激光三角法测距传感器的参数优化*
2017-11-03刘常杰
蔡 逸,刘常杰
(天津大学精密测试技术及仪器国家重点实验室,天津 300072)
项目来源:国家科技重大专项项目(2016ZX04003001);高技术船舶科研项目-船用低速机工程(一期)项目
2017-05-04修改日期2017-06-20
激光三角法测距传感器的参数优化*
蔡 逸,刘常杰*
(天津大学精密测试技术及仪器国家重点实验室,天津 300072)
为了使激光三角测距传感器适应漫反射较弱的光滑被测表面,提高测量精度,分析了工作角取值对漫反射光采集的影响,以及成像系统参考点处垂轴放大率与光学分辨率的关系,对传感器的结构参数进行了优化。实验结果表明:对于表面粗糙度Ra小于0.8 μm的被测面,工作角取值不应大于40°以保证成像质量;在成像良好的情况下,参考点的垂轴放大率越大,系统测量精度越高,实验系统在60 mm工作距下测量误差小于5 μm。
测距传感器;激光三角法;垂轴放大率;参数优化
激光三角测量是一种成熟的测量方法,具有原理简单,测量精度高以及抗干扰能力强等优点[1-8]。目前,国外多家公司都有这个领域的产品系列。以日本Keyence公司的产品为例,其IL系列的激光位移传感器有多种型号,适用于不同的测量距离范围,测量精度处较高水平,但价格也普遍偏高。近年来,国内各大院校和研究机构在激光三角测距传感器的设计和应用上取得了一定研究成果,也有少数企业推出了自主研发的产品,如深圳光学电子科技有限公司与华中科技大学合作开发的LT系列激光位移传感器,测量量程为30 mm、100 mm和300 mm的三款产品相应的精度分别为30 μm、100 μm和300 μm,性能与国际品牌存在较大差距,并存在对被测表面有较为苛刻的要求等缺陷。
随着工业水平的提升,以及测量需求的多样化,有必要自主设计适用于特定测量条件下的高精度激光位移传感器。针对现有项目,需要测量出环规的直径,要求传感器工作距离不小于50 mm,测量精度优于10 μm,并且被测面为漫反射较弱的光滑表面,其表面粗糙度Ra小于0.8 μm。本文分析了工作距离不小于50 mm时利用激光三角法测量光滑表面位移的精度提高问题,对传感器结构参数进行优化设计[9-16],并搭建了一套基于线阵CCD的激光三角测距装置进行实验验证。
1 激光三角法测量基本原理
单点激光三角法测量是由激光光源将一束光投射到被测物体表面,然后在另一方向上通过成像观察反射光点的位置,从而计算出物点的位移。
根据入射光与被测面法线之间的关系可将测量系统分为直射式和斜射式两大类。直射式激光三角法原理如图1所示。

图1 直射式激光三角法原理图
投射光斑的位置会发生改变,要使其无论距离远近都能在探测器光敏面成清晰的像,需要搭建恒聚焦光路,则系统光学参数须满足Scheimpflug条件,即
a0tanα=b0tanβ
(1)
式中:a0为参考点处激光光斑到成像透镜物方主平面的距离;b0为光斑像到成像透镜像方主平面的距离;α为成像透镜光轴与被测表面法线之间的夹角;β为成像透镜光轴与CCD光敏面的夹角。
若被测表面位置在激光光轴方向移动的距离为y,光斑像在探测器光敏面上的位置相应移动的距离为x,则利用相似三角形各边的比例关系可得y和x满足如下关系式:

