基于模糊层次分析法的切削用量的选择*
2017-11-07白飞先汪永超王东升刘亮辉
白飞先,汪永超,王东升,刘亮辉
(四川大学 制造科学与工程学院,成都 610065)
1001-2265(2017)10-0149-04
10.13462/j.cnki.mmtamt.2017.10.036
2016-12-10
2017-02-17
国家“十一五”科技支撑计划项目(2006BAC02A02)
白飞先(1993—),男,土家族,湖北利川人,四川大学硕士研究生,研究方向为计算机辅助设计与制造,(E-mail)18086512629@163.com。
基于模糊层次分析法的切削用量的选择*
白飞先,汪永超,王东升,刘亮辉
(四川大学 制造科学与工程学院,成都 610065)
为了在切削加工中对切削参数进行选择指导,提高加工工件的综合质量,减少加工成本,提出利用模糊层次分析法来对切削用量进行选择的方法。该研究方法通过模糊层次分析法,综合考虑切削用量的影响因素对切削用量的影响以及切削用量之间的影响,最后选择合适的切削用量,加工得到高质量的加工工件。研究结论通过某汽车变速箱传动轴的加工实例,验证该方法的可行性。
切削用量;模糊层次分析法;加工质量
0 引言
机械制造能力作为制造发展程度的一个重要考察因素,也反映出国家制造能力现代化的程度。机床的合理利用在实际操作中表现为在切削过程中对切削用量的合理选择。在对切削用量(切削速度,背吃刀量,进给速度)的选择上,以往的加工往往凭借工人的经验来选择,对操作工人的要求相当高,也使得工件质量与人的因素有莫大的关联,产品的一致性差。尽管有一些合理的方法来实现对切削三要素的控制。在切削用量的优化中,常将背吃刀量作为常数,优化选择的约束条件为经济成本最低。没有考虑到三要素对加工过程的各自影响因素大小,也很少考虑到要素之间的相互影响。因此,如何能够快速的实现对切削用量的综合选择是很重要的。
在机械工程领域用到的优化算法比较多,模糊层次分析法[1]、加权平均法在电火花线切割加工参数的优化[2]、灰色关联度法[3]等广泛应用。对切削用量的选择和优化的方法也有很多。范正伟利用改进的多目标猫群算法求解切削用量[4];赵韩运用基于改进的BP神经网络对切削用量进行优化选择[5];张青借助粒子群算法对切削用量进行优化[6];龚肖新在对模具数控加工的切削用量优化的过程中运用模糊综合评价[7];通过建立切削数据库,调用数据库来对切削用量的选择[8]。以往的研究方法往往没有就影响切削用量的所有因素进行考虑,选择时也忽略要素之间的相互影响,没有考虑机床设备操作者的不确定性。就各种方法比较而言,对于多目标、多层次的选择问题,选用模糊层次分析法比较实用。
切削用量选择是一个多因素、多层次、多方案的综合决策问题。本文在对切削用量的综合选择过程中利用模糊层次分析法来帮助决策。通过建立层次结构模型,根据专家信息,求得各个指标权重,最后进行评判得出最优的方案。本文对切削用量的选择过程,对前人在切削用量选择基础上,综合考虑到每一个参数的影响,也涉及到参数之间的相互影响。
