沥青路面热再生技术环境效益分析研究
2017-11-14毕连居蔡海泉朱浩然
毕连居,赵 博,蔡海泉,朱浩然
(1. 江苏连徐高速公路有限公司,江苏 徐州 221000;2. 苏交科集团股份有限公司, 江苏 南京 211112;3. 新型道路材料国家工程实验室,江苏 南京 211112)
沥青路面热再生技术环境效益分析研究
毕连居1,赵 博1,蔡海泉2,3,朱浩然2,3
(1. 江苏连徐高速公路有限公司,江苏 徐州 221000;2. 苏交科集团股份有限公司, 江苏 南京 211112;3. 新型道路材料国家工程实验室,江苏 南京 211112)
为了精确评估沥青路面热再生养护技术的环境效益,采用寿命周期评价方法,建立了节能减排评价指标体系,通过现场调查及数据分析,分别测算了铣刨重铺、就地热再生和厂拌热再生技术的能耗及温室气体排放,评价了节能减排和循环利用效益。结果表明:与铣刨重铺相比,就地热再生技术可节约30%以上能耗, 100%循环利用旧路面材料;厂拌热再生在RAP料掺量为10%时,能耗和温室气体排放略高,RAP掺量为30%和50%时,具有明显的节能减排效益,同时可不同程度循环利用旧路面材料。
道路工程;沥青路面;热再生;能耗;温室气体;节能减排
0 引 言
全球性能源紧张和气候变化是国际社会普遍关注的重大问题,节能减排已成为国际社会的共同责任。交通运输业作为节能减排重点领域之一,承担着重要的责任和义务。随着我国公路大规模进入维修养护期,传统的沥青路面养护方式,如铣刨重铺,在消耗大量资源的同时还造成了废弃混合料对环境的污染。而沥青路面热再生作为一种资源循环利用养护技术,在养护工程中发挥了重要作用。但是,我国热再生技术的节能减排效益分析工作目前仍处于起步阶段。欧美等发达国家采用寿命周期评价(LCA)方法,在施工过程分解基础上,开展了沥青路面施工能耗及温室气体排放的测算分析[1-3],部分研究机构还对沥青路面养护以及重建等寿命周期过程进行了分析,建立了部分基础数据库,编制了相关计算软件[4-6]。但是,由于国内外养护技术、施工工艺、设备等方面的差异,无法根据国外数据进行测算分析。虽然国内部分学者已经开展了路面建设养护施工能耗及温室气体测算工作,但是还未形成系统的评价方法、缺乏可靠的数据支撑,无法对沥青路面热再生技术节能减排效益进行评价。
笔者在现场调查和数据分析基础上,测算分析沥青路面热再生能耗及温室气体排放,并与铣刨重铺技术进行对比分析,定量评价就地热再生和厂拌热再生技术的环境效益。
