焊管生产线精整传输系统自动化控制
2017-11-06闫哲
闫 哲
(宝鸡石油钢管有限责任公司输送管公司,陕西 宝鸡721008)
焊管生产线精整传输系统自动化控制
闫 哲
(宝鸡石油钢管有限责任公司输送管公司,陕西 宝鸡721008)
为了提高焊管生产线精整传输系统的传输效率,保证传输过程的安全性,以S7-300PLC为控制核心,以横移小车和传输辊道为主要控制对象,以西门子SINAMICS G120变频器为执行机构,设计了精整传输自动化控制系统。介绍了该精整传输自动化控制系统的主要组成、通讯方式及控制原理。该自动控制系统基于S7-300PLC可编程控制器、G120变频器和网络技术对生产线的各传输设备以及其他单机系统/设备进行联动控制,并结合信息化系统实现了生产线上焊管的自动传输,提高了传输效率,降低了生产成本。
钢管;精整;自动化传输系统;横移小车;传输辊道;可编程控制器;变频器;MES
1 精整传输自动化控制系统介绍
焊管生产线精整传输自动化控制系统是以S7-300PLC为控制核心,以横移小车和传输辊道为主要控制对象,西门子变频器SINAMICS G120(以下简称G120变频器)作为执行机构,依据生产工艺要求和所提供的环境介质条件,综合考虑管理效率、安全、成本,将自动化控制区域划分为一级主站、二级主站、从站(操作台)和变频器4个控制区,分区域进行控制的传输系统。分区主控站、二级控制站、控制从站之间通过Profibus DP总线连接。精整传输线中无人员操作的控制区域,可以实现自动控制,同时设置半自动及手动控制功能,可进行人为干预。对于有人员操作的设备或区域,考虑到操作人员的安全问题,进行半自动和手动控制。
2 精整传输自动化控制系统主要组成
2.1 西门子S7-300PLC可编程控制器
S7-300PLC是模块化中小型PLC,电源、CPU和其他模块都是独立的,可满足中等性能要求的应用[1]。其模块化结构设计使得各单独模块之间可进行广泛组合以用于扩展。S7-300PLC的大量功能能够支持用户进行编程和维护[2-3]。
2.2 西门子G120变频器
西门子SINAMICS G120系列变频器具有强大的通讯功能,能和多个设备之间进行通讯。用户可以方便地监控变频器的运行状态并修改参数。G120系列的核心是控制单元,用户通过设定控制单元的参数来实现变频器的正常运行[4]。用户在使用G120变频器时,可以通过Profinet、Profibus或Profidrive进行通讯,使得操作更加简单并减少了接口数量[5]。
2.3 Profibus DP通讯
Profibus DP是一种国际化、开放式、不依赖于设备生产商的现场总线标准[2]。Profibus DP传送速度在 9.6 kbaud~12 Mbaud。Profibus是一种用于工厂自动化车间级监控和现场设备层数据通信与控制的现场总线技术[6]。主要功能是连接现场设备,如分散式I/O、传感器、驱动器、执行机构等设备,完成现场设备控制及设备间连锁控制。主站负责总线通信管理及所有从站的通信。总线上所有设备生产工艺控制程序均储存在主站PLC中,并由主站执行。
3 精整传输自动化控制系统通讯
精整传输自动化控制系统分区控制通讯如图1所示。

图1 精整传输自动化控制系统分区控制通讯图
3.1 一级主站
一级主站的工作界面如图2所示。主控站(一级主站)主要功能是在人机界面上根据钢管规格选择运行方式、辊道传输速度、旋转辊运行速度等参数。然后由主站PLC通过系统编程发送给二级主站PLC,二级主站执行完后反馈实际运行数据给主站,并在主站触摸屏上显示。

图2 一级主站的工作界面
3.2 二级主站
