蒸汽冷凝液回收装置优化改造
2017-11-24张文祖神木富油能源科技有限公司陕西神木719319
张文祖(神木富油能源科技有限公司,陕西 神木 719319)
蒸汽冷凝液回收装置优化改造
张文祖(神木富油能源科技有限公司,陕西 神木 719319)
通过对半开放式蒸汽冷凝液回收装置的改造,增加乏汽冷却器将冷凝液储罐上乏汽进行回收,有效解决了原装置存在的问题,提高冷凝液回收率,减少除氧蒸汽用量,降低冷凝液泵检修次数,保障回收蒸汽冷凝中溶解氧,获得良好的经济效益。
冷凝液回收;优化;改造;效益
在北方化工企业中,为使粘度大、凝点低等工艺介质能够顺利输送,避免冬季因气温低造成输水管线等冻堵,通过在介质管线上增加伴热管线保障介质的顺利输送或防冻工作。伴热方法包括电伴热、蒸汽伴热、热水伴热等,蒸汽伴热因其温度高、易获得等优势使用广泛,也是最常用的使用方法。蒸汽伴热过程中,蒸汽的相变热传至工艺介质,蒸汽温度降低后冷凝为液体,因此蒸汽伴热管线末端必须设置输水系统,输水系统排放冷凝液大多就地排放,造成极大浪费,将其进行回收利用可产生一定的经济效益和环境保护效益。
1 系统介绍
1.1 工艺流程
为收集伴热管线产生的冷凝液,在输水系统较为集中处设置冷凝液集水箱一台,集水箱顶部直接放空,集水箱中的液体通过机泵输送至锅炉使用。其工艺流程如下:
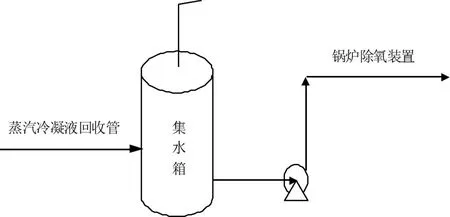
图1. 改造前工艺
1.2 装置存在的问题
改造前因集水箱顶部排放大量乏汽,一方面蒸汽大量排放,冷凝液回收量大幅度降低,冷凝液中溶解氧浓度无法保证,另一方面因冬季气温低,致使排放的乏汽冷凝成液滴降至路面及装置框架形成结冰,易造成人员人身安全的隐患。
2 装置改造及应用
2.1 装置改造方案
为减少蒸汽冷凝后的乏汽排放,造成的浪费及环境影响问题,将原来半开放系统技改为闭式回收系统,乏汽冷凝后回收,新增一台蒸汽冷凝器,原泵组保持不变。用循环水对乏汽进行冷却,冷却后冷凝液回至汽凝水罐,经冷凝后蒸汽冷凝液温度可降至70℃左右,蒸汽全部回收利用,避免了蒸汽浪费及飘散现象,减少机泵因高温检修频率,确保人员人身安全。改造后的工艺经济效益好,机泵工作时间长,改造后的流程如图:
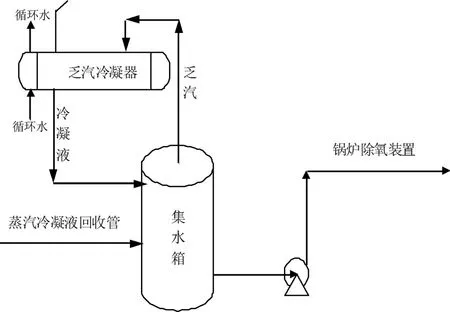
图2. 改造后工艺
2.2 应用情况
该装置自正式并入系统运行,运行指标为:集水箱压力:0.1Mpa,去除氧装置水温:70℃(改造前100℃),去除氧装置冷凝液水流量:1.5m3/h。
装置自运行以来,机泵运行稳定,冷凝液回收达到99%以上,未对伴热装置产生负面影响。3效益分析
回收蒸汽1500kg/h,每年回收12000t蒸汽;减少除氧水加热蒸汽350kg/h,每年节约2800t蒸汽。改造前后机泵未发生变化,机泵检修费用减少约3000元。本装置因伴热系统小,经济效益不明显,
避免人员伤害。乏汽直接排放,高温季大量蒸汽喷出容易造成人员烫伤等危害,低温季节蒸汽喷出后冷凝为冰块,地面冰块易造成人员摔伤,设备冰块造成人员砸伤等危害。冬季乏汽喷出后直接挂于设备外部,损坏设备保温及本体,夏季对设备产生腐蚀。
4 结语
通过增加乏汽冷却器将冷凝液储罐上乏汽进行回收,解决了原装置乏汽伤人,机泵汽蚀等问题,同时冷凝液回收率达到99%以上,减少除氧加热蒸汽用量,获得良好的经济效益和安全效益,本装置因伴热系统小,经济效益不明显,若在大型伴热系统中,该技术设计简单,投资少,收益高,符合节能减排要求,适合技术推广。