1 评价方法
1.1 评价指标体系
为科学评价沥青路面再生技术的环境效益,采用寿命周期评价方法,建立了包括能耗、温室气体以及循环利用等指标的评价体系。
1)标准能耗:体现对能源的消耗情况,根据不同能源的平均低位发热量进行折算[7];
2)温室气体:体现温室气体的排放情况,主要包括二氧化碳(CO2)、甲烷(CH4)、氧化亚氮(N2O)等,用二氧化碳(CO2)当量表示,根据全球暖化潜势进行转换[8];
3)循环利用率:体现对自然资源的节约和废弃物的循环利用情况,包括再生过程中循环利用的沥青和集料资源等。
1.2 环境效益测算方法
1.2.1 节能量
沥青路面再生技术节能量按式(1)进行测算:
ΔE=EM&R-ER
(1)
式中:ΔE为沥青路面再生技术节能量;ER、EM&R分别为沥青路面再生、铣刨重铺技术能耗。
其中,沥青路面养护技术的能耗按式(2)进行测算:
E=∑Mi×ei+∑mi×ci
(2)
式中:E为沥青路面养护所需能耗;Mi为第i种原材料质量;ei为第i种原材料单位质量生产能耗;mi为施工过程第i种能源消耗质量;ci为第i种能源热值。
1.2.2 减排量
沥青路再生技术减排量按式(3)进行测算:
ΔG=GM&R-GR
(3)
式中:ΔG为沥青路面再生技术减排量;GR、GM&R分别为沥青路面再生、铣刨重铺技术产生的温室气体排放。
其中,沥青路面养护技术温室气体排放按式(4)进行测算:
G=∑Mi×gi+∑mi×si
(4)
式中:G为沥青路面养护产生的温室气体排放;Mi为第i种原材料质量;gi为第i种原材料单位质量生产产生的温室气体;mi为施工过程第i种能源消耗质量;si为第i种能源单位质量消耗产生的温室气体。
1.2.3 循环利用量
沥青路面再生技术资源循环利用量按式(5)进行测算:
ri=R×ω
(5)
式中:ri为第i种资源的循环利用量;R为再生技术循环利用混合料质量;ω为第i种资源的比例。
1.3 系统边界
笔者分析范围限于与沥青路面养护直接相关的工艺环节,包括旧路面铣刨、原材料的生产、运输、混合料的拌和、运输、再生、摊铺、碾压等,而基础设施建设、施工机械的生产等间接相关的环节不包括在内。
1.4 数据质量分析
环境效益测算分析过程中,由于数据来源的确定性以及模型方法的稳定性会导致最终结果存在一定程度的不确定性。为此,采用蒙特卡洛方法,对数据的不确定度进行分析,采用标准差和相对偏差(RSD)指标表示结果的不确定度。
2 铣刨重铺能耗及温室气体测算
