医用镍钛合金的电解抛光进展
2017-11-13,,,,
, , , ,
(1.上海理工大学 材料科学与工程学院, 上海 200093; 2.微创神通医疗科技(上海)有限公司, 上海 201318)
文章编号:2096-2983(2017)05-0302-07DOI:10.13258/j.cnki.nmme.2017.05.010
医用镍钛合金的电解抛光进展
张 淼1,何代华1,刘新宽1,苗琳莉2,王倩1
(1.上海理工大学 材料科学与工程学院, 上海200093;2.微创神通医疗科技(上海)有限公司, 上海201318)
随着市场对金属材料的粗糙度、光泽度以及耐腐蚀性能的要求逐渐提高,电解抛光技术作为精密表面加工技术,由于具有效率高、处理试样表面光滑、能够保持材料原有性能等特点,在表面处理领域得以迅速发展.介绍了目前业界比较流行的三类电解抛光液体系:酸-酸体系、酸-醇体系和醇-盐体系以及其主要成分,分析了在不同电解抛光液体系成分下电解抛光液浓度、抛光温度和抛光电压等条件的改变对抛光效果(粗糙度、耐腐蚀)以及抛光效率的影响,进一步比较了不同电解抛光液体系的优缺点,并综述了电解抛光原理机制及其技术的新发展.
镍钛合金; 电解抛光; 电解抛光液; 原理
镍钛合金具有独特的形状记忆性、超弹性、良好的力学性能、耐摩擦、耐腐蚀性能以及生物相容性,使得其成为医学上制造血管支架的理想材料,日益受到临床和医疗等领域的迫切关注[1].但是若未经过处理,镍钛支架具有较高的粗糙度,植入人体后对该处的血液流动会产生较大的阻力,导致血栓的形成[2-3].因而对镍钛支架进行表面处理改善其表面性能成为制备医用合金支架的关键.工业上一般通过机械抛光和化学抛光相结合的工艺对镍钛合金进行表面处理,但是机械抛光和化学抛光的效率低,过程繁琐,且对于支架类特殊结构的材料特别容易遭到破坏[4].故业界通常将电解抛光技术作为主要的处理手段应用于镍钛合金支架的表面处理[5].
电解抛光技术是对金属进行表面处理的重要工艺之一.该方法以预处理工件做阳极,强耐腐蚀性材料做阴极,生产中的阴极一般选用不锈钢或者具有强耐腐蚀性的镍钛合金、铅等.要求在通电条件下,降低材料表面粗糙度,提高其耐腐蚀、耐摩擦性能,并最终获得平滑、光亮外观的阳极处理过程.该处理过程,对支架损伤小,抛光效率高,是生产中对支架类工件进行表面处理的常用方法[6].
本文主要介绍了现阶段电解抛光溶液的研究进展,分析了电解抛光技术原理,最后简单探讨了电解抛光技术发展的新方向以及新型电解抛光液的发展趋势.
1 镍钛电解抛光液体系
电解抛光液一般需要具有极强的腐蚀性,故通常要加入强酸,特别是无机强酸.在生产中,常使用高氯酸-冰醋酸电解抛光液体系.该电解抛光液具有强腐蚀性能,抛光效果好,效率高.但是,由于冰醋酸极易挥发,十分不稳定,而高氯酸又容易发生爆炸,生产中存在安全隐患,不利于长期储存,对人体健康同样有很大危害.故企业致力于尝试配出新的电解抛光液,极力避免高氯酸-冰醋酸体系不稳定带来的安全风险[6].根据文献资料,目前国内外比较流行的电解抛光液体系如表1所示.