(2)
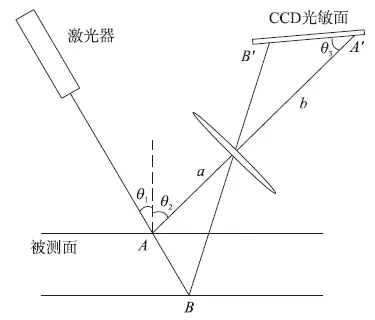
图2 斜射式激光三角法原理图
斜射式激光三角法测距原理如图2所示。同样,要使光斑在探测器光敏面上成清晰的像,需要满足Scheimpflug条件:
tan(θ1+θ2)=(a/b)tanθ3
(3)
式中:θ1为激光光轴与被测表面法线的夹角;θ2为成像透镜光轴与被测表面法线的夹角;θ3为CCD光敏面与成像透镜光轴的夹角。
被测表面在激光光轴方向的位移y可表示为:
(4)
2 系统结构及光学参数分析
直射式激光三角测距传感器的光斑较小,光强集中,且当被测表面沿测量方向移动时光斑投射在被测表面的位置不发生改变,在一定的测量范围内可以避免激光散斑引入的测量误差。因此,工程上多采用直射式激光三角传感器。
2.1 测量灵敏度
对式(2)变形可得到x关于y的关系式:
(5)
当被测表面的移动方向远离激光器时,y取正值。
对式(5)两边求导可得激光三角测距系统的测量灵敏度为:
(6)
δ的值越大,被测表面的单位位移引起的成像面光斑位置变化就越大。提高测量灵敏度δ有利于提高传感器的测量精度。
由式(6)可知测量灵敏度不仅与光学结构参数有关,还与被测表面移动的距离y有关。δ关于y的函数关系如图3所示。
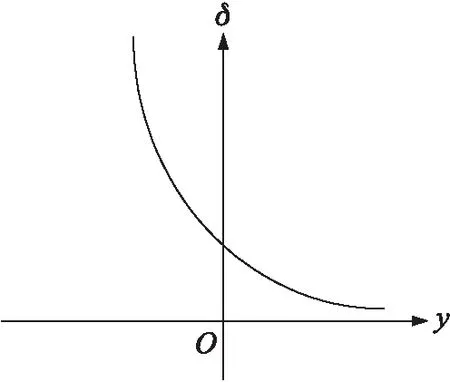
图3 测量灵敏度与光斑像位移的关系
根据y的符号规定,当被测表面远离激光器移动时,系统的测量灵敏度δ非线性降低;而当被测表面靠近激光器移动时,测量灵敏度δ非线性提高。所以由图3可知,对于第1象限而言,参考点的δ为区间最大值;而对第2象限而言,参考点的δ为区间最小值。因此可让传感器只在y≤0的范围内工作,即被测物面将仅在图3中的第2象限范围内移动。此时y在参考点取得最大值ymax=0,由式(6)可知系统的测量灵敏度δ取得测量范围内的最小值δmin:
(7)
δmin可作为光学部分测量分辨率的衡量指标,只要让成像参考点处的测量灵敏度δmin大于所需指标,则整个测量范围内测量灵敏度都将满足测量要求。
因系统中成像透镜的厚度相比物距和像距可以忽略不计,故可将其视为薄透镜。则式(7)中像距b0与物距a0的比值就表示成像参考点处的垂轴放大率(用η0表示),即:
η0=b0/a0
(8)
将式(8)代入式(7),消掉b0,整理可得:
(9)
投射在被测表面的光斑尺寸不变的前提下,垂轴放大率越高,成像光斑的尺寸就越大,线阵CCD感受到光强的像素数越多,有利于减小个别像素点信号跳变对光斑质心坐标解算的影响,测量结果也会更为稳定和准确。
式(8)中,η0仅表示成像参考点处的垂轴放大率,由几何关系可得,在测量范围内的垂轴放大率η为:
(10)
因为传感器只在y≤0的范围内工作,所以测量范围内x和y均取负值,η值都将不小于η0。参考点处η0的选择将决定传感器光学部分的最小灵敏度和最小垂轴放大率,为提高传感器精度提供重要参考。
2.2 工作距a0与工作角α的选择
影响透镜成像的4个参数a0、b0、α、β之间互相牵制,在设计的过程中,要考虑每个参数对系统的影响。
工作距a0和工作角α决定了传感器的机械尺寸大小,需根据项目具体要求优先选取合适数值。
整理式(8)可得
b0=η0a0
(11)
联立式(1)和式(8)可得
(12)
由式(11)和式(12)可知,当a0与α的取值确定后,b0与β分别都是关于η0的一元函数。通过对η0的取值优化,能提高传感器的测量分辨率,并能确定参数b0与β的取值。
现有项目要求传感器的工作距离不小于50 mm,由于工作距越大越不容易保证测量精度,所以应在要求的取值范围内使工作距尽可能接近50 mm。留10 mm余量以便适应传感器外壳机械设计的变动,取a0=60 mm。
成像透镜光轴与被测表面法线之间的夹角α的取值范围为(0,π/2),由式(6)可知工作距取定值时,当工作角α越大,δmin也越大[17]。但由于实际情况的限制,α的取值也不能过大。
直射式激光三角测距传感器中,成像系统收集到的是激光投射到被测表面后的漫反射光。理想的漫反射体可视为朗伯体,光强随观察方向与表面法线之间夹角的变化遵守余弦规律:
I=I0cosα
(13)
α取值越大,CCD光敏面接收的光强就越小。通过增大CCD的积分时间虽然也能在光强较小的情况下采集光斑图像,但噪声干扰同样被放大而导致信噪比降低。为了保证成像效果,需将α值设定在合理的范围内。
现有项目中被测表面光洁度较高,无法依据朗伯余弦定律计算光强,光滑表面的反射模型较为复杂,通过单一变量对照实验可以分析接收光强和α取值的关系。
图4为工作距一定时,α分别取30°,40°以及50°的情况下CCD光敏面上光斑像的亮度轮廓。其中横坐标为线阵CCD的像素坐标,纵坐标为该像素点光强值与CCD输出饱和值之比。可看出,随着α的增大,光斑相对亮度减小,信噪比也相应降低。亮度轮廓越接近理想光斑(高斯分布)图样,测量结果将越稳定、精确。当α取值不大于40°时,光斑相对亮度在合理范围内,且较为接近高斯分布。而当α取值大于40°时,信噪比得不到保证,光斑成像变形明显。因此在保证成像的取值范围内,使α取最大值40°以提高测量灵敏度。

