全自动袋中袋制袋机的设计与实现
2017-11-09牛仁红
牛仁红
随着经济发展及生活水平的提高,人们对购物体验的要求越来越高,购物袋便是其中的一个重要环节。在购物结束后,商场或者品牌店通常都会用一个大的手提购物袋包装物品及购物发票或者名片,供顾客提拿。发票或者名片与物品都混装在一个袋子中,在保存的时候会有一些不便或者容易被遗忘掉。如果购物袋中有一个小袋,用来放置发票、名片等小物品,这一问题就迎刃而解了。针对这一需求,一些制袋厂家开始改良包装袋,采用人工方式在纸上进行小袋的黏贴,之后再放入制袋机中进行大袋的制作。这种人工贴袋的方式,效率很低,一个人一天只能做1500~2000个袋子,导致生产袋中袋的成本很高。为此,在目前已有制袋机的基础上,我们研发设计了一台全自动袋中袋制袋机,实现了袋中袋的全自动生产。
袋中袋制袋机的设计与实现
1.总体方案设计
本设计采用在现有制袋机的基础上进行扩展的方案。经过研究,在原来制袋机的飞达和折纸部套中间加一截,来实现贴小袋的功能。加的一截如图1所示,分六大部分组成,各部分的功能如下:①放卷装置:为保证放卷的速度与伺服牵纸的速度一致,避免纸被拉断,故增加一个摆杆来存纸。②伺服牵纸:把纸送到剪切前面,牵纸距离精度0.5mm误差。③剪切装置:保证剪切不歪斜,剪切精度0.5mm。为保证剪切精度,刀片要求1个月磨一次,或者剪切100万次以上。④吸纸辊筒:要保证吸纸牢固,不能松动、脱落。⑤上胶装置:要求上胶的厚度可调,当纸张改变时,上胶模具也可以随之调整。⑥输送带:把大纸从飞达接过来,并且把大紙吸在输送带上,保证纸和输送带没有位移,保证贴纸的准确性。
2.设计参数确定
基本方案确定后,就需要确定设备的设计参数。设计参数主要包括:速度、纸张的大小、贴纸位置等。其中最主要一个参数是吸纸辊筒的直径。因为一张大纸贴一张小纸,而且小纸和大纸贴的距离是有要求的,所以首先必须知道大纸和大纸之间的距离。因为制袋机的原图纸是从日本引进,没有传动图和原理图,设计参数我们都无法确定,为此我们把每个部套的齿轮和齿数都重新梳理一遍,画出一张传动图,最后计算出大纸和大纸的距离。之后根据实际机器走出来的结果校验了一遍,最终确定是785。在此基数上,最后滚筒直径确定为250。
3.设备开发与实现
设备裁剪小纸用的是伺服牵纸。制作纸袋的纸正好有一个缺口,可以利用该缺口来控制伺服电机。当传感器检测到缺口时,伺服电机走定长就停止,然后压轮压住,开始剪切,剪切完,滚筒吸纸,吸住纸以后,压轮松开,纸跟着滚筒走,然后是上胶,上好胶再往下走,就贴到大纸上。具体设备的动作过程见图2、图3。
伺服电机2带动输送轮3,输送轮3把连续纸张1往前输送,当色标传感器4发现纸上的色标时停止输送,然后压轮6压住纸张,剪切5开始剪切,此时吸纸辊10的吸口要转到剪切下来的小袋纸11的上方,并且真空打开,开始吸纸,吸纸的同时压纸轮抬起,这时纸11被棍子吸到棍子上,随着棍子旋转。