铣刨重铺是沥青路面养护最常用的技术之一,将对各施工环节进行能耗及温室气体测算分析。
2.1 旧路面铣刨
采用铣刨机对旧路面进行铣刨,通过现场调查,典型机械油耗在124 L/h左右,柴油密度为0.84 kg/L,柴油的热值42.652 MJ/kg,温室气体排放为3.16 kg/kg,不同工况条件下能耗及排放如表1。
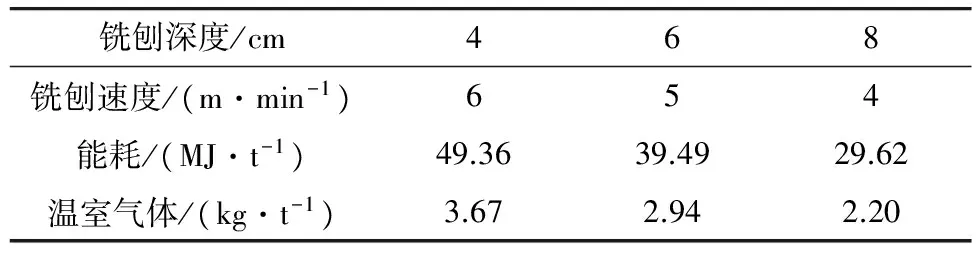
表1 旧路面铣刨能耗及温室气体排放Table 1 Energy consumption and GHG emission of old pavement milling
2.2 原材料生产
沥青路面养护原材料包括沥青及集料,原材料生产过程能耗及温室气体排放如表2,其中沥青数据来源于欧洲沥青协会的数据库[8],集料数据来源于中国本地化LCA基础数据库CLCD[9]。
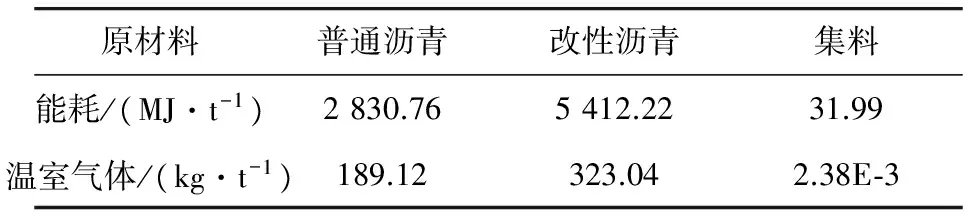
表2 原材料生产的能耗及温室气体排放系数Table 2 Coefficients of energy consumption and GHG emission caused by raw materials
2.3 运 输
结合沥青路面养护工程特点,施工前后场距离较远,将原材料运距设为150 km,混合料运距设为80 km,采用30 t重型汽车进行运输,单位质量运距的能耗为0.804 MJ/(t·km),温室气体排放为0.075 kg/(t·km)。
2.4 混合料拌和
混合料生产环节能耗包括电能和燃油消耗,根据现场调查结果,不同类型沥青混合料能耗略有差异,如表3。
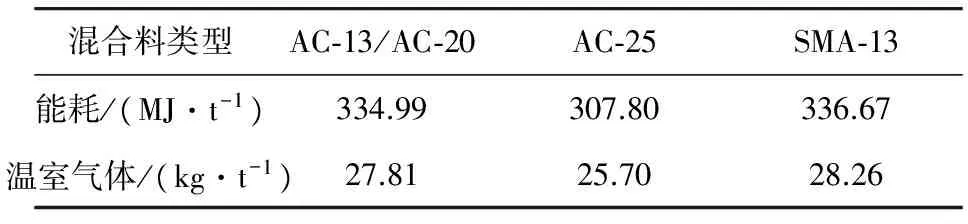
表3 典型类型沥青混合料拌和能耗及排放Table 3 Energy consumption and GHG emission of typical asphalt mixtures
2.5 摊铺碾压
根据混合料生产率及施工实际,AC路面与SMA路面施工速度分别设为2.5 m/min和3 m/min,通过施工机械设备功率及生产效率计算其能耗及排放,根据施工规范规定的碾压遍数及压路机燃油消耗率(g/kW·h),计算不同混合料类型能耗排放,结果如表4。
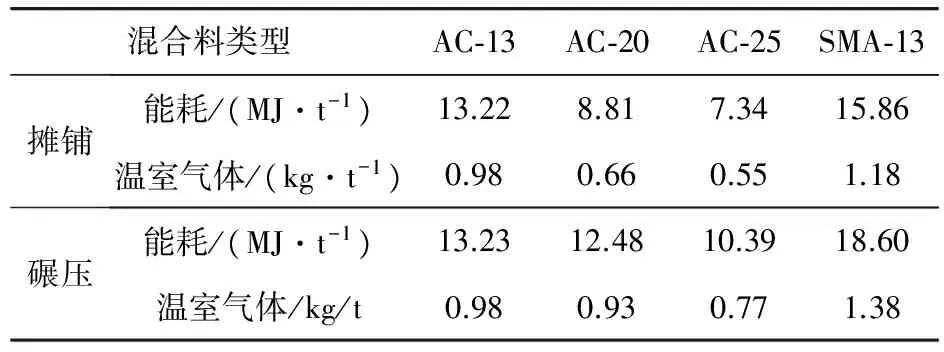