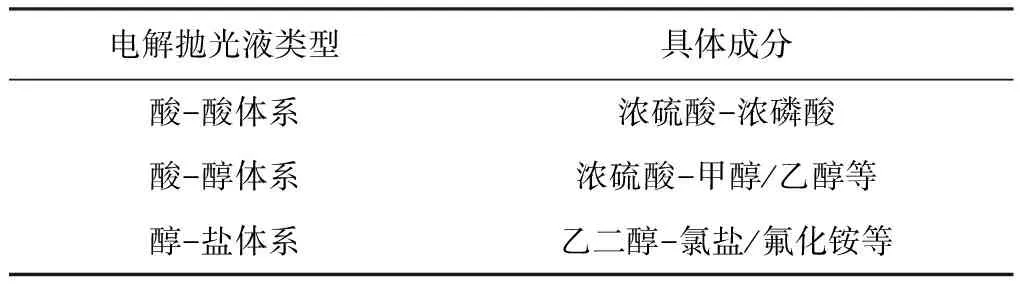
表1 基本电解抛光液类型及成分Tab.1 Types and ingredients of basic electro-polishing solutions
1.1酸-酸体系
除了上述提到过的高氯酸-冰醋酸电解抛光液之外,还有很多利用多强酸进行抛光的电解抛光液体系.许晓静等[7]介绍了以浓磷酸与浓硫酸为主要成分的电解抛光液.其中具体指出了使用ρ=1.68 g/mL的浓磷酸、ρ=1.84 g/mL的浓硫酸以及纯化水按一定比例混合配制电解抛光液.在此基础上,通以10 V左右的直流电压,保证电解温度80~90 ℃,抛光60 s后可得到表面光泽度较高、粗糙度低的理想试样.
该体系中,浓磷酸易于在试样表面形成一层黏性膜,可以改善电解抛光的效果[8].而浓硫酸具有强腐蚀性,抛光过程中有效地去除了试样表面的杂质和氧化膜,并增强了导电性.这种双酸体系在国内应用比较普遍,姚颖悟等[9]以及储向峰等[10]在其相关领域都有所介绍.国外的Babilas等[11]也同样提出使用该双酸体系对试样进行抛光,并获得相对均匀、耐腐蚀性能较好的表面.优点在于酸的腐蚀能力强,可以快速地改善合金表面状态,提高抛光的效率.但是,也正因为浓硫酸和浓磷酸具有较强的腐蚀性,所以在对合金进行电解抛光时,合金表面状态极易受强酸腐蚀性能的影响,导致抛光效果的不稳定.若对抛光时间控制不好,还容易出现过抛的情况,而P,S元素对环境会造成污染.所以,Hryniewicz等[12]将浓磷酸应用在对试样进行阳极氧化的表面处理中.而在电解抛光时,尝试加入缓蚀能力比较强的醇类溶质.这就形成了以酸-醇为主的电解抛光液体系.
1.2酸-醇体系
酸-醇体系一般使用非水电解质,醇类作为有机溶剂混合强酸配成电解抛光液.适当添加少量添加剂.这种电解抛光液的优势在于强酸具有很强的腐蚀性能,而醇类黏度很高,在电解抛光的过程中,可以有效地促进缓蚀.对于钛合金这种电导率较低的金属材料,缓蚀可以为其提供充足的时间进入溶液,并进一步形成黏性膜,在导电的条件下可以降低抛光试样的表面粗糙度[13].