胶斗8里面的胶水随着预涂辊9的转动,附着在9上,9的一周都是胶水,所以涂胶轮7转到高点时,涂到模具上随着棍子旋转,涂胶辊7逆时针旋转,吸纸辊10顺时针旋转,把模具上的胶上到纸11上,然后两者脱离,纸11带着胶继续旋转,此时输送台13带着大袋纸张12再往前走,当纸11转到纸12上,吸纸辊真空关闭,然后11和12粘到一起开始往前一起往前走,经过压纸棍14,把11和12再次压紧在一起,粘牢。
如果传感器15检测到没有大袋纸张过来,那么吸纸辊10的真空就不打开,那么小袋纸11就不动,同时气缸16动作,使偏心轮17动作,把涂胶辊7和9/10脱开,那么涂胶辊上的胶就不会增加,也不会减少,一致在空转。
如果机器停止运行,那么电机18就开始转动,带动预涂辊转动,防止胶水流出来。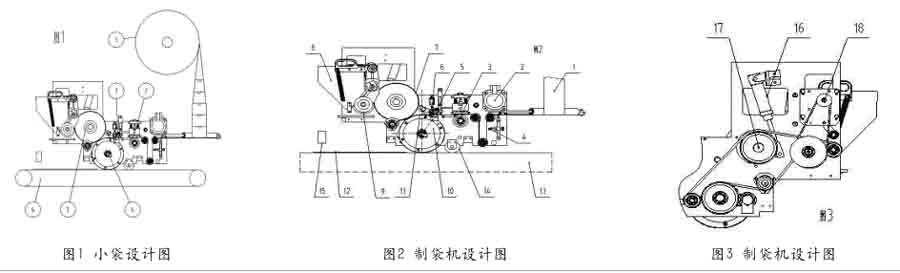
袋中袋制袋机的使用与完善
第一台设备生产完成后,经过调试及在客户现场的试运行、试生产后,证实了设备基本上实现了预设的所有功能,得到了客户的极大认可和满意。因此客户又追加了7台设备的订单。
当然经过调试,也发现了设备的一些不足之处,主要为以下4个方面:第一,设备调整不太方便;第二,吸纸装置可靠性不高,有时会出现不稳定的情况;第三,设备速度基本稳定在40张/分,还有改进的空间;第四,设备的智能化水平不够高,还可以进步一提升。
针对这些不足,我们对全自动袋中袋制袋机进行了如下的改进:第一,加一个齿形离合器,可以把上部的小袋装置给切断,在不适用小袋部分时可以断开,还可以通过调整齿数,调整大纸和小纸的距离,如果一个齿跳的太多,那么可以调同步带轮的腰槽来调整袋距。第二,吸小纸改为用吸盘吸,可以减少漏气现象,吸盘吸住以后,再用卡爪卡住纸,让纸在上胶时不容易剥离,上完胶以后,卡爪再收回。第三,速度上不去,跟吸纸不稳定有关,跟储纸位置也有关,储纸在90°转弯的后面,所以牵纸时再90°转弯的地方阻力很大,造成牵纸轮打滑,所以把储纸移动到90°转弯的前面。第四,增加真空传感器,在检测到没有小纸吸时,就不放大纸过来,或者停机报警。
第二批机器按照以上改进后,在本场测试4个改进都达到了设计的预期,然后去到客户工厂安装调试。发现真空检测不稳定,吸盘已经吸住纸了,传感器显示没有吸住,经过排查,发现不吸纸的情况下,真空度是-49,吸住纸的情况下真空度是-51,两者相差太小,而在本场测试时吸住纸的真空度是-70,所以确定是客户的真空源有关。客户的真空源是是从真空房管路接到机器旁的,管路很长,且很多设备在共用真空源,更换了独立的真空泵以后,问题解决。
结束语
目前制造完毕的8台设备已经全部安装到客户现场,投入正式运行。设备目前稳定开51袋/分。按照一班8小时计算,一班可以生产24480个袋子,考虑到一些准备时间和维修调试等损耗时间,按照80%的机器利用率来计算,一班可以生产19584个袋子。而一个熟练操作工,一班可以做1500个袋子。换算过来,一台机器可以代替13个人工。大大节约了客户公司的生产成本,并且提高了效率,同时还可以为国家节能减排添砖加瓦。
作者单位:上海英厚机械科技有限公司
