高钢水中的氮含量。
2.2 钢水温度与增氮速率的关系
在氮气流量相近情况下,大流量吹氮气开始钢水温度与增氮速率情况如图1所示。
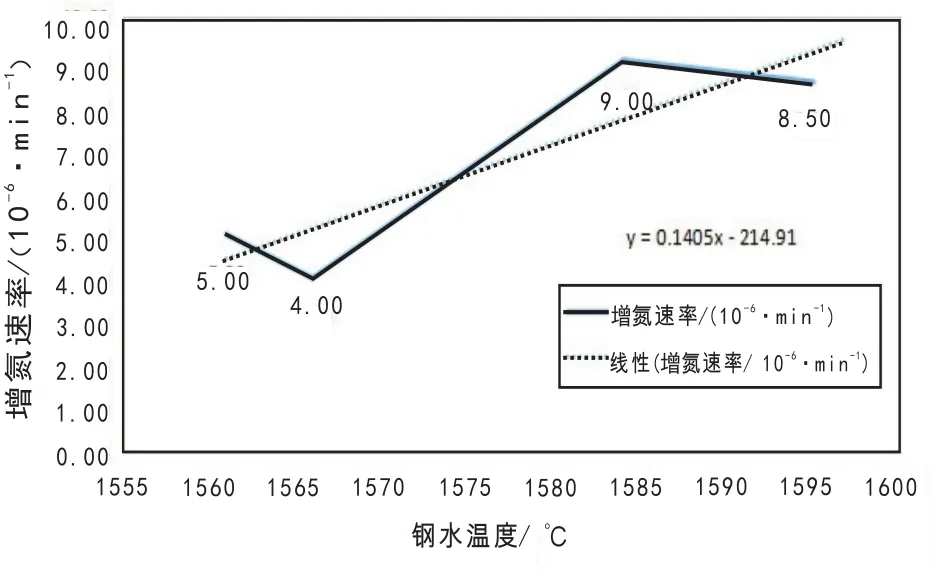
图1 LF大流量吹氮气开始温度与增氮速率的关系
从图1可以看出,LF大流量吹氮气开始温度与增氮速率呈正相关关系。1 560℃时,钢水的增氮速率为 4.27×10-6/min,1 590 ℃时,钢水的增氮速率达到8.49×10-6/min,提高了接近 2倍。 大流量吹氮气前钢水温度越高,钢水的增氮效果越明显,增氮速率越快。LF大流量吹氮气前钢水温度在1 580℃~1 600℃,可以将钢水的增氮速率稳定在 6×10-6/min以上。
2.3 吹氮气时间与钢水增氮量的关系
受生产组织影响,试验炉次吹氮气时间与钢水增氮量的关系如图2所示。
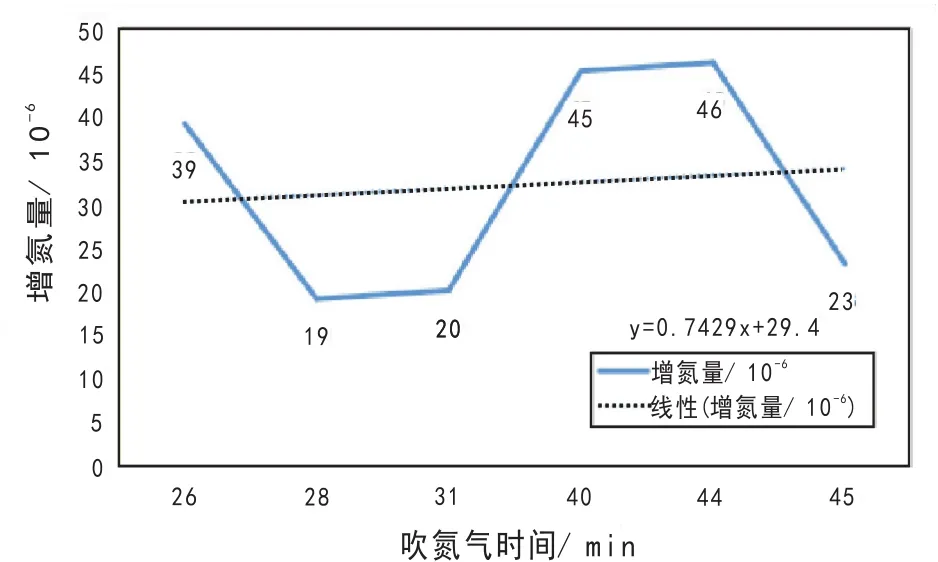
图2 LF吹氮气时间与钢水增氮量的关系
从图2可以看出,延长吹氮气时间有利于钢水增氮。受转炉炼钢和连铸生产节奏等诸多条件的限制,LF吹氮气合金化时间必然受到限制。为了有效控制钢水的增氮量,LF吹氮气时间控制在40 min~60 min之间比较合适。
3 生产应用
根据试验研究,从2017年5月中旬开始,LF吹氮气合金化工艺在重钢抗震钢筋钢生产中全面应用,目前已经生产500多炉。LF生产抗震钢筋钢过程温度按现有制度执行,钢包氮气压力1.4 MPa~2.0 MPa,合金化和脱硫阶段氮气流量55 m3/h~60 m3/h,时间 4 min~ 5 min,其余时间氮气流量8 m3/h~10 m3/h,LF 吹氮气时间 40 min~60 min。表7为8炉大生产抗震钢筋钢LF吹氮气合金化钢水增氮情况,其中4炉氮化锰铁 加入量按1.5 kg/t控制,其余4炉未加入氮化锰铁。

表7 8炉大生产抗震钢筋钢LF吹氮气合金化效果
从表7可以看出,炼钢过程中加氮化锰铁的炉次和未加氮化锰铁的炉次,LF全程吹氮气都能达到一定的增氮量,出LF钢水增氮量稳定在40×10-6以内,增氮效果良好。
通过跟踪钢材的轧制性能,未加入任何含氮合金,仅经LF吹氮气合金化的抗震钢筋钢,轧制规格为Φ18 mm~Φ25 mm,钢材的力学性能符合国家标准(GB 1499.2—2007)的要求。
4 结论
1) LF 吹氮气流量为 55 m3/h~60 m3/h 时,钢水的增氮速率为(5~6)×10-6/min;LF 吹氮气流量为 8 m3/h~10 m3/h 时,钢水的平均增氮速率为0.95×10-6/min。
2)LF大流量吹氮气前钢水温度在1 580℃~1 600℃,可以将钢水的增氮速率稳定在6×10-6/min以上。
3)LF吹氮气时间按40 min~60 min控制,有利于氮含量的稳定控制。
4)LF全程吹氮气合金化,出LF钢水增氮含量稳定在40×10-6以内,增氮效果良好。
5)实践结果表明,抗震钢筋钢未加入任何含氮合金,经LF吹氮气合金化工艺后钢水的增氮效果良好,氮含量稳定,钢材的力学性能符合国家标准的要求。
[1] 齐俊杰,黄运华.张跃.微合金化钢[M].北京:冶金工业出版社,2006:218.
[2] 季怀忠,杨才福,张永权,氮在非调质钢中的作用[J].钢铁,2000,35(7):66-71.
[3] 董大西,杨峰功,胡云生,等.MnCr/CrMo钢 LF底吹氮气合金化工艺研究[J].炼钢,2015 , 31 (6) :62-66.