1 模糊层次分析法
模糊层次分析法的基本思想是根据多目标评价问题的性质和总目标,把问题本身按层次进行分解,构成一个由下而上的梯阶层次结构。
三角模糊数是将不确定的语言变量转化为数值量的一种方法,用来解决评价对象无法准确度量而只能用自然语言进行描述的困境,在模糊比较判断上有显著的优势。对于三角模糊数的定义如下。
定义1:在定论域R上的一个模糊集是指对任何x∈R,都有一个数μ(x)∈[(1,1,1),(5,6,7)]与之对应,μ(x)称为x对R的隶属度,μ称为隶属度函数。
在构建比较矩阵时,考虑人的模糊性,用三角模糊数代替原有具体的数值。三角模糊定义如表1所示。

表1 三角模糊数定义
定义2:三角模糊数的运算方法类比于向量的运算方法。定义模糊向量M的模为:
(1)
定义3:一个模糊数大于其他模糊数的可能性为:
ν(Mp≥M1,M2,…,Mp-1,Mp+1,…,Mn)=minν(Mp≥Mj)
(2)
其中,j的范围为[1,n]的整数。
定义4:多个模糊数相对的可能性定义为:

(3)
运用层次分析法决策时,大体上可以可分为以下4个步骤:分析问题,确定因素之间的因果关系,建立多级(多层次)递阶结构模型;对同一层次(等级)的要素以上一级的要素为准则进行两两比较,并根据评定模糊数确定其相对重要程度,据此建立模糊判断矩阵;确定各要素的相对重要度;通过综合重要度的计算,对所有的替代方案进行优先排序,为选择最优方案提供科学的决策依据。模糊层次分析法是在层次分析法的基础上增加了模糊数学的相关理论,提高了决策的可靠性。
2 切削用量选择模型
2.1 影响切削用量的因素
切削用量是机床在切削过程中对加工状态的数量描述。分别表示三个重要的加工参与者的重要参数。切削用量是加工过程中重要的参数。对切削用量的选择应该遵循机械加工的切削规律和切削用量的选择原则。切削用量选择时要综合考虑生产率、加工质量和刀具寿命。合理的切削用量指的是在保证加工质量的前提下,充分利用刀具的切削性能和机床的动力性能,获得高生产率和低加工成本的切削用量。
2.2 模型建立
在建立模型之前,需要对传统的层次模型进行改进。传统的层次模型分为目标层、准则层和方案层。方案层是相同属性的不同方案,比如在切削液的模糊选择中构建的层次模型中的目标层为不同的切削液[9]。在本文中将目标层中的多个目标改成切削用量的三要素,具体的层次模型如图1。
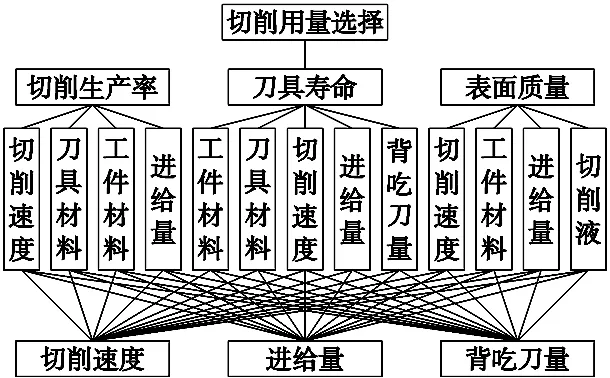
图1 切削用量选择层次模型
不同的加工条件对切削生产率、切削速度、进给量、背吃刀量、表面粗糙度、刀具寿命的要求有不同的定义。
3 模糊判定法
模糊判定法是基于模糊数学的一种评判方法,考虑多种因素的影响,利用模糊变换对事物做出综合评判。