Simka等[14]详细介绍了以浓硫酸-醇类体系为主要抛光液的试验研究,详细对比了浓硫酸-硝酸-氢氟酸、浓硫酸-氢氟酸-甲醇、浓硫酸-氢氟酸-乙二醇三种不同电解抛光液配方下进行抛光后的试样形貌.配方一中由于其酸性太强的缘故,对试样表面腐蚀程度不同,进而导致试样表面粗糙度大,极度不均匀.配方二与配方三相比,差别在于醇类的使用.乙二醇相比甲醇而言,具有更大的黏度,在提高溶液黏性,降低其导电性上更有优势.故可以促进抛光时的缓蚀效果.在结果分析中,加入乙二醇的电解抛光液在提高试样光泽度,降低粗糙度上比加入甲醇的电解抛光液效果好.耐腐蚀性能也优于配方二.这进一步说明在电解抛光过程中,加入黏性较大的醇类缓蚀剂对提高抛光试样光泽度,降低其粗糙度有更大的帮助.Neelakantan等[15]提出了用3 M(mol/L)浓硫酸与甲醇组成的电解抛光液,控制反应温度为25 ℃,使用旋转圆盘电极,最终成功获得表面光亮、粗糙度低的理想试样.Piotrowski等[16]通过使用浓硫酸-甲醇抛光液,借助旋转圆盘电极进行抛光试验,结果发现控制电压在7~8 V时,在阳极表面可以形成一层含有Ti4+的盐膜,有效地提高了试样的耐腐蚀性能,并降低了其表面粗糙度.国内张素银等[17]研究发现,硫酸、甲醇混合溶液在20 ℃时,对钛合金抛光后可以形成平均粗糙度小于30 nm的光滑平整表面.而Fushimi等[18]尝试在浓硫酸和甲醇溶液中加入少量去离子水,-10 ℃的条件下抛光,获得了表面光泽度较高的试样.另外,少量去离子水也提高了导电性,也就提高了抛光效率.但是,甲醇毒性比较强,长期处在甲醇环境中不利于健康.所以,在此基础上,有人提出使用乙醇替代甲醇进行试验.这就形成了以乙醇为溶剂、混合浓硫酸而成的电解抛光液.Huang等[19]在使用浓硫酸和乙醇混合抛光液的基础上,研究了加入去离子水对抛光效果的影响,并得出3 M H2SO4条件下加入0.1%的去离子水可以有效提高抛光效率和试样的光泽度.图1[19]所示为不同含量去离子水时的阳极极化曲线.从图1中可以看出,当水的含量在0.1%时,对应的电流密度最大,抛光效率相对最高.
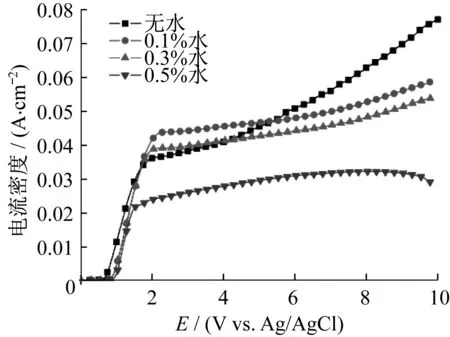
图1 3M H2SO4电解抛光液中不同去离子水浓度抛光阳极极化曲线Fig.1 Anodic polarization behavior during electro-polishing in 3M H2SO4-ethanol electrolytes with different H2O contents
对于电解抛光液,超强腐蚀性的浓酸不只有浓硫酸,也有文献提出使用浓硝酸配合甲醇对试样进行抛光.Nishiura等[20]将浓硫酸、甲醇电解抛光液,浓硝酸、甲醇电解抛光液以及高氯酸、冰醋酸电解抛光液做对比试验,结果发现抛光液浓硝酸以及甲醇在体积比为1∶3时抛光试样表面光滑,效果最佳.除上述单一酸和醇类组成抛光液之外,目前国外有学者提出使用不同醇类搭配以提高抛光试样表面形貌.Peighambardoust等[21]尝试使用高氯酸、甲醇以及乙二醇混合抛光,控制温度0 ℃,电压20 V,最终获得镜面般光滑的表面.在该抛光液下得到的试样更耐用.由于乙二醇的加入,相对降低了仅含有甲醇的抛光液的毒性,也更加安全.Babilas等[11]介绍了用10 M硫酸、5.3 M乙二醇、2.7 M氟化铵以及1.1 M草酸组成的混合电解抛光液.该电解抛光液在硫酸和乙二醇的基础上加入了添加剂:氟化铵和草酸.研究结果显示,电解抛光后试样表面有均匀的TiO2层,抗腐蚀性能有明显提高,试样表面平滑、光亮,粗糙度显著改善.Mei等[22]提出了使用高氯酸、乙醇、乳酸以及高氯酸钠对钛合金进行抛光的电解抛光液配方.高氯酸钠作为电解质提高了电解抛光液的导电性.在该电解抛光液下进行抛光,可以得到表面平整光滑,耐腐蚀性好,粗糙度3.310 nm以下的理想试样.这也为电解抛光液提供了一种新思路,在酸-醇的基础上加入盐类,提高电解抛光液的导电性,提高抛光效率.
