非正交坐标测量机下REVO测头参数及误差标定
2017-11-20张海涛刘书桂李杏华苏智琨
张海涛+刘书桂+李杏华+苏智琨

摘 要:针对基于正交式坐标测量机设计和应用的REVO五轴测量系统,在非正交式坐标测量机下应用不能实现自标定的问题,基于对称和反转原理,提出了测头参数和误差项的一系列单项标定方法,通过测量机单轴小范围辅助运动测量量块,实现了非正交坐标测量机下REVO测头的参数和误差标定,避免了大范围运动测量机主轴所产生的运动误差给标定结果带来的影响.通过实验验证了所提出标定方法的精确性和有效性,经过标定和误差补偿后,平均测量误差从18.1 μm降低到了0.8 μm.实验结果表明:所提出的方法操作简便,精确度高,具有很好的溯源性.
关键词:非正交式;坐标测量机; REVO测头;参数与误差项;标定
中图分类号:TH721 文献标志码:A
Calibration Techniques of REVO Probe Head inNon-orthogonal Coordinate Measuring Machine
ZHANG Haitao1,2,LIU Shugui1,LI Xinghua1,SU Zhikun1
(1.State Key Laboratory of Precision Measuring Technology and Instruments,Tianjin University,Tianjin 300072,China;
2.School of Mechanical Engineering,Tianjin University,Tianjin 300072,China)
Abstract:In order to solve the calibration problem of the application of REVO 5-axis system,which was designed to be applied in the orthogonal coordinate measuring machines (CMMs) and non-orthogonal CMM,some techniques based on symmetrical and reversal principle for calibrating the parameters and error items of REVO probe head were proposed and discussed in detail. The calibration of the parameters and error items of REVO probe head in the non-orthogonal CMM was realized only by measuring some gauge blocks with one CMM axis moving in a short distance,which avoided the introduced error due to the motion errors of the CMM axes moving in a large scale. The accuracy and effectiveness of the calibration techniques was proved by experiments and practice. After the calibration and error compensation,the average measurement error was reduced to 0.8 μm from 18.1 μm. The results show that the proposed methods are easy to operate and be traced to the source,and with high accuracy.
Key words:non-orthogonal; coordinate measuring machine; REVO head; parameters and error items; calibration
Renishaw公司推出的REVO五軸测量系统[1-2],是坐标测量机行业的革命性产品,标志着多年来坐标测量机技术的重大进步.在航空发动机叶盘机翼和汽车汽缸头的测量应用中,相对于传统的三轴扫描测量系统,其测量效率分别提高了922%和690%.
REVO五轴测量系统被设计应用于正交式坐标测量机中,针对REVO测头的相关参数及误差标定问题,Renishaw开发了专门的标定程序.在正交式坐标测量机下,REVO测头在不同姿态通过五轴联动测量标准球,经过标定程序的数据处理即可实现测头参数和误差的高精度自标定.REVO五轴测量系统为复杂零部件的高精度、高效率测量提供了新的技术途径,但是在某些特殊的应用场合,正交式坐标测量机结构并不能满足测量要求.
针对某复杂结构零部件的测量,开发了一种悬臂式坐标测量机[3-4],并将REVO五轴测量系统应用于此非正交式坐标测量机下,在固有的标定程序不能应用的前提下,提出了一系列在非正交式坐标测量机下REVO测头参数和误差的单项标定方法,并通过实验验证了所提出标定方法的有效性和精确性.
1 非正交式测量机结构
为了能够在加工现场有限的空间限制下实现某复杂结构零部件的在线原位测量,研制了一种非正交式坐标测量机,其结构如图1所示.
图1所示的非正交式坐标测量机由两个线性运动部件(x向水平运动部件和z向竖直运动部件)和一个水平旋转运动部件组成,其关节臂绕C轴在水平面内带动REVO测头转动.