二级主站PLC存储辊道、小车、旋转辊、接翻管器等逻辑程序,并根据从一级主站接收到的频率值发送给变频器控制字,由变频器以给定的频率驱动电机运行。运行过程中变频器返回状态字给二级主站PLC实际运行频率。二级主站还可监控传感器I/O点信号,为故障判断提供依据。
3.3 主站关系
四个一级主站之间分区域控制二级主站,主站之间通过Profibus DP总线进行信号交接,实现不同主站之间的逻辑联系,在流程上避免了传输当中的混乱。
4 精整传输自动化控制系统的控制原理
精整传输自动化控制的对象主要是运管小车和传输辊道。PLC通过写好的程序计算出变频器的动作后,由Profibus DP通讯协议发送启动、停止、正转、反转等控制指令给变频器,然后变频器返回状态字并从触摸屏界面显示实时电机转速、频率值等相关数据。运管小车的控制主要由PLC发送指令到小车变频器,然后通过编码器反馈脉冲值给PLC进行比较,并自动定位。传输辊道的控制主要由PLC发送给变频器正反转指令,通过传感器检测信号给PLC经过计算实现对中、减速等逻辑功能。运管小车及其传输辊道的PLC逻辑控制具体操作如下。
4.1 辊道控制
辊道控制的重点在于如何进行对中,避免因钢管错位导致钢管掉落。传输辊道控制过程界面如图3所示。辊道控制主要依靠4个对中传感器,其中对中传感器1和对中传感器2距离固定记为S1,从管头到达传感器1开始计时,到达传感器2计时结束记为T1,则钢管运行速度v=S1/T1;管头到达传感器2,管位到管尾离开传感器1记为T2,则管长S=vT2+S1。因传感器1至小车中心点的距离固定记为S2。则S/2v≥S2/v时对中完成,变频器停止输出,辊道停止。
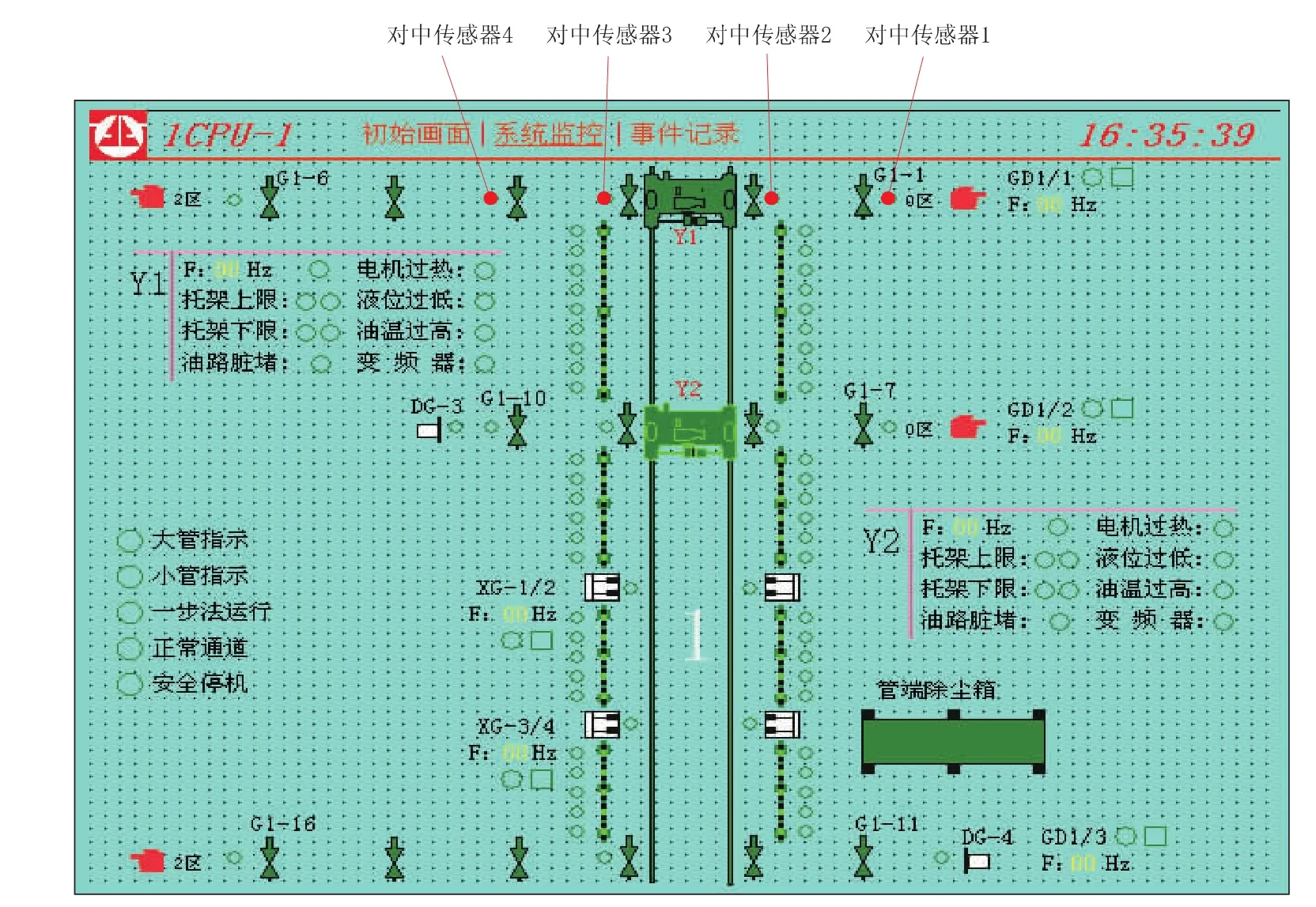
图3 传输辊道控制过程界面
4.2 小车控制
小车动作主要有取管、送管、倒管,将管位程序中编码器固定值和小车电机编码器脉冲值进行对比,结合其他逻辑关系,实现小车自动前进后退,自动取管、送管、倒管等动作。为保证安全,小车在运行过程中与其他在线设备有信号交接,避免钢管在工位上处理时,小车对钢管进行搬运造成的人员、设备损伤。
结合信息化MES系统、管号识别RFID技术,可以将管号、主机设备检测等数据自动上传至MES系统,通过信息化与自动化的结合,减少了人工干预提高了工作效率[7-12]。后期还将对部分主机设备进行自动化、智能化改造,传输系统还可根据主机设备检测结果自动进行判断,选择最合理的传输路径,实现智能化传输。
5 结 论
(1)通过该自动化控制系统,相对于原来的斜臂条—辊道—翻管器传送的继电器控制系统在传输安全性上大大提高,同时减少了人为干预,减少了钢管传输过程中的安全风险,传输的效率明显增强。
(2)通过该自动化控制系统,相对于原来的斜臂条—辊道—翻管器传送在噪音防治中有明显的效果,减少了钢管在传输过程中的碰撞带来的噪音,同时也减少了产品的划伤,提高了产品质量。
(3)相对于原来的控制系统,该自动化控制系统使用Profibus DP通讯并有以太网接口,能很好地和主机设备进行数据交换,为以后的信息化智能化打下了基础。
[1]孔凡才.自动控制原理与系统[M].北京:机械工业出版社,2012.
[2]李明河.可编程控制器原理与应用[M].合肥:合肥工业大学出版社,2010:20-29.
[3]李清林.Profibus-DP从站编程开发从入门到精通[M].成都:四川大学出版社,2011.
[4]秦琴,王忠庆.利用PLC的高速计数功能实现轴的精确定位控制[J].电气技术,2009(3) :74-76.
[5]王仁祥.通用变频器选型与维修技术[M].北京:中国电力出版社,2004.
[6]于浩洋.PROFIBUS现场总线概述[J].自动化与仪表,2002(2):18-21.
[7]李鉴汀.论设备管理与维修模式的多元化与多样化[C]//第四届全国设备管理经验交流研讨会议论文集.北京:[s.n.],2001:10-12.