[4] 吕学飞,丛花越,张宇,等.45tLF(VD)精炼钒氮非调质钢的增氮工艺[J].特殊钢,2009(2):46-47.
[5] 康伟,康磊,赵坦,等.吹氮气冶炼钒氮微合金钢[C].第十七届(2013年)全国炼钢学术会议论文集(A卷)[A],杭州:中国金属学会,2013.379-383.
[6] 王志才,李润霞,王海江,等.LF精炼吹氮合金化工艺实践[C].2012年全国炼钢-连铸生产技术会论文集(上)[A],重庆:中国金属学会,2012.434-436,441.
[7] 刘晓峰,黄志强.LF吹氮合金化工艺试验[J].炼钢,2016,32(1):42-46.
[8] 刘晓峰,LF吹氩与吹氮搅拌钢水氮含量变化对比试验[C].第十九届(2016年)全国炼钢学术会议大会报告及论文摘要集[A], 长沙:中国金属学会,2016:72-73.
STUDY AND APPLICATION OF LF BLOWING NITROGEN ALLOYING PROCESS FOR EARTHQUAKE RESISTANT STEEL
Liu Xiaofeng1Cheng Dian1Du Yawei2
(1.Chongqing Iron and Steel Company Limited;2.Anyang Iron and Steel Group Co., Ltd)
Blowing nitrogen alloying is a new kind of nitriding alloy technology.Through theoretical analysis of influen⁃cing factors of thermodynamics and kinetics of aseismic reinforcement steel grade blowing nitrogen alloying nitriding, by blo⁃wing nitrogen alloying process field test in CISC 80 t LF is carried out in Chongqing Steel.Nitrogen flow rate and blowing time before controlling LF large flow rate blowing nitrogen are put forward.The practice results show that the nitrogen free alloy is not added to the anti-seismic steel bar, the nitrogen adding effect is good after the LF blowing nitrogen alloying process, and the nitrogen content is stable, the mechanical properties of the steel could meets the requirments of national standard as well.
earthquake resistant steel LF nitrogen alloying practice
联系人:杜亚伟,工程师,河南.安阳(455004),安阳钢铁集团有限责任公司技术中心长材产品研究室;
2017—7—10