表4 摊铺碾压环节能耗及排放Table 4 Energy consumption and GHG emission of paving and compaction
在各施工阶段环境影响测算分析基础上,得到铣刨重铺养护技术能耗及温室气体排放测算结果如表5,同时采用蒙特卡洛法分析结果的数据质量。
3 就地热再生技术环境效益评价
就地热再生施工过程包括加热、铣刨、复拌等过程,通过大量工程案例调查分析,施工过程中,新沥青混合料添加量为15%,4 cm沥青路面再生过程能耗为469.16 MJ/t,温室气体排放为32.54 kg/t,新沥青混合料生产、运输过程与铣刨重铺一致。根据常用上面层混合料类型,就地热再生技术能耗及温室气体排放如表6。
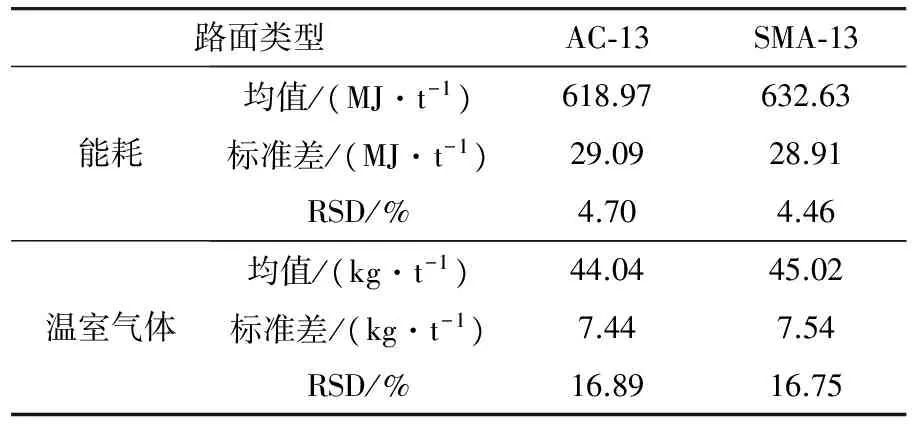
表6 就地热再生技术能耗及温室气体排放Table 6 Energy consumption and GHG emission of hot in-place recycling technology
针对沥青路面上面层养护,与铣刨重铺相比,就地热再生技术的节能减排效益如表7,同时对循环利用效益进行了测算分析。
表7就地热再生技术环境效益
Table7Environmentalbenefitsofhotin-placerecyclingtechnology
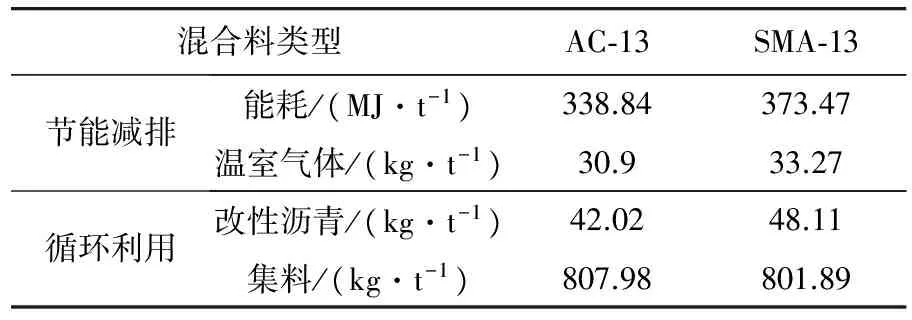
混合料类型AC⁃13SMA⁃13节能减排能耗/(MJ·t-1)338.84373.47温室气体/(kg·t-1)30.933.27循环利用改性沥青/(kg·t-1)42.0248.11集料/(kg·t-1)807.98801.89
根据测算结果可以看出,与传统铣刨重铺技术相比,就地热再生具有显著的节能减排和循环利用效益,可节约30%以上能耗,同时可100%循环利用旧路面材料。
4 厂拌热再生技术环境效益评价
厂拌热再生技术与铣刨重铺相比,仅在混合料生产环节存在差异。目前,加装附楼式(即第二烘干筒)再生设备是厂拌热再生的主要工艺,针对该工艺分析其能耗及排放。根据现场调查,回收料(RAP)烘干筒的平均燃油消耗约为6.0 kg/t(RAP料含水量3%~5%,加热至90 ℃~110 ℃),为了进一步加热RAP料达到拌和温度,需提高新料加热温度,主烘干筒的燃油消耗比普通拌和楼高1 kg/t左右。由于厂拌热再生混合料通常用于路面中下面层,因此,以下面层普通沥青AC-25混合料为例,分别对不同RAP掺量的厂拌热再生进行能耗及温室气体测算,结果如表8。