切削用量选择是一个多准则、多目标、多方案的决策问题,不同的评判准则(切削生产率,刀具寿命,表面质量)对切削用量的指标权重有较大的影响。有关专家系统根据评判准则的不同对切削用量的指标进行模糊评估,利用模糊层次分析法分析各目标之间的相互重要度,计算出各指标权重,权重越大,表示对切削用量的影响越大。本文通过有关专家提出一组可行性切削用量方案,并对方案中切削用量的各个指标值进行模糊评估,利用模糊层次分析法计算出各指标得分,最后再计算出各方案得分,选择得分最高的切削用量方案。
3.1 确定目标权重
(1)构建模糊判定矩阵,通过相互比较确定各指标相对其他参数指标的重要性,构建模糊判断矩阵。综合每个专家的模糊判定矩阵得到一个模糊判定矩阵。其中Hs为上一层的某一个元素,D1-Dn为本层的各要素,aij为对于Hs而言,Di相对与Dj的重要性。

表2 三角模糊判定矩阵

(4)
其中,i=1,2,…,n。
(5)
(6)
(3)层次单排列,对于上一层某一个指标而言,本层次各指标的重要性的排序。
d(Dp)=minν(sp≥sj)
(7)
其中,j=1,2,…,n。并且j≠p。

(8)
W(k)=(w1,w2,…,wn)
(9)
其中,Wi为指标层Ei的权重。
(4)层次总排列,相对应的总权重为:
W=W(k)W(k-1)…W(2)
(10)
3.2 各方案中子指标值得分的确定
构建模糊判定矩阵时,以不同的方案的同一指标为比较对象,比较相对优劣程度其他步骤与目标权重确定的步骤相同,以计算出的权重值为子指标值的得分,得到子指标得分矩阵G。

表3 子指标得分矩阵

3.3 确定各组得分
F=G·WT
(11)
G是矩阵,WT是一个列向量,所以求得的F是一个行向量。选取行向量中元素最大的值,所对应的方案就是得分最高的方案。根据模糊层次分析法计算的结果,综合考虑多个方面的影响,选择得分最高的方案作为最佳的选择方案。
4 车床应用实例
某厂商生产汽车变速箱传动轴。传动轴材料为45调质钢(硬度:28~32HRC)。加工过程为精加工。传动轴加工尺寸大于100mm。 表面质量要求为Ra1.6。加工作业的计划为单台机床日加工时间为16h,采用两班制生产。单台机床单位时间生产零件数为60件/小时。要求对刀具的寿命要求为在满足工件设计质量的条件下尽可能增加刀具的使用寿命。精加工的切削速度一般控制在90~110m/min,进给量的范围为0.1~0.3mm/r,背吃刀量的范围为0.1~0.3mm。给定三种可供选择的方案,分别记为D1,D2,D3。
4.1 确定指标权重
根据专家系统给出指标层三角模糊数如表4所示。
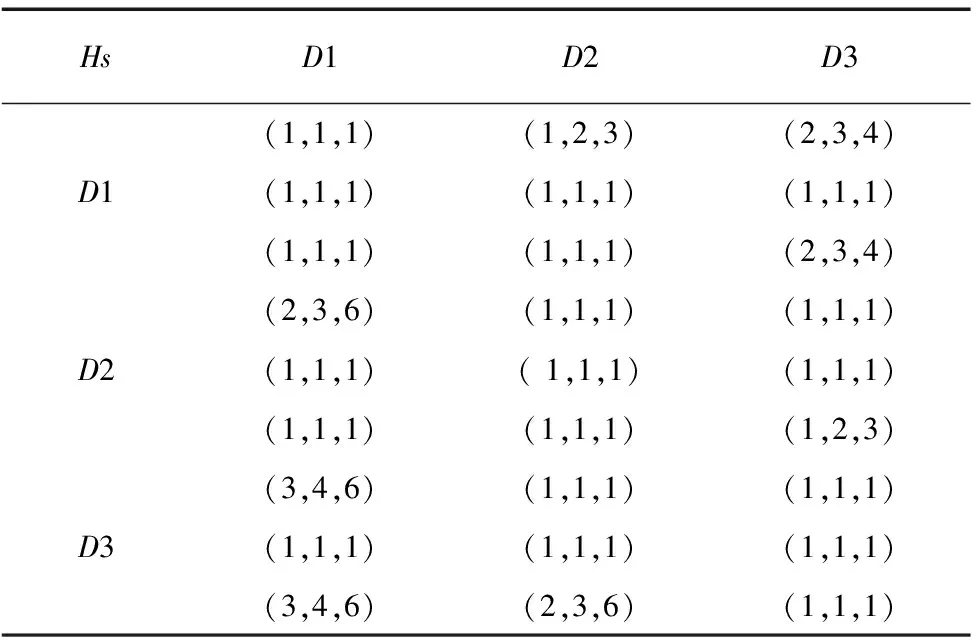
表4 指标层三角模糊数
将专家系统给出的指标层三角模糊数得到平均的三角模糊判断矩阵如表5所示。

表5 指标层三角模糊评判矩阵
得到指标层的权重为:W=(0.20,0.33,0.47)。
构建子指标层三角模糊判断矩阵,计算出子指标层权重向量,计算出层次总权重。如表6所示。