[8]檀长松.硅钢MES系统中的生产订单管理[J].安徽冶金,2010(3):41-44.
[9]熊志奇.微机自动配料控制系统[J].电子技术应用,1997(10):24-25.
[10]徐爱钧,徐阳.智能化测量控制仪表原理与设计[M].北京:北京航空航天大学出版社,2012.
[11]杨东,黄永红,张新华,等.用PLC基本指令实现自动运动定位控制的研究[J].微计算机信息,2010,26(4):62-64.
[12]王华.炼油化工MES功能与架构研究[J].计算机与应用化学,2010,27(10):135-138.
Finishing Transmission Automatic Control System Introduction for Steel Pipe Manufacturing Enterprise
YAN Zhe
(Baoji Petroleum Linepipe Company of BSG Group,Baoji 721008,Shaanxi,China)
In order to improve the transmission efficiency of welded pipe production line finishing transmission system,and ensure the safety in the process of transmission,the finishing transmission automation control system was designed.This system was with S7-300PLC as control core,the cross travelling trolley and transmission roller as the main control objects,with Siemens SINAMICS G120 inverter as actuators.In this article,it introduced the main composition,communication mode and control principle of the precision transmission automatic control system.This system conducted coordinated control to S7-300PLC progammble controller,G120 inverter and the transmission equipment of production line and other single machine system/equipment,combined with the information system realized automatic transmission of steel pipe on the production line,improved transmission efficiency and reduced production cost.
steel pipe; finishing; automatic transmission system; transverse car; transmission roller; PLC; cinverter; MES
TE905
B
10.19291/j.cnki.1001-3938.2017.09.007
闫 哲(1988—),男,毕业于西安石油大学,主要从事电气设备和信息化维护工作。
2017-05-18
修改稿收稿日期:2017-07-27
编辑:汪翰云