基于ARM的桌面型3D打印机控制系统的设计与优化
2017-11-03王苏洲舒志兵
王苏洲,舒志兵,李 俊
(南京工业大学电气工程与控制科学学院,南京 211816)
基于ARM的桌面型3D打印机控制系统的设计与优化
王苏洲,舒志兵*,李 俊
(南京工业大学电气工程与控制科学学院,南京 211816)
在分析传统3D打印机结构组成和工作原理的基础上,选用ARM Cortex-M3内核 LPC1768为微控制器。采用熔融沉积造型技术(FDM),针对传统采用单路固定数据传输导致打印速度过慢的问题,采用打印效率和打印速度对偶分析方法,融入频分多路复用方法实现桌面型3D打印机的多目标集优化控制,并对速度量化指标进行评估,根据不同频率传送各路打印请求信息,实现打印速度提升。通过仿真并搭建测试平台,最后对设计的3D打印机进行性能测试,验证该桌面型3D打印机控制系统设计的可行性与有效性。
3D打印机;频分多路复用;提高速度;优化控制系统
3D打印技术作为新型制造技术的典型代表,如今得到了快速发展,逐步成为引领未来制造行业的重要技术[1]。进行3D打印不需要机械加工或模具,可以直接用计算机绘图软件生成任意形状的物体,借助三维制图软件进行计算机建模,并通过用塑料、粉末化、特殊蜡质材料逐层“打印”出实物。当前桌面型3D打印机大都采用单路的固定数据传输,这样的传输方式严重影响了打印速度。3D打印机的打印速度是打印机工作效率的重要体现,通过提高3D打印和三维建模的可以提高生产效率,所以对提升桌面型3D打印机速度算法的研究具有重要意义[2]。
本文选用NXP公司的ARM Cortex-M3内核 LPC1768为微控制器,采用基于频分多路复用(FDM)的3D打印机速度控制方法,详细介绍了3D打印机的硬、软件设计,提出了一款高速度、高精度FDM型桌面3D打印机的设计方案。针对传统3D打印机采用单路固定数据传输导致打印速度过慢的问题,本系统对基于ARM的桌面型3D打印机速度进就行了优化[2]。
1 3D打印原理及机械结构设计
1.1 3D打印机的工作原理
3D打印利用计算机绘制三维模型,并生成STL文件,凭借打印材料熔点低、成型快的特点,通过喷头加热以及挤出机的挤压,将打印材料以细丝状形式挤出,按照三维模型“分区”成逐层的截面,即切片,然后进行逐层打印,其数据处理流程如图1所示。

图1 3D打印机数据处理流程
3D打印机控制系统由上位机及3D打印机两个部分组成,上位机负责完成物体建模以及对模型的三维切片,生成打印机可以识别的Gcode文件,3D打印机按照指令使喷头按照预先设定的路径逐层完成3D打印任务[4]。要想顺利完成3D打印任务,需要确保模型的大小在打印机最大打印范围内,如果超出了打印范围则需修改模型的尺寸。
在打印前,利用切片软件对3D模型进行切片,切片的目的是将模型分割成逐层的截面,切片软件将切片后模型的尺寸大小、形状等转换成打印机能够是别的指令,最终把计算机上的模型变为实物。
1.2 机械结构设计
本文设计的桌面型3D打印机属于一种常见的封闭式打印机的机种,完成3D打印的执行机构是3D打印机的机械结构本体,它主要由热床、步进电机、挤出机、零位传感器等部件组成[5]。其机械结构如图2所示。

图2 3D打印机机械结构示意图
2 3D打印机控制系统硬件设计
选用NXP公司生产的ARM Cortex-M3内核 LPC1768作为微控制器,控制系统主要控制步进电机、挤出机加热电阻和加热床的温度、挤出机工作零点与行程;与上位机通信采用USB。控制系统框图如图3所示。通过电源电路向控制系统供电;获取 SD 卡里的打印数据主要由LPC1768 微控制器的片内 SPI 接口主负责,通过片内 USB 接口与上位 PC 机完成可靠、快速的通信,确保打印数据及时无误的传送,同时上位PC机还可以通过 USB 接口对系统发送指令。两路输出的信号分别控制加热床加热电路和挤出机加热电路中的低通电阻 NMOS 功率开关管,实现加热床及挤出机中加热电阻的加热。片内A/D将温度传感器电路内的两路模拟量转换经通道输入,实现对加热床、挤出机温度的检测与控制。四路步进电机驱动电路主要负责控制X、Y、Z这3个轴的步进电机及挤出机的步进电机,实现打印件的打印。三路行程开关电路主要负责定位X、Y、Z轴的原点和运动相对位移量。ISP/JTAG接口主要负责测试程序的烧写与调试[6]。