酸-醇电解抛光液对于温度、电压等参数要求不一,不同抛光液的最佳抛光温度可以从零下直到常温.其对抛光工艺的要求受装置、环境等因素的影响,需要在不断的试验中摸索出来.另外,对于甲醇、乙醇等添加剂,由于其易挥发、不稳定,难以长期保存,存在一定毒性,对操作人员和环境有一定危害,且在与酸混合长时间后易缓慢反应生成酯类.基于这种原因,醇类的选择多为较难挥发、更为安全的乙二醇等.Teixeira等[23]对镍钛合金电解抛光和钝化的研究以及Kuhn[24]关于钛合金电解抛光的论述中对此均有提到.当然,乙二醇黏度高,在抛光时需要确保良好的导电性.故在该体系下选择使用哪种醇类,确定怎样的抛光温度和时间是保证抛光质量的关键.
1.3醇-盐体系
随着电解抛光理论的日趋完善以及技术的进步,在电解抛光领域,人们越来越注重保护环境和身体健康.由于强酸都有着很强的腐蚀性,而诸如高氯酸、硝酸等强酸还易发生爆炸,这就给操作人员带来很大的安全隐患,同时容易造成环境污染.在这样的前提下,国外有学者提出了使用醇类和可溶性盐组成的温性电解抛光液.Tajima等提出了一种使用乙基醇、异丙醇、氯化铝和氯化锌组成的电解抛光液.控制电压70~75 V,温度30 ℃下抛光15 min,进而得到表面如镜面般光滑的试样.通常醇-盐体系的电解抛光液对装置要求比较高,其电解装置图如图2所示.其中,使用网状阴极是为了避免电解抛光液在搅拌过程中,冲击阴极导致波动较大.这种抛光装置必须具有一定的控温、控流设备,以便在抛光时可以有效改善阳极试样表面状态,避免电解抛光液腐蚀能力不强的缺点.Fushimi等[25]在研究中提出使用含有乙二醇的NaCl溶液做抛光液对钛合金进行抛光.结果表明,1 mol/dm3氯化钠乙二醇溶液,在抛光温度20 ℃时可以得到平滑的抛光平面.Fushimi等[26]在之前的基础上,提出使用含有氯盐的乙二醇溶液做电抛光液,可以加入体积分数不超过0.2%的去离子水以提高导电性,控制抛光温度20 ℃,便可得到表面光滑、耐腐蚀性能好的理想试样.Kima等[27]提出在氯化钠-乙二醇抛光液中加入乙醇对钛合金进行抛光,在1 M 氯化钠-乙二醇溶液中加入体积分数20%的乙醇,控制电压20 V,反应温度20 ℃,反应时间50 min,最终可使得试样表面粗糙度的最小值达到2.341 nm.乙醇的加入保证了TiCl4抛光后钛合金表面的厚度,提高了合金的耐腐蚀性能.醇-盐体系电解抛光液的导电性良好,抛光效果稳定,不容易受环境影响,污染小.但由于这种电解抛光液对设备的要求比较高,工艺参数的摸索较上述电解抛光液复杂,应用于实际生产中具有一定的难度.
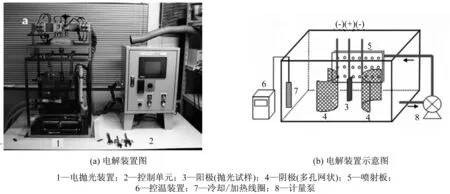
图2 试验装置图Fig.2 Electropolishing apparatus used in this study
上述三种电解抛光液体系,在目前的研究和生产中比较常见.不同抛光液体系其特点十分明显.表2具体比较了这三种电解抛光液的优缺点.从上述方案中可以看出,使用氯盐和乙二醇是由于氯可以与钛反应生成TiCl4并覆在试样表面,含Ti4+盐膜的存在有利于提高抛光后试样的耐蚀性能[16].良好的导电性可以提高抛光效率,同时乙二醇具有很高的黏度,作为缓蚀剂可以有效避免抛光液导电性过好导致的阳极腐蚀[27],并且抛光液对人体和环境危害小.值得一提的是,使用盐-醇类电解抛光液体系时,经常配合使用旋转圆盘电极装置,这种电极有较高转速,可以避免在抛光过程中产生大量气泡[15-16,27].