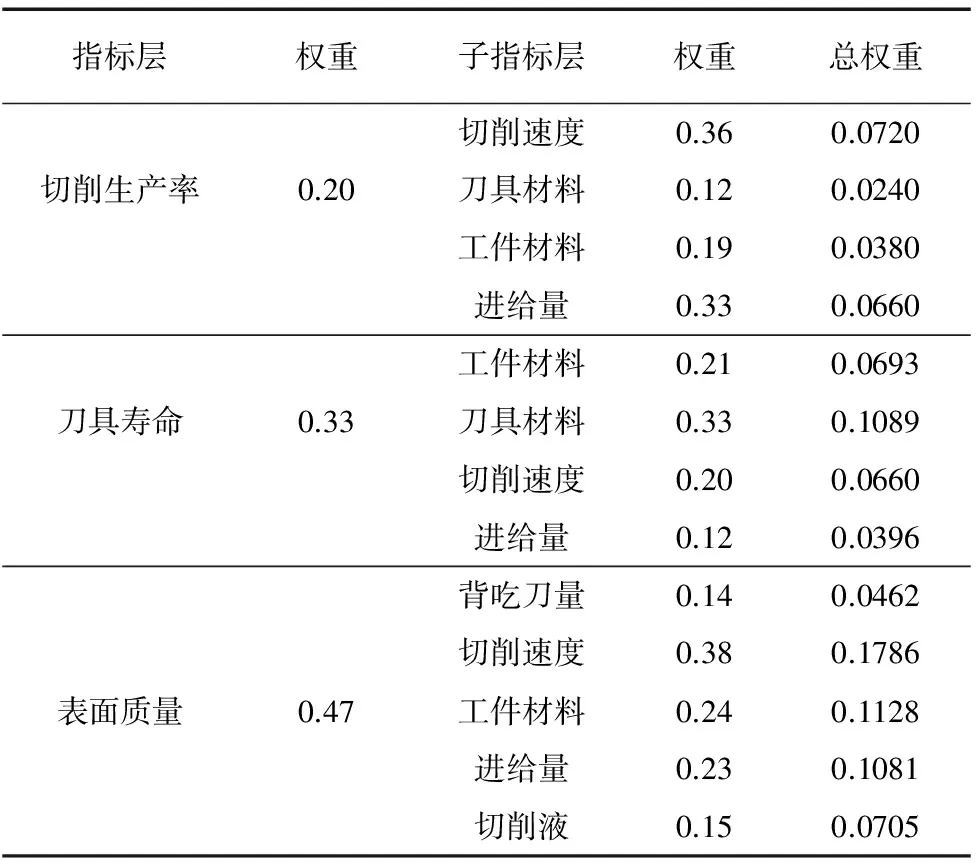
表6 各层次指标权重
4.2 进行模糊评判
确定各个子指标值的得分,利用专家系统对可行性的方案D=(D1,D2,D3)进行模糊评估,求出三角模糊数,根据公式得到子指标得分表7。
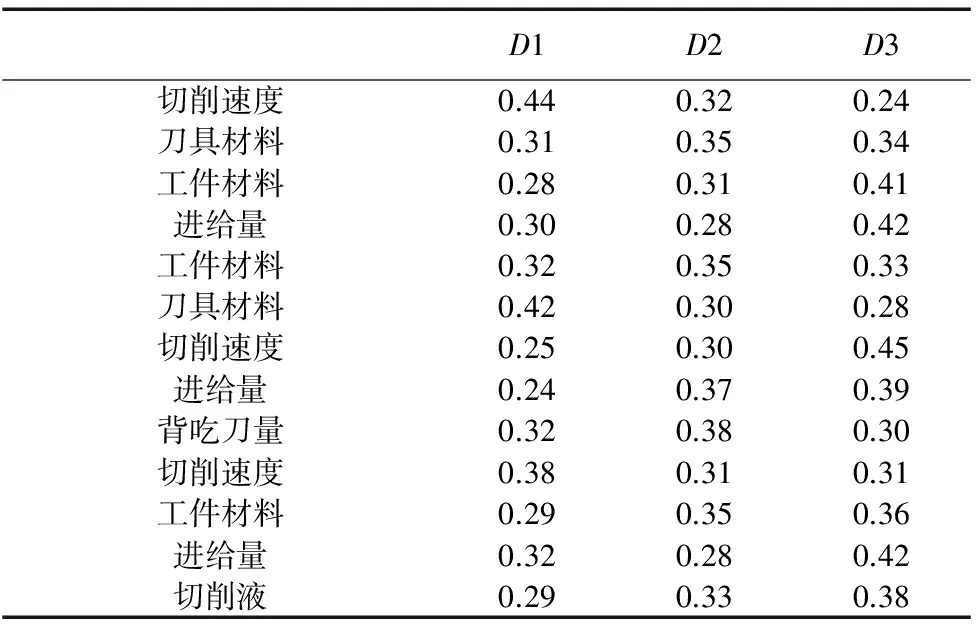
表7 子指标得分表
4.3 计算各组得分
根据公式得到F=(4.16,4.23,4.63)。由各组得分在可行的方案中选择分数最高的作为最优方案。在加工过程中选择该切削用量作为基准切削用量。
利用模糊层次分析法,综合考虑影响切削用量的因素,得到最终的得分。
5 结论
本文利用模糊层次分析法与模糊评判法,提出了基于模糊层次分析法的切削用量的选择方法。通过模糊层次分析法和模糊判定法得到对切削用量的量化得分。减少实际加工中根据经验来选择切削用量的不确定性,减少对人为因素的依赖,增加加工过程的可靠性,提高加工工件质量的一致性。
[1] 张吉军. 模糊层次分析法(FAHP)[J].模糊系统与数学,2000,14(2):80-88.
[2] 王丽慧,张英芝,申桂香,等. 基于加权平均法的电火花线切割加工参数优化[J]. 机床与液压,2014,42(17):81-83.
[3] 孙芳芳. 浅议灰色关联度分析方法及其应用[J].科技信息,2010(17):880-882.
[4] 范正伟,刘琼,李兴鹏. 多目标猫群算法求解切削用量优化问题[J].软件导刊,2013,12(3):116-118.
[5] 赵韩,冯宝林,董晓慧,等. 基于改进的BP神经网络对切削用量的优化选择[J]. 机床与液压,2008,36(5):213-216.
[6] 张青,陈志同,张平,等. 基于粒子群算法的切削用量优化及其约束处理[J]. 航空精密制造技术,2010,46(1):32-36,45.
[7] 龚肖新,芮延年. 模具数控加工切削用量优化方案模糊综合评价[J]. 机械设计与制造,2010(8):242-244.
[8] 李凯岭.机械制造技术基础[M].北京.清华大学出版社,2010.
[9] 赵建平,汪永超,殷国富,等. 基于模糊层次分析法的切削液选择[J]. 组合机床与自动化加工技术,2014(7):19-23.
[10] Lu Qibing,Sheng Buyun.Evaluation method of manufacturing resources based on fuzzy analytic hierarchy process and grey relational analysis[J]. Institute of Electrical and Electronics Engineers Inc,2015,10(10):102-106.