在非正交式坐标测量机下,不能使用系统自带的标定程序对REVO测头参数和误差进行标定,而不经过标定会给测量带来很大的误差,因此,必须重新设计标定方法[5-11].文献[8]提出了一系列精确有效的标定方法,但是其针对测头探针长度和A轴零位的标定方法需要大范围的移动测量机的x轴与z轴,x轴与z轴的运动误差会影响标定精度,必须提前对其标定;另外,x轴与z轴运动误差的标定精度也会对探针长度和A轴零位的标定结果产生影响.本文在文献[8]的基础上,提出了新的标定方法,只使用量块和平板,在测量机旋转轴和竖直轴不运动的情况下,仅小范围地运动x轴辅助测量,实现了REVO测头参数及误差的精确标定.endprint
2 REVO测头参数及误差标定方法
REVO测头内部有两个旋转轴A轴、B轴,B轴可以绕竖直方向在360°范围内顺时针和逆时针连续转动,A轴垂直于B轴,行程为125°.理想情况下A轴与B轴应互相垂直且相交于一点,但在制造时A轴与B轴不可能完全垂直,且会存在一定的分离,在使用前必须对其参数和误差进行标定.需要标定的REVO测头参数和误差为:探针长度l,A轴零位误差Δα,B轴零位误差Δβ,A轴与B轴的偏置e1,探针中心与B轴的偏置e2以及A轴与B轴的垂直度误差αAB,如图2所示.在B轴90°位置,e1在测量机的x向,在B轴0°位置,e2在测量机的x向.为了能够进行精确标定,只在小范围内运动直行运动轴x轴进行辅助测量.
2.1 A轴零位误差及A轴与B轴偏置标定
由于Δα和e1的影响,测头在A轴零度时探针的姿态如图3(a)所示.根据实际配置,测头B轴位于零度时,A轴沿测量机的x向.为了标定出Δα和e1,需要将B轴转动90°.
如图3(b)和图3(c)所示,分别在测头B轴的90°和-90°位置运动x轴探测量块工作面上一点,并分别记录测量点x坐标值的读数x1,x2.则
x1-x2=2·(e1+l·Δα)(1)
式(1)中包含3项误差参数,仅通过此旋转并不能标定出任何一项.Δα的标定方法如图4所示.
在B轴90°位置,使A轴处于名义零位,运动x轴探测量块一点,然后运动x轴使测球中心与量块距离为S,运动测头A轴探测量块;将B轴旋转180°至-90°位置,使A轴处于名义零位,运动x轴探测量块一点,然后运动x轴使测球中心与量块距离为S,运动测头A轴探测量块,两次测量示值不变(或变化最小)的位置即是探针绕A轴转动的零位,由此即可获得A轴零位与初始位置的差值Δα.A轴零位标定后即可利用图5的方法标定出A轴与B轴的偏置e1.分别在测头B轴90°与-90°位置,运动x轴探测量块,并记录测量点x坐标值的读数x3,x4.则
2e1=x3-x4(2)
将标定出的Δα和e1代入式(1)中也可求得探针长度l的值,但是此种方法得到的l的标定结果依赖于Δα和e1的标定精度,不符合计量学的要求.
2.2 B轴零位误差标定
REVO测头B轴零位朝向坐标系y轴的负方向,探针在关于y轴对称的位置,其角度相同,符号相反.B轴零位的标定方法如图6所示.
调整量块使其工作面与x轴垂直并使测头B轴在名义零位时探针中心位于量块的中间位置,转动B轴分别探测量块两个工作面,分别记录测量点B轴的角度β1和β2,理论上β1和β2关于B轴零位对称,其和为零.根据β1和β2的值即可计算出B轴零位误差,即
Δβ=(β1+β2)/2(3)
2.3 探针长度标定
使用如图7(a)所示的方法标定探针长度l,测头A轴位于90°,在长度为b的量块两端分别探测一点并记录测头B轴的角度β1,β2 (0°<β1,β2<180°) ,则,
l=b+dsinβ1+sinβ2(4)
对式(4)求微分可得
Δl=l·Δb+Δdb+d-Δβ1cosβ1+Δβ2cosβ2sinβ1+sinβ2(5)
由式(5)可知,在相同的Δb,Δd,Δβ1,Δβ2情况下,β1,β2越大,Δl越小,故采用图7(b)所示的内测法进行标定,以提高标定精度,则
l=b-dsinβ1+sinβ2(6)
2.4 A轴与B轴垂直度误差标定
A轴与B轴垂直度误差不能直接标定出来,需要分别标定出A轴与B轴的方向,通过计算求出.
如图8(a)所示,将平板的工作面调整至与坐标系的xoz平面平行且与水平面垂直,探针绕A轴转动探测平板表面,得到圆柱坐標系下的一系列探测点(l,αi,zi),通过拟合即可得到平板工作面在测头坐标系下的法向量(lA,mA,nA);将平板的工作面调整至与水平面平行,探针绕B轴转动探测平板表面,得到圆柱坐标系下的一系列探测点(l,βi,zi),通过拟合即可得到平板工作面在测头坐标系下的法向量(lB,mB,nB);则A轴与B轴的垂直度误差可以表示为
αAB=lAlB+mAmB+nAnB(7)
2.5 探针中心与B轴偏置标定
探针中心与B轴的偏置e2标定方法与e1相同,如图9所示.