除此之外,目前还有一种比较值得借鉴的抛光液是以安全难挥发的有机溶质做电解质,适当加入金属氟化盐以及去离子水制成.这里,氟离子的引入是去除镍钛合金表面原有不均匀的氧化膜,避免在使用氟化氢等强酸时带来的腐蚀与危害[28].
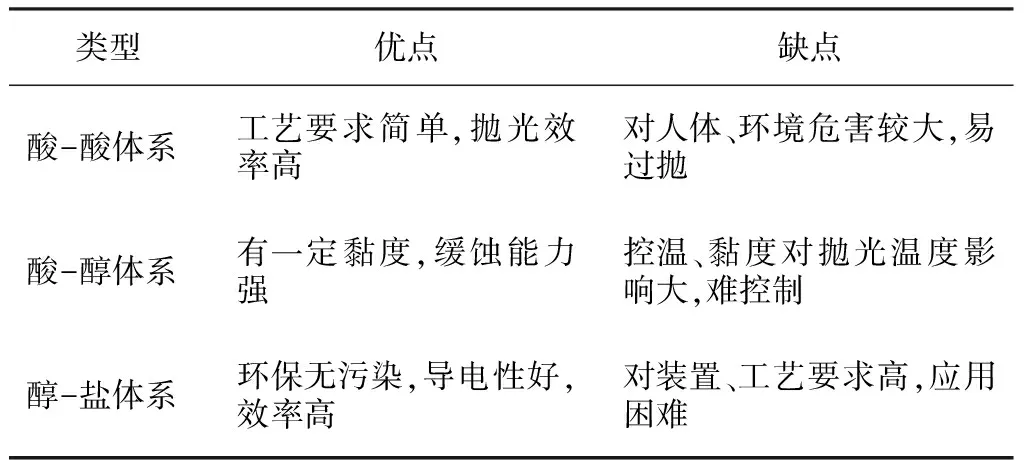
表2 三种电解抛光液体系优缺点比较Tab.2 Advantageous and disadvantageous of three electro-polishing solutions
2 镍钛电解抛光原理与装置
2.1电解抛光原理与机制
在电解抛光过程中,主要发生三个反应[29]:
(1) 阳极的溶解:
Ti=Ti4++4e-
(2) 析氧反应:
4OH-=O2+2H2O+4e-
(3) 形成氧化膜:
Ti+4OH-=TiO2+2H2O+4e-
电解抛光过程,阳极最终要在表面形成一层氧化膜,而这层氧化膜形成的均匀性、光滑性等取决于抛光装置、反应条件以及上述三个反应的反应程度.通常情况下,电解抛光后试样表面是高度光亮的,附着一层细密的TiO2,提高了合金的稳定性以及均匀性.
2.1.1黏性膜理论
抛光过程中,金属逐渐溶解进入溶液,在溶液黏性较大的情况下,难以自由移动,而是聚集在阳极表面.这样一来,在通电情况下,阳极表面会生成一层黏性膜.黏性膜的存在,使得阳极表面凹凸不同的地方导电能力不同,凸起部位的电流密度大于凹陷处,进而使得凸起处腐蚀更快,从而达到整平工件的效果.
黏性膜理论指出了在电解抛光液中加入黏性较大溶质的好处[30].上面提过,磷酸在电解抛光时易于形成黏性薄膜,防止阳极腐蚀过快.黏性膜理论同时也为磷酸-硫酸抛光液体系提供了依据.另外,目前较为环保流行的醇类-盐体系中,特别强调使用黏性较大有机溶质做溶剂,其中也是考虑到黏性膜的形成.
2.1.2钝化膜理论
在给试样进行电解抛光时,会发生阳极极化,在电流密度达到阳极极化曲线的钝化区时,有利于在阳极表面形成钝化膜.与黏性膜类似,钝化膜对阳极表面凸凹处的溶解速率不同.凸起处的腐蚀程度较凹陷处更大.随着抛光时间的增加,阳极表面也就随之光滑、均匀.一般在抛光过程中,阳极试样氧化膜的形成和溶解总是伴随着整个抛光过程,若保证氧化膜的形成速度和溶解速度相平衡,即可在最后得到表面光滑、平整光亮的理想试样[31].