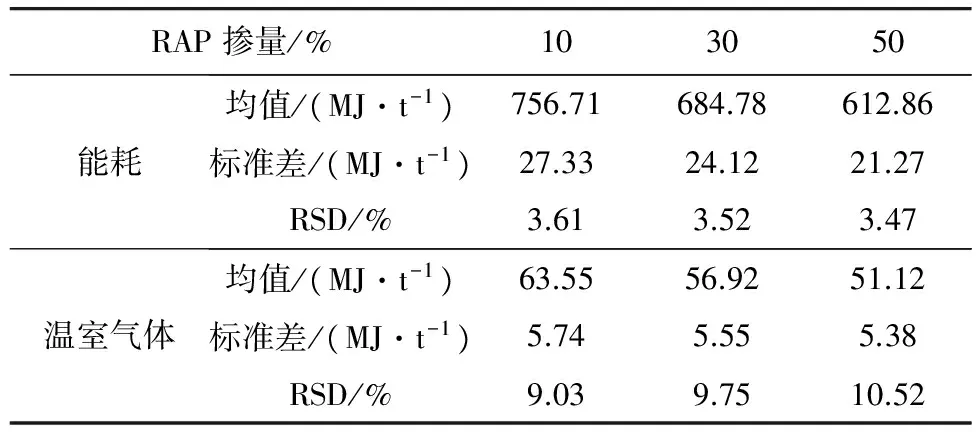
表8 厂拌热再生技术能耗及排放Table 8 Energy consumption and GHG emission of hot in-plant recycling technology
针对沥青路面下面层养护,与铣刨重铺相比,厂拌热再生技术的节能减排效益如表9,同时对循环利用效益进行了测算分析。
表9厂拌热再生技术环境效益
Table9Environmentalbenefitsofhotin-plantrecyclingtechnology
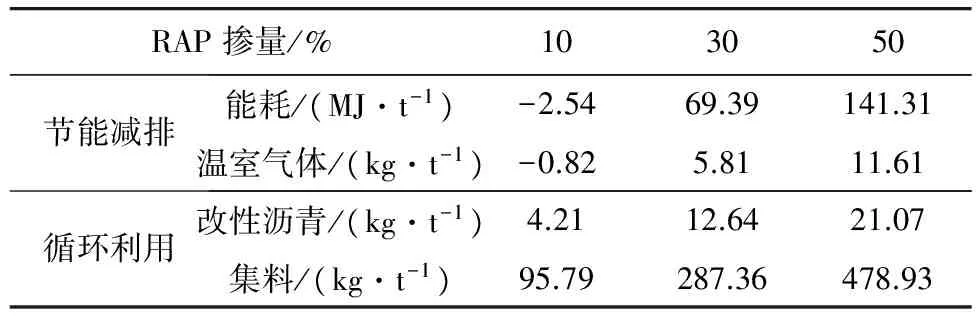
RAP掺量/%103050节能减排能耗/(MJ·t-1)-2.5469.39141.31温室气体/(kg·t-1)-0.825.8111.61循环利用改性沥青/(kg·t-1)4.2112.6421.07集料/(kg·t-1)95.79287.36478.93
根据测算结果可以看出:随着RAP料掺量的增加,厂拌热再生的能耗及排放逐渐降低;与传统铣刨重铺技术相比,当RAP料掺量为10%时,其能耗和温室气体排放略高于铣刨重铺,RAP掺量为30%和50%时,具有明显的节能减排效益;不同RAP掺量时可不同程度循环利用旧路面材料,具有明显的循环利用效益。
5 结 论
笔者采用寿命周期评价方法,基于现场调查和数据分析,对沥青路面热再生技术节能减排效益开展了测算分析研究,得出如下结论:
1)就地热再生技术具有显著的节能减排和循环利用效益,与传统铣刨重铺技术相比,可节约30%以上能耗,同时可100%循环利用旧路面材料。
2)随着RAP料掺量的增加,厂拌热再生的能耗及排放逐渐降低。
3)与传统铣刨重铺相比,当RAP料掺量为10%时,厂拌热再生能耗和温室气体排放略高,RAP掺量为30%和50%时,具有明显的节能减排效益。
4)厂拌热再生技术可不同程度循环利用旧路面材料,具有明显的循环利用效益。
[1] Canadian Construction Association.RoadRehabilitationEnergyReductionGuideforCanadianRoadBuilders[M].Ottawa: Canadian Industry Program for Energy Conservation, 2005: 8-13.