图3 3D打印机控制系统框图
3 3D打印机控制系统软件设计
3.1 控制系统主程序设计
控制系统软件能够实现通信、数字信号控制和数据读取与处理等功能。系统主程序主要负责系统初始化和应用函数的声明;通过SP1接口读取SD卡中的配置文件;判断是否有上位机发送的数据通过USB接口,若有上位机发送的数据,读取数据并保存在串口接收的缓存区;若没有上位机发送的数据,读取SD卡中打印数据并保存到SD卡接收缓存区,然后处理接收的数据,如果超过30 s没有数据处理,关闭程序控制功能并停止步进电机。系统主流程图如图4所示。

图4 系统主流程图
3.2 上位机控制软件的设计
本文设计的3D打印机可以实现远程控制功能,具有良好的人机控制界面,借助开源切片软件Slic3r的优点,调用Slic3r提供的API实现三维切片的功能,点击文件的加载模型按钮可加载STL文件,在切片中完成3D模型的切片并适当调整模型位置,点击文件中“生成geode格式文件”,即可生成Crcode文件,通过USB网络远程或直接使用SD卡将数据导入3D打印机,开始打印实物,打印过程中可以预览打印物体的3D效果图,也可以查看打印进度及参数。上位机软件界面如图5所示。

图5 上位机软件界面
3.3 3D打印机速度提升与优化
根据对FDM型3D打印机工作原理详述,对打印控制的参数模型进行分析。本文设计的打印机系统可看成是一个频分多路复用,则打印机的过程控制参数可以表示为:
(1)
S={S1,S2,…,Snum}为打印物体的模具集合;P为正在打印生产的作业数;Nq为可进行第q项工作时的组别数量;Ni为参与第i项作业的区域熔融沉积材料的厚度;Y(i)为3D打印各路作业输入信号的频谱向量和打印通道之前的干扰矩阵为X(i),打印机激发态跃迁矩阵的维数分别为N(i)x1和N(i)xm。
对于3D打印速度制约参数模型的建立,根据打印机逐层级联退激基态分解的子矩阵规模为L×m,打印效率和速度为Bu与Bv,采用对偶分析法对打印效率和打印速度建立模型[7]:
(2)
(3)
由式中Bik生产组别K完成后端数据进行存储,进行3D打印输出,得到i项打印的经济成本为:
(4)
以此为基础,对3D打印机的速度控制优化设计。
对于桌面型3D打印机的FDM控制,确定变量和数组的储存空间是前提。本文采用热塑性材料FDM控制方法,根据介质不同,使得打印后的物体具有良好的三维特征。在打印作业中,为了提高打印效率与速度,控制喷头内对加热熔化的材料至关重要。数学模型建立如下:
设T为打印机喷头熔料控制的因变量,X1,X2,…,Xn-1为对T有自相关性的n-1个自变量,则喷头熔料之间线性关系可表示为:
T=β0+β1X1+…βn-1Xn-1+e
(5)
e为打印机喷头熔料各路之间的误差干扰项,即外界其他因素对T的影响。由于多路信号之间的频谱会有部分重叠,则打印机喷头熔料控制信号的观测值为:
(Xi,1,Xi,2,…,Xi,n-1,Ti)
(6)
打印机的分辨率应满足:
(7)
打印机喷头熔料控制模型可改写为矩阵:
Y=Xβ+e
(8)
式中:Y为熔料控制观测量;X为打印机阵列矩阵;β为参数向量;e为打印机任务指派量。
本文将广泛应用于通信领域的频分多路复用来提升3D打印机的速度控制,所谓的频分多路就是依照不同频率传送各类消息,实现多路通信。假设对3D打印的经济与效益评价指标之间具有藕合性,用不同频率传送各路打印熔料控制消息,得到最优打印控制Fu与最劣打印控制Fv的频分多路复用藕合状态为:
(9)
(10)
为了提高打印调度性能,用频分多路复用对打印数据进行处理,得到优化后的实际打印速度效益Si为:
(11)
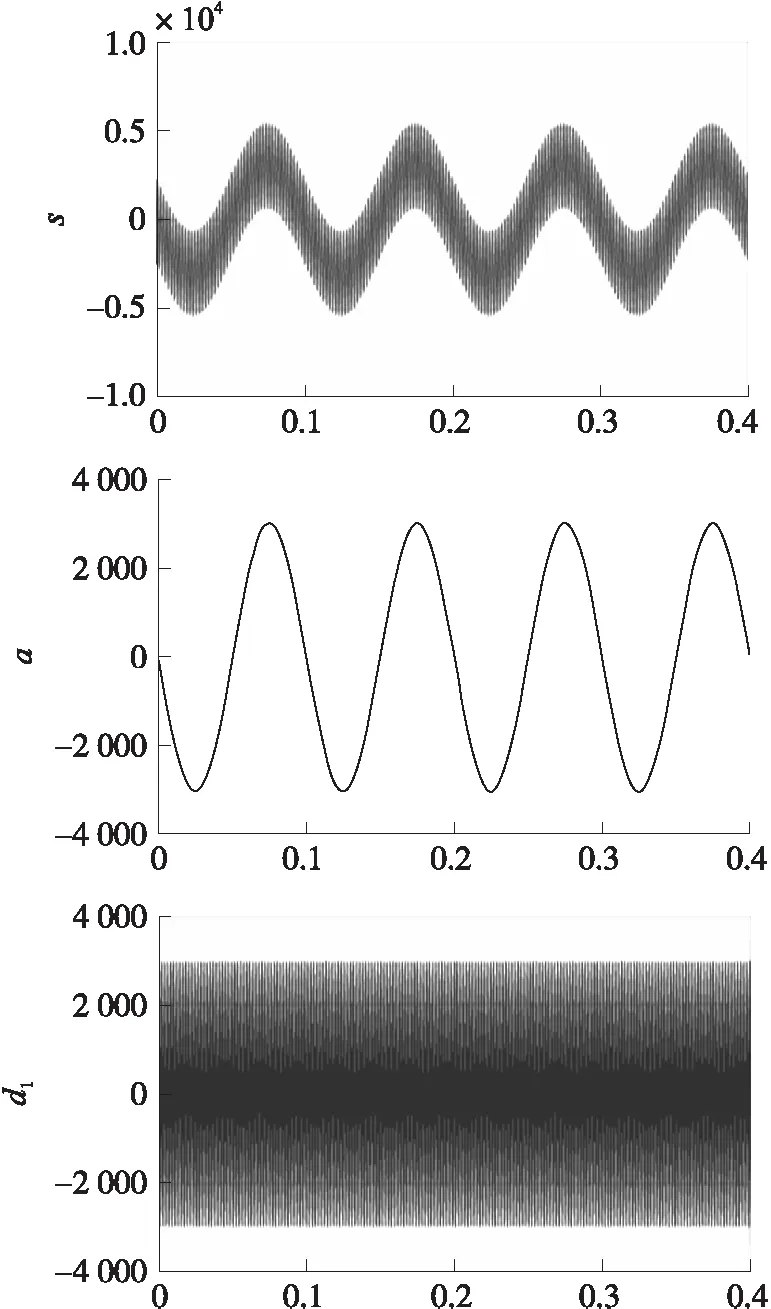
考虑到熔料控制矩阵秩的亏损即n (12) 每次将打印传送数据输入到频分多路迭代中,将打印机分辨率矩阵分解成一个正交矩阵,由矩阵保范型可得: (13) 如果只考虑打印工作中的单个消息所需要的功率,可以忽略打印任务指标函数,打印功耗的最小化为: (14) 降低每路打印输入信号的干扰频谱,推导出最小二阶解为: (15) 记Xij的秩为rij,rij≤m,通过上述对3D打印速度的控制,实现打印速度提高。 为了测试本文提出的频分多路复用速度提升法在打印速度和效益方面性能的优越性,首先用MATLAB对算法进行仿真,取多个打印任务,用不同频率传送各路打印信息[8],得到打印输出的各路信号频谱如图6所示。 图6 3D打印各路打印频谱 由图6可见,采用频分多路复用速度提升法,能有效实现3D打印的速度量化指标的评估,降低各路打印输人信号的干扰频谱,提高打印速度。 在实际测试中,首先按照打印操作流程进行打印模型测试。重点观察打印速度及实物打印效果。利用三维制图软件自行设计模型,制作完毕后将模型导入切片软件中,如图7所示。 图7 打印切片模型 设置打印模型层厚、加热温度和打印温度后,分别用传统打印与引用频分多路复用法打印3D模型,在设定同样材料、模型厚度后,对比两种情况下打印模型所用的时间长短。实物打印如图8所示。 图8 实物打印测试 打印完成所需时间触摸屏显示如图9所示,采用频分多路复用打印完3D模型比传统速度快近0.5 h。由测试结果可见,本文提出的频分多路算法,能大幅降低打印时间和内存开销,提高打印速度。 图9 打印时间触摸屏显示 本文以传统3D打印机为研究对象,在分析其结构组成和工作原理的基础上,提出了一款速度快、 精度高的桌面型3D打印机的设计方案,详细介绍了3D打印机的硬、软件设计。针对传统3D打印机采用单路固定数据传输导致打印速度过慢的问题,提出基于频分多路复用的速度提升法,搭建测试平台,对设计的3D打印机进行性能测试,频分多路复用在3D打印机应用,大大降低了模型打印时间和内存空间,提高了打印速度。通过打印出来的实物与模型进行比对,验证该桌面型3D打印机控制系统设计的可行性与有效性。 [1] 王至尧. 增材制造3D打印未来闭[J]. 知识就是力量,2013(6):14-17. [2] 魏理豪,王甜,陈飞,等. 基于层次分析法的信息系统实用化评价研究[J]. 科技通,2014,30(2):142-148. [3] Gong Y B. Fuzzy Multiattribute Group Decision Making Method Haled on Interval Type-2 Fuzzy Sets and Applicadons to Global Supplier Selection[J]. International Journal of Fuzzy Systems,2013,15(4):392-400. [4] 李德振. 基于ARM的3D打印机控制系统研究[D]. 山东农业大学,2015. [5] 张朋昌. 基于GL847的大幅面图像数据采集系统底层驱动软件研究与实现[D]. 西安:西安电子科技大学,2010. [6] 谭秀腾. 基于ARM的桌面型3D打印机控制系统设计[J]. 应用科技,2014,41(5):142-148. [7] Zhou L G,Tao Z F,Chen H Y. Some Icowa Operators and Their Applications to Group Decision Making with Interval Fuzzy Preference Relation[J]. International Journalof Uncertainty Fuzziness and Knowledge based Systems,2013,21(4):579-601. [8] 黄强. 