2.2电解抛光装置
图3所示为电解抛光装置示意图,一般包括电解槽、阴阳极、搅拌器、温度计、控温槽、计时器以及直流电源等.控温槽和搅拌器起到控温、散热和均匀混合溶液的作用,以免电解抛光液在抛光过程中由于温度过高导致阳极出现过度腐蚀的现象.采用双阴极可以有效提高电解抛光的效率,网状结构也可以提高电解抛光液流动,避免出现局部温度较高,如图2所示.
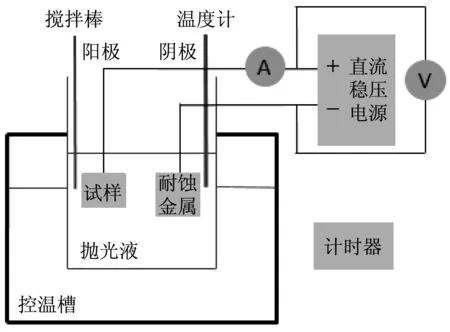
图3 电解抛光装置示意图Fig.3 Device schematic of electro-polishing
3 电解抛光新技术
关于电解抛光的新技术[32],仍然基于对抛光装置的改进.目前有依据的包括磁研磨技术、超声抛光技术、脉冲电压技术以及电解等离子体抛光技术等.
3.1磁研磨电解抛光技术
磁研磨电解抛光技术借助外加磁场作用于金属离子,从而降低材料表面粗糙度.Kuppuswamy等[33]介绍了降低材料表面粗糙度的磁研磨技术.指出通过外加磁场的介入,可以提高阳极表面材料的移除率,使材料表面均匀,整平.Yamaguchi等[34]通过研究抛光原理,并进行大量磁场条件下的抛光试验,进而分析磁研磨条件下电解抛光的机理.
3.2超声抛光技术
超声抛光技术是利用超声振动提高抛光效率.可以很好地提高非均相的反应速度,促进反应进行以及产物的扩散[35].包胜华等[36]研究了超声条件下的电解抛光技术,并得出在超声振动的条件下,不仅可以降低试样表面的粗糙度,还能提高氧化膜中钛的含量.这对材料的生物相容性和耐腐蚀性的改善有很大帮助.
3.3脉冲电压抛光技术
这种设备的构思源于抛光过程中对黏性电解质和各种添加剂的难以控制.张素银等[32]利用脉冲电压进行电解抛光,水溶液导电性强,易于控制,操作简单.瞬时电流会超过直流电,在一定程度上材料的去除率会比直流电压更高.
3.4电解等离子体抛光技术
等离子体抛光技术是一种基于水溶液电解抛光液的高电压作用,等离子体在阳极表面放电从而达到抛光效果的表面处理技术[37].贺春影等[38]详细介绍了这种基于等离子体撞击的抛光技术.这种技术多应用于抛光复杂外形或者由盐类组成的导电性较强的抛光液.
4 结 论
本文主要综述了电解抛光液的研究进展,具体介绍了不同电解抛光液体系以及其特点,进行优缺点比较.分析了电解抛光工艺的理论基础和抛光机制,并进一步提出电解抛光技术发展的新方向.所介绍的电解抛光液体系虽是针对现有生产提出的改进工艺,但其仍有着自身的局限和缺点.
随着业界对电解抛光技术要求的不断提高,不同电解抛光液体系间的交叉搭配使用逐渐成为技术发展过程中的一种趋势.这里确立以无机盐-醇类为主的稳定、无害的环保电解抛光液是电解抛光表面处理技术发展的必要要求.在这个前提下,从抛光机理出发,升级电解抛光装置,研发出高效的电解抛光液以及相对应稳定的电解抛光工艺,借助最新的抛光技术提高抛光效率,是电解抛光表面处理技术需要进一步研究的关键.
[1] MACHADO L G,SAVI M A.Medical applications of shape memory alloys[J].Brazilian Journal of Medical Biological Research,2003,36(6):683-691.