转动B轴至0°和180°位置,使偏置e2在坐标系的x轴方向.由于A轴与B轴之间存在垂直度误差,如图9(a)所示,因此,实际标定出的结果中,含有A轴B轴垂直度误差引入的偏置e3=l·ΔαAB,需要对其进行消除.运动测量机的x向运动部件探测量块,并记录触发点的x坐标值x3和x4,则偏置e2为
e2=(x4-x3)/2-l·ΔαAB(8)
3 实验与结果
使用1级量块和00级大理石平板,根据提出的标定方法对REVO测头的参数和误差进行标定,标定结果如表1所示.
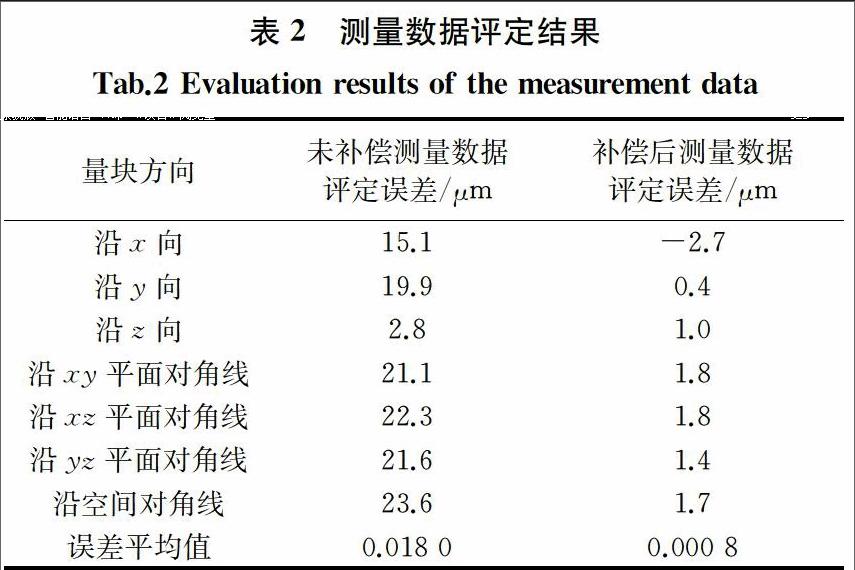
通过实验验证所提出的REVO测头参数和误差标定方法的精确性和有效性.将同一长度的1级量块分别沿机器坐标系三个坐标轴以及四个对角线方向放置,在每一个位置,保持测量机三个主轴静止,只运动REVO测头,对量块的两个工作面进行探测,在量块的两个工作面上分别探测一点和五点,通过计算点到面的距离,获得对测量数据进行评定后的量块长度值,未经过测头参数和误差补偿以及经过测头参数和误差补偿的测量数据评定结果如表2所示.从表2中可以看出,未经过测头参数和误差补偿的测量数据,评定结果与真实值之间的误差最大为23.6 μm,通过对测头参数和误差的标定,并对测量数据进行补偿后,测量数据的评定结果与真实值之间的误差绝对值最大为2.7 μm,测量误差的平均值从18.1 μm降低到0.8 μm,极大地提高了测量精度,充分验证了所提出标定方法的精确性和有效性.endprint
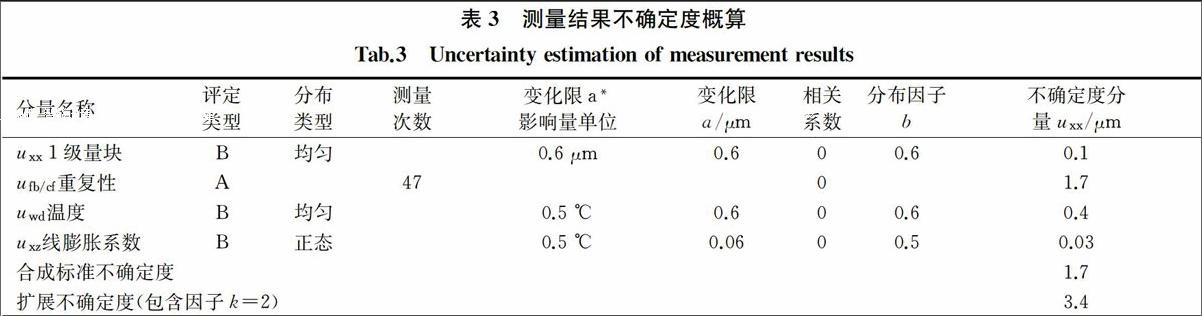
测量系统的光栅尺与量块材料相同,其具有相同的线膨胀系数.假定其线膨胀系数之差小于10%,经充分等温后,量块与光栅尺温度差落在(-05,0.5)℃范围内,且服从均匀分布,根据GB/T 18779.2测量不确定度评定指南对测量结果进行不确定度概算,测量结果的扩展不确定度(k=2)为3.4 μm,如表3所示.