基于ARM的GPRS远程数据传输模块设计[J]. 电子器件,2008,31(4):1214-1218. DesignandImplementationofControlSystemforFDM3DPrinterBasedonARM WANGSuzhou,SHUZhibing*,LIJun (College of Electrical Engineering and Control Science,Nanjing Tech University,Nanjing 211816,China) Based on the analysis of traditional 3D structure and working principle of the printer,we selected ARM Cortex-M3 kernel LPC1768 as micro controller and adopted the fused deposition modeling(FDM). According to the traditional using of single fixed data transmission,the printing speed was too slow,we adopted the printing transfer and printing speed dual efficiency analysis method,integrated into the frequency division multiplexed method to implementation desktop of 3D printer set of multi-objective optimal control,and to evaluate speed quantitative assessment. According to the enquiring different frequencies of the printing system,the frequency division multiplexing method can be applied to transfer the printing request messages to all strips of the 3D printer system. Finally,we tested the performance of the designed 3D printer through simulation and built a test platform to verify the feasibility and effectiveness of the desktop 3D printer control system design. 3D printer;frequency division multiplexing;increase speed;optimal control system 10.3969/j.issn.1005-9490.2017.05.052 2016-08-10修改日期2016-10-01 TP273 A 1005-9490(2017)05-1324-05 王苏洲(1990-),男,汉族,江苏连云港人,硕士研究生 主要研究方向为嵌入式系统、交流伺服系统、数控系统、运动控制、机电一体化系统等,18795871558@139.com; 李俊(1993-),男,汉族,江苏扬州人,深圳市海目星激光科技有限公司,工程师,主要研究方向为嵌入式系统、智能机器人等,lj893434@163.com; 舒志兵(1965-),男,通信作者,汉族,江苏南京市人,副教授,南京工业大学运动控制研究所所长,主要研究方向为机器人控制、交流伺服系统、DSP技术、现场总线、数控系统、运动控制系统等。
4 仿真与实验测试


5 结论