[2] IWAMOTO S,KAWASAKI T,KAMBAYASHI J,et al.The release mechanism of platelet-activating factor during shear-stress induced platelet aggregation[J].Biochemical and Biophysical Research Communications,1997,239(1):101-105.
[3] 赵兴科,王中,蔡伟,等.TiNi合金化学抛光工艺及其对耐蚀性的影响[J].材料保护,2001,34(1):30-31,62.
[4] 于俊光,李天侠,闫海根,等.机械、化学与电解抛光方法对纯钛铸件的耐腐蚀性影响对照研究[J].中国实用口腔科杂志,2010,3(2):113-115.
[5] ASLANIDIS D,ROEBBEN G,BRUNINX J,et al.Electropolishing for medical devices: relatively new fasci-natingly diverse[J].Materials Science Forum.Trans Tech Publications,2002,394-395: 169-172.
[6] TAJIMA K,HIRONAKA M,CHEN K K,et al.Electropolishing of CP titanium and its alloys in an alcoholic solution-based electrolyte[J].Dental Materials Journal,2008,27(2):258-265.
[7] 许晓静,张体峰,凌智勇,等.超细晶TiNi合金电化学抛光表面的生物相容性[J].中国有色金属学报,2013,23(7):1931-1936.
[8] 文斯雄.铜合金零件电抛去毛刺[J].电镀与环保,2000,20(2):39-41.
[9] 姚颖悟,贺亮,张鑫,等.不锈钢电抛光技术[J].电镀与精饰,2010,32(5):16-18.
[10] 储向峰,汤丽娟,董永平,等.锇在磷酸体系抛光液中化学机械抛光研究[J].稀有金属材料与工程,2013,42(8):1669-1673.
[11] BABILAS D,URBACZYK E,SOWA M,et al.On the electropolishing and anodic oxidation of Ti-15Mo alloy[J].Electrochimica Acta,2015,205:256-265.
[12] HRYNIEWICZ T,ROKICKI R,ROKOS K.Surface characterization of AISI 316L biomaterials obtained by electropolishing in a magnetic field[J].Surface and Coatings Technology,2008,202(9):1668-1673.
[13] 杜炳志,漆红兰.电解抛光技术新进展[J].表面技术,2007,36(2):56-58.
[14] SIMKA W,KACZMAREK M,BARON-WIECHEC′ A,et al.Electropolishing and passivation of NiTi shape memory alloy[J].Electrochimica Acta,2010,55(7):2437-2441.
[15] NEELAKANTAN L,HASSEL A W.Rotating disc electrode study of the electropolishing mechanism of NiTi in methanolic sulfuric acid[J].Electrochimica Acta,2007,53(2):915-919.
[16] PIOTROWSKI O,MADORE C,LANDOLT D.The Mechanism of Electropolishing of Titanium in Methanol-Sulfuric Acid Electrolytes[J].Journal of the Electrochemical Society,1998,145(7):2362-2369.
[17] 张素银,杜凯,邢丕峰,等.钛膜的电解抛光技术研究[J].强激光与粒子束,2007,19(9):1479-1482.
[18] FUSHIMI K,STRATMANN M,HASSEL A W.Electropolishing of NiTi shape memory alloys in methanolic H2SO4[J].Electrochimica Acta,2006,52(3):1290-1295.
[19] HUANG C A,HSU F Y,YU C H.Electropolishing behavior of pure titanium in sulfuric acid-ethanol electrolytes with an addition of water[J].Corrosion Science,2011,53(2):589-596.
[20] NISHIURA T,HAYASHI K,NISHIDA M.Electropolishing conditions for trace analysis of B19 martensite in Ti-Ni shape memory alloys[J].Materials Science and Engineering:A,2008,481-482:446-451.
[21] PEIGHAMBARDOUST S N,NASIRPOUR F.Electropolishing behaviour of pure titanium in perchloric acid-methanol-ethylene glycol mixed solution[J].Transactions of the IMF,2014,92(3):132-139.
[22] MEI Y,YI J L,LIU J H,et al.Effect of electropolishing on electrochemical behaviours of titanium alloy Ti-10V-2Fe-3Al[J].Journal of Wuhan University of Technology-Mater,2011,6(3):469-477.