4 结 论
在非正交式坐标测量机下应用REVO五轴测量系统,必须重新设计REVO测头参数和误差的标定方法.本文所提出的单项误差标定方法,操作简便、精确度高、溯源性好,避免了其它系统误差对所标定参数的影响,对于其他结构形式坐标测量机中REVO测头的参数标定,具有普遍的适用性.参考文献
[1] RENISHAW.Users guide: REVO-5-axis technology-Manuals and installation guide downloads [EB/OL].http://www.renishaw.com/en/manuals-and-installation-guide-downloads--14271,2014-07.
[2] RENISHAW.REVO five-axis measurement system[EB/OL].http://www.renishaw.com/en/10438.aspx,2015-10.
[3] 裘祖荣,苏智琨,张国雄,等.整体叶盘测量机参数标定的关键技术[J].纳米技术与精密工程,2014,12(4):235-241.
QIU Zurong,SU Zhikun,ZHANG Guoxiong,et al.Key technology for calibrating parameters of a bladed disk measuring machine[J].Nanotechnology and Precision Engineering,2014,12(4):235-241.(In Chinese)
[4] 刘书桂,张海涛,苏智琨.REVO测头在非正交式三坐标测量机中探测矢量修正算法研究[J].天津大学学报:自然科学与工程技术版2016,49 (9) :956-960.
LIU Shugui,ZHANG Haitao,SU Zhikun.A study on the correction of detecting vector of REVO applied in the non-orthogonal coordinate measuring machine[J].Journal of Tianjin University: Science and Technology,2016,49(9):956-960.(In Chinese)
[5] LI Xinghua,CHEN Bo,QIU Zurong.The calibration and error compensation techniques for an articulated arm CMM with two parallel rotational axes[J].Measurement,2013,46(1):603-609.
[6] ZHANG Haitao,LIU Shugui,LI Xinghua.A study on the key techniques of application of REVO five-axis system in non-orthogonal coordinate measuring machine[J].Journal of Engineering Manufacture,2017,231(4):730-736.
[7] 裘祖榮,陈波,李杏华.基于反转法的平行双关节坐标测量机的标定[J].天津大学学报:自然科学与工程技术版,2014,47(6):512-517.
QIU Zurong,CHEN Bo,LI Xinghua.Calibration of articulated arm coordinate measuring machine with two parallel rotational axes based on the reversal method[J].Journal of Tianjin University:Science and Technology,2014,47(6):512-517.(In Chinese)
[8] LI Xinghua,ZHANG Guoxiong,LIU Shugui,et al.A study on machine calibration techniques[J].CIRP AnnalsManufacturing Technology,2013,62(1):499-502.
[9] ZHANG Guoxiong,GUO Jingbin,LIU Shugui,et al.The development of cylindrical coordinate measuring machines[J].Measurement Science and Technology,2010,21(5):054003
[10]侯增选,杨修伟,黄磊,等.基于位姿在线反馈调整的大型法兰对装[J].湖南大学学报:自然科学版,2017,44(4):46-55.
HOU Zengxuan,YANG Xiuwei,HUANG Lei,et al.Assemblage of large flange based on attitude vector and position online feedback[J].Journal of Hunan University: Natural Sciences,2017,44(4):46-55.(In Chinese)
[11]刘希玲,吕铎,李雄兵,等.基于超声测量模型的镁合金弹壳自动检测方法[J].湖南大学学报:自然科学版,2015,42(10):54-58.
LIU Xiling,L Duo,LI Xiongbing,et al.Automatic testing method of magnesium alloy cartridge case based on ultrasonic measurement model[J].Journal of Hunan University: Natural Sciences,2015,42(10):54-58.(In Chinese)endprint
