对某水电厂某号机组转轮叶片裂纹检测及分析
2017-11-07
(云南电力技术有限责任公司 云南 昆明 650217)
对某水电厂某号机组转轮叶片裂纹检测及分析
罗骏
(云南电力技术有限责任公司云南昆明650217)
目前,国内外水电厂水轮机转轮叶片裂纹问题较为突出,由于各种原因,一直没有很好的解决方案,严重危害了水电站机组的安全可靠。在每次机组检修金属检验技术服务中,转轮叶片情况是每次检验的重中之重。受水质、工作条件、机组运行情况、材质等因素影响,转轮叶片出现裂纹缺陷的现象也是屡见不鲜。本文以某电厂某号机组出现的缺陷情况,进行裂纹检验及分析。
水电厂;转轮叶片;裂纹检测
一、前言
渗透检测是一种以毛细作用原理为基础的检查表面开口缺陷的无损检测方法。渗透检验的工作原理是:将含有荧光剂或者着色剂的渗透剂施涂于被检工件表面,在一定时间之后,渗透剂会渗入表面开口的缺陷中;除去表面多余的渗透剂,干燥后,在工件表面施涂显像剂,在毛细作用下,缺陷中的渗透剂被吸引回渗到显像剂中,在一定光线条件下,能看到渗透剂显示痕迹,从而观察出缺陷形貌[1]。
在实际工作中,渗透检验由于其不破坏工件表面,操作简单,价格低廉,不需要复杂设备,且灵敏度高,缺陷显示直观,被广泛运用于无损检测中。
某电厂装机总容量135万kW,年发电量59.31亿kW·h,某号机组于2003年投入使用,额定功率225MW,额定电流9164A,额定电压15750V,额定频率50Hz。该电站水轮机转轮采用了效率较高、空化较好、稳定性方面较优的X型叶片,数量为13块,下环和叶片采用ZG0Cr13Ni5Mo不锈钢材料,上冠内部基材为20 MnSi,为异种钢焊接。
理论上,X型叶片能够改善尾水管内的压力脉动,减少尾水管中心涡带,有利于机组的长期稳定运行。可是由于国内技术还在发展阶段,铸造工艺无法满足使用需求,质量达不到要求,且国内电厂没有X型叶片大型转轮的制造和运行经验,没有成熟的运行机制、缺陷预防措施与问题处理方案,所以每年的检修都会发现许多裂纹。在2017年度的机组检修中,其12号叶片出现严重的掉块现象,于叶片出水边存在一块长970mm宽490mm的掉块缺陷(见图1.1)。

图1.1 掉块缺陷
二、 转轮叶片的渗透试验检测
(一)渗透检测工艺。根据标准NB/T 47013.5-2015《承压设备无损检测 第5部分:渗透检测》规定,考虑现场条件的情况下,按灵敏度C级标准,选用水洗型非荧光渗透剂,牌号为Y-ST,镀铬试块为对比试块,渗透时间20min,干燥时间10min,显像时间20min。
(二)渗透检测结果。经渗透检验,发现该号机转轮叶片一共存在23条裂纹缺陷,2号叶片5条,3号叶片4条,8号叶片、13号叶片各3条,12号叶片2条,1号、5号、7号、9号、10号、11号叶片各一条,其中以12号叶片掉块缺陷尤为严重。
(三)检测结果对比。对上一次检修期时转轮检测结果,发现1号、2号、3号、5号、9号、10号、13号叶片裂纹位置大致相同,且上一次检测出12号叶片中部、下环端面裂纹位置与本次掉块缺陷于出水边断口位置相同。
三、 水轮机转轮缺陷产生的原因分析
(一)缺陷产生的原因
1.当叶片自振频率与出水边卡门涡频率耦合而引起共振,使叶片当中应力急剧增加,引起叶片疲劳破坏。从卡门涡频率公式知,式中Sh为斯特努哈数,W为脱流点平均速度,δ为分离点处尾流宽度,该厂对叶片出水边进行了改造,减小了出水边厚度,使流道更加圆滑,使脱流点更接近于出水边,改变分离点处尾流宽度,使卡门涡震动与叶片自振频率差异加大,不易于引起共振。
2.尾水管压力脉动也是产生裂纹的主要原因之一。当机组在较恶劣工况下运行时,由于补气量不足,无法消除尾水锥管内的真空,会使涡带在尾水管中生成,涡带运动干扰水流而引起脉动压力,这种脉动还可能因涡带空腔与水体共振而增强[2]。
3.对比前一次结果发现,上一检修期发现的问题,修复后,在此次检测中再度出现,并且部分缺陷有所扩展,其原因为:
(1)叶片上冠、下环焊缝在请根后焊接时,由于根部焊缝深且窄,焊枪伸入焊缝内焊接较为困难,焊条可移动空间较小,施焊难免会存在内部缺陷,随机组运行,缺陷便扩展、放大;
(2)在焊接后,由于条件限制,未对焊缝进行热处理。由于焊后焊缝及热影响区的晶粒粗大,残余内应力较多,通过回火的方式细化晶粒,消除残余内应力和去氢。
(二)掉块缺陷综合分析。对比前一次检验结果,掉块于出水边断口位置与前次检验发现裂纹位置相同,观察叶片断面与掉块断面的贝纹线及形貌(见图3.1),可以推断出此次掉块缺陷产生的过程:在上一次补焊后,由于残余内应力的作用,再加上机组运行时卡门涡列与压力脉动产生的交变应力的综合作用下,使得补焊焊缝叶片出水边处应力集中的部位产生疲劳裂纹。随机组运行过程,在水流冲击力的作用下,叶片受水流方向上的拉应力,两条裂纹所受拉应力合力分别与叶片垂直方向夹角接近45°,在该力作用下,发生脆性断裂,以合力点为圆心,相向弧形扩展,最终相交断裂。
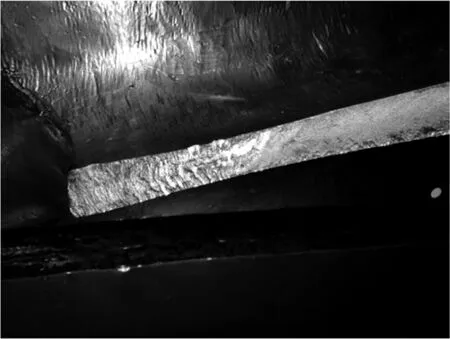
图3.1 叶片断面形貌
四、 建议
1)合理规划机组运行方式,优化运行条件,尽量减少机组在低负荷情况下运行;
2)增大机组补气量,减少汽蚀的产生,减轻尾水管压力脉动引起的机组震动;
3)焊接前充分通风干燥,减少空气湿度,焊接时对待焊部位进行预热,焊接后采用回火的热处理方式进行焊后热处理,消除残余应力;
4)适当增大焊缝上坡口的宽度,尽量减少因焊接条件恶劣产生的缺陷;
5)焊后对焊接影响区进行认真清理,除去叶片表面的焊渣、飞溅;
6)对缺陷及处理方式进行系统整理。
[1]胡学知.渗透检测第2版.中国劳动社会保障出版社.2007
[2]尹述鸿.大朝山#1水轮机转轮裂纹原因分析及处理.水利水电技术第33卷.2002 年第12期
罗骏(1992-),男,汉族,云南曲靖人,大学本科,就职于云南电力技术有限责任公司。
)