[23] TEIXEIRA A.Development of an Electropolishing Method for Titanium Materials[D].Montreal,Quebec,Canada.Mechanical Engineering,2011.
[24] KUHN A.The electropolishing of titanium and its alloys[J].Metal Finishing,2004,102(6):80-86.
[25] FUSHIMI K,HABAZAKI H.Anodic dissolution of titanium in NaCl-containing ethylene glycol[J].Electrochimica Acta,2008,53(8):3371-3376.
[26] FUSHIMI K,KONDO H,KONNO H.Anodic dissolution of titanium in chloride-containing ethylene glycol solution[J].Electrochimica Acta,2009,55(1):258-264.
[27] KIMA D,SONB K,SUNG D,et al.Effect of added ethanol in ethylene glycol-NaCl electrolyte on titanium electropo-lishing[J].Corrosion Science,2015,98:494-499.
[28] BERKOVICH I.Electropolishing in organic solution[P].US:20060266657,2006-11-30.
[29] JACGUET P A.Electrolytic polishing of metallic surfaces[J].Metal Finishing,1949,47(5):48-54.
[30] DATTA M,VERCRUYSSE D.Transpassive dissolution of 420 stainless steel in concentrated acids under electro-polishing conditions[J].Journal of the Electrochemical Society,1990,137(10):3016-3023.
[31] 李华清,李旭东,谢水生.钛合金材料OIM试样的电解抛光及制备工艺[J].钛工业进展,2006,23(6):28-32.
[32] 张素银,杜凯,谌加军,等.电解抛光技术研究进展[J].电镀与涂饰,2007,26(2):48-50.
[33] KUPPUSWAMY G,VENKATESH V C.Eiectrochemicai grinding with magnetic field[J].Annais of the CIRP,1978,27(1):107-111.
[34] YAMAGUCHI H,SHINMURA T.Study of the internal magnetic abrasive finishing using a pole rotation system:discussion of the characteristics abrasive behavior[J].Precision Engineering,2000,24(3):237-244.
[35] 甘雪萍,戴曦,张传福.超声空化及其在电化学中的应用[J].四川有色金属,2001(3):24-26,48.
[36] 包胜华,吴蒙华,刘正宁.医用钛合金超声-电化学抛光工艺[J].材料保护,2005,38(11):34-36.
[37] 王季.金属表面电解质等离子抛光及其工艺的研究[D].哈尔滨:哈尔滨工业大学,2013.
[38] 贺春影,唐金凤,陈述,等.不同电解液中钛合金电解等离子体抛光的对比分析[J].云南师范大学学报(自然科学版),2014,34(6):56-61.
TheProgressofNiTiAlloysforElectro-polishing
ZHANG Miao1,HEDaihua1,LIUXinkuan1,MIAOLinli2,WANGQian1
(1.School of Materials Science and Engineering, University of Shanghai for Science and Technology, Shanghai 200093, China;2.MicroPort NeuroTech(Shanghai) Co., Ltd., Shanghai 201318, China)
With the gradual increasing of market requirements in roughness,gloss and corrosion resistance of metal materials,electro-polishing technology can be developed rapidly in the surface treatment area due to its high efficiency,smooth surface of specimen and the ability to maintain the original property of material.This paper mainly introduces the three types of electro-polishing solutions,acid-acid,acid-alcohol,alcohol-salt,which are popular in the industry.The influence of the changes of the concentration of the electro-polishing solution,polishing temperature and polishing voltage on the roughness,corrosion resistance and polishing efficiency under the different electro-polishing solution system components were analyzed.The advantages and disadvantages of different electro-polishing solution systems are compared.Furthermore,the principle,mechanism and new development of electro-polishing technology are reviewed.
NiTi alloy; electro-polishing; electrolyte; principle
2016-12-28
上海市科研计划项目(15ZR1428300);中国科学院特种无机涂层重点实验室开放基金项目(KLICM-2014-11)
张 淼(1993—),男,硕士研究生. 研究方向: 可植入镍钛支架电解抛光工艺与性能的研究. E-mail: zhangm610927370@163.com
TG175
A