[2] WANG T, HARVEY J,KENDALL A. Reducing greenhouse gas emissions through strategic management of highway pavement roughness[J].EnvironmentalResearchLetters,2014,9(3):1-10.
[3] CHAPPAT M, BILAL J.TheEnvironmentalRoadoftheFuture:LifeCycleAnalysis,EnergyConsumptionandGreenhouseGasEmissions[R]. France: Colas Group, 2003:64-69.
[4] CASS D,MUKHERJEE A. Calculation of greenhouse gas emissions for highway construction operations by using a hybrid life cycle assessment approach case study for pavement operations [J].JournalofConstructionEngineeringandManagement, 2011, 137(11): 1015-1025.
[5] TEMREN Z, SONMEZ I. A study on energy consumption and carbon footprint of asphalt and concrete mixtures[C]//5thEurasphalt & Eurobitume Congress, Istanbul, 2012: 245-258.
[6] EGGLESTON H S, BUENDIA L.IPCCGuidelinesforNationalGreenhouseGasInventories,Volume2Energy[R].Japan: IGES , 2006, 2:121-124.
[7] 中国统计局.中国能源统计年鉴[M].北京:中国统计出版社,2011:89-95.
National Statistics Bureau.ChinaEnergyStatisticalYearbook[M]. Beijing: China Statistics Press, 2011: 89-95.
[8] European Bitumen Association.LifeCycleInventory:Bitumen[M].Brussels:Boulevard du Souverain, 2011: 108-120.
[9] 亿科环境.中国生命周期基础数据库(CLCD)[DB/OL].(2012-09-05)[2014-10-30].http://www.ike-global.com/.
IKE.ChineseLifeCycleDatabase(CLCD)[DB/OL].(2012-09-05)[2014-10-30].http://www.ike-global.com/.
EnvironmentalBenefitsAnalysisonAsphaltPavementHotRecyclingTechnologies
BI Lianju1, ZHAO Bo1, CAI Haiquan2, 3, ZHU Haoran2, 3
(1.Jiangsu Lian-Xu Expressway Co. Ltd., Xuzhou 221000, Jiangsu,P.R.China; 2.Jiangsu Transportation Institute Group Co. Ltd.,Nanjing 211112, Jiangsu,P.R.China; 3.National Engineering Laboratory for Advanced Road Materials, Nanjing 211112, Jiangsu,P.R.China)
Life cycle assessment (LCA) method was adopted to accurately evaluate the environmental benefits of asphalt pavement hot recycling technologies. The evaluation index system of energy conservation and emission reduction was established. Through field investigation and data analysis, the energy consumption and greenhouse gas emission (GHG) of milling and repaving (M&R), hot in-place recycling and hot in-plant recycling technologies were calculated respectively. The environmental benefits of energy conservation and emission reduction and recycling were evaluated. The results show that, compared with M&R, hot in-place recycling technologies can save more than 30% energy consumption and realize 100% recycling of old pavement materials. And for hot in-plant recycling, the energy consumption and GHG is slightly higher when the content of RAP is 10%;the energy conservation and emission reduction benefits is obvious when the RAP content reaches 30% and 50%, meanwhile, the old pavement materials can be recycled at different degrees.
highway engineering; asphalt pavement; hot recycling technologies; energy consumption; greenhouse gas; energy conservation and emission reduction
10.3969/j.issn.1674-0696.2017.11.09
2016-01-10;
2016-05-20
江苏省交通科学研究计划项目(2011Y02)
毕连居(1972—),男,江苏丰县人,高级工程师,主要从事高速公路建设及管理工作。E-mail:chq91@jsti.com。
U416.26
A
1674-0696(2017)11-044-04
(责任编辑:朱汉容)