[11] S Benlahmidi,H Aouici,F Boutaghane,et al.Design optimization of cutting parameters when turning hardended AISI H11 steel (50HRC) with CBN7020 tools[J].Original article,2016:1-18.
[12] Fu Tao,Liu Weijun,Zhao Jibin. Optimization of cutting parameters using multiobjective evolutionary algorithm based on decomposition[J]. Journal of Vibroengineering,2013,15(2):833-844.
TheSelectionofCuttingParametersBasedontheFAHP
BAI Fei-xian, WANG Yong-chao, WANG Dong-sheng, LIU Liang-hui
(School of Manufacturing Science and Engineering,Sichuan University,Chengdu 610065,China)
In order to choose the cutting parameters in machining the instruction, improve the comprehensive quality of machining, reduce processing costs, proposed cutting parameter to make use of fuzzy analytic hierarchy process (ahp) to select the method. The mathed based on the fuzzy analytic hierarchy process(FAHP),consider all of influence factors on the influence of cutting paramenters and the influence of cutting elementers between,finally choice the appropriate cutting paramenters,gain the higher quaility maching workpieces.The research conclusion through an automobile transmission shaft processing to verify the feasibility of the methed.
cutting parameter; fuzzy analytic hierarchy process (FAHP); processing quality
TH162;TG506
A
(编辑李秀敏)
