聚氯乙烯装置浆料脱析汽提塔优化改造
2017-11-06陈大龙新疆圣雄氯碱有限公司新疆吐鲁番838100
陈大龙(新疆圣雄氯碱有限公司, 新疆 吐鲁番 838100)
聚氯乙烯装置浆料脱析汽提塔优化改造
陈大龙(新疆圣雄氯碱有限公司, 新疆 吐鲁番 838100)
汽提塔是聚氯乙烯悬浮聚合工艺中的重要设备,能对不完全反应的单体进行脱除回收,提高生产效率。介绍了聚氯乙烯生产加工工艺的基本过程,分析了影响残留脱除的主要因素,根据产能设备的指标要求,对汽提塔进行了设计,并对现有的滞留时间、开孔率、降液管进行了优化改造。
聚氯乙烯;汽提塔;脱析改造;工艺优化
聚氯乙烯树脂(PVC)被广泛应用于社会各个领域,可以取代木材、钢材等,并进行塑料加工,生产的产品为人们的日常生活提供了极大的方便。聚氯乙烯是一种化学稳定性强、可塑性高的无毒无味道的白色粉末物质。可溶于少数的有机溶剂,常温下对盐酸、硫酸、硝酸和烧碱等都具有良好的耐受性。绝缘性能好,难以燃烧,无火焰烧烤会自行熄灭[1]。
目前PVC的生产工艺主要有:氧氯化法、电石乙块法、悬浮法、浆料脱析工艺等,其中浆料脱析工艺为较为流行的主要生产工艺,包括釜式汽提和塔式汽提两种技术手段[2]。本文主要针对于塔式汽提进行分析研究,提出更好的优化改造方法,使得浆料能够更加利用充分,生产产品质量更好。
1 工艺流程及残留影响因素
1.1 工艺流程
首先进行聚合工序,采用悬浮聚合法,将纯水、单体分散剂等原料加入聚合釜中进行聚合反应,时间约为300分钟,在反应后期出现压力下降时,向聚合釜中加入终止剂终止反应。之后进行出料操作,将浆料泵输出至出料槽,进行下一步浆料汽提回收工序[3]。汽提回收工序中对出料进行预混、自压,并在压缩机的作用下结合回收、双溢流堰板式汽提塔。最后二冷末端未经冷凝下的气体,回收至氯乙烯气柜进行再次加压压缩精馏,再进入新鲜单体。经过聚合生产的浆料再经过离心干燥、干燥床干燥,再输送至全自动包装工序进行包装。其中离心干燥过程,浆料加入转鼓内,在高速旋转的离心力作用下,固相颗粒较大受到离心力大从而沉降在转鼓侧面,并逐渐推向卸料口,母液则由圆筒另一端口溢流排出。离心干燥技术应用广泛,设备简单、操作稳定、分离效果好[4]。
1.2 影响残留脱除因素
氯乙烯单体残留的脱除主要有扩散和沸腾两种方法,残留VCM单体浓度高脱析浓度高和脱析压力等的情况下,脱析过程主要以沸腾为主,扩散为辅。而相反情况下,则以扩散为主、沸腾为辅[5]。
通过分析研究,影响残留脱除的因素如下:(1)树脂颗粒。一般情况下PVC树脂颗粒内部疏松程度高、孔隙率大,越有利于残留VCM的脱除。(2)汽提温度。一般而言温度决定残留物的扩散速度,温度越高,残留物脱析效率越高、残留物量越少。(3)汽提压力。低压能更好的使得浆料气相中VCM气相的压力降低,减小水相静压阻力,能良好的提高VCM脱除速率。(4)汽提滞留时间。增加浆料在汽提塔内的滞留时间,可使得反应过程增加,能起到提高残留物的脱除效果,而实际生产过程,滞留时间较长后,使得PVC树脂在高温下产生分解,极大的影响了产品的质量。因此,一般要求控制好PVC浆料在汽提塔内的滞留时间,目前采用10~15min的设计滞留时间[6]。
2 汽提塔优化改造
2.1 汽提塔的设计
根据生产合成的PVC浆料要求,结合汽提塔实际的操作指标,按照最大化产能的设计,以年运行时间8000小时、每小时生产干粉PVC量25吨,设计了汽提塔的主要参数和各项运行条件(表1)。
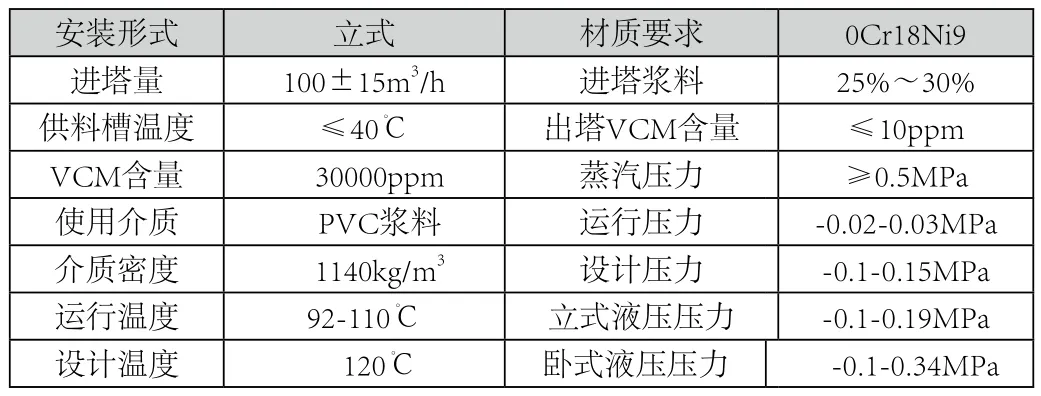
表1 汽提塔设计
2.2 改造设计
(1)滞留时间。依据DN3200/3600型号塔进行设计,6层入料流量为85m3/h,停留之间为14.5min,经过对比发现,基本满足了生产要求和残留脱析时间的要求。(2)开孔率。按照正常的三角形排列,筛孔直径一般3~8mm,开孔率8%~12%。经过改造扩孔,第一次改造扩孔,由原来的孔径0.8mm扩大至1.1mm,开孔率由原来的0.14%扩大至0.26%。第二次改造扩孔,由原来的孔径1.1mm扩大至1.2mm,开孔率由原来的0.26%扩大至0.31%。开孔过程为人工电钻方式。(3)降液管。依据DN3500/3900型号塔进行改造降液管面积平均达0.36m2,最大可达到0.42m2。
3 结语
通对现有的汽提塔进行分析研究,对现有的滞留时间、开孔率、降液管进行了优化改造,改造后将有效的提升设备的生产能力。
[1]包庆山,蔡生吉,黄刚,等.PVC生产中汽提塔的改造[J].聚氯乙烯,2017,(01):35-37.
[2]黄鹏.PVC生产过程优化控制系统工程[J].聚氯乙烯,2007,(02):18-20.
[3]倪玉飞.汽提双塔并联工艺及操作的优化[J].中国氯碱,2006,(07):19-21.
[4]王权,方丹鹏.浅谈PVC生产装置的节能降耗方案[J].聚氯乙烯,2006,(04):42-45.
[5]郭凡,章慧芳,李群生,等.PVC浆料中残留VCM的汽提新技术[J].现代化工,2015,(09):128-130+132.
[6]刘锐能,霍中德,赵峰.PVC浆料汽提工艺改造总结[J].聚氯乙烯,2011,(06):16-17+35.
陈大龙(1988- ),男,汉族,助理工程师,从事聚氯乙烯生产加工工作。