图4 光斑像的亮度轮廓
2.3 参考点垂轴放大率η0的分析选择
将式(12)代入式(9),得出δmin与η0的关系:
(14)
式中:已选定α=40°,此时δmin也是关于η0的一元函数。
绘出δmin与η0的关系图,如图5所示。可看出随η0的增大,δmin也非线性提高。但η0同样不能取得过大,因为由式(12)可知,在取值范围内β是关于η0的单调递减函数,如果β太小,将导致成像光束入射CCD的角度过小而无法良好成像。图6为β与η0的关系图。

图5 δmin与η0的关系

图6 β与η0的关系
参考CCD使用手册设30°为β取值的下限,此时对应的η0值约为1.5。在已接受的η0取值范围内,η0越大δmin也越大,理论上精度也就越高。设计3组结构参数并进行实验。3组参数的η0值分别为0.6、1和1.5。
对应不同η0值的所有结构参数取值如表1所示。
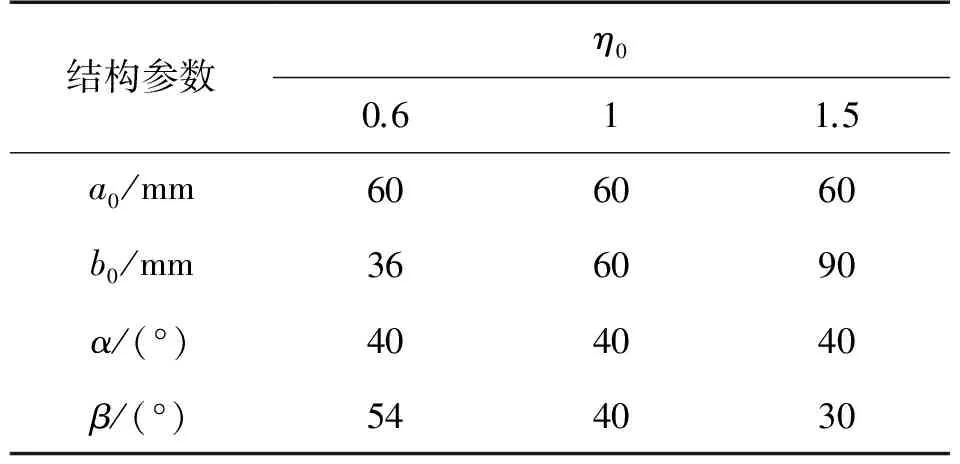
表1 3组实验的结构参数取值
每组实验的成像透镜焦距f可通过高斯成像公式求得:
1/a0+1/b0=1/f
(15)
3 实验测试
传感器的内部机械设计如图7所示。因3组实验中工作距a0和工作角α均相等,所以激光器和成像镜组的位置不会变动,只需根据η0的不同取值调整线阵CCD放置的位置和角度即可。
实际测量环规时,传感器需加装外壳以最大限度消除环境光影响,并通过机械结构将两套传感器组合成系统,使两传感器的激光光轴在一条直线上。组合传感器置于环规内部,通过微位移光学平台使其在环规内部垂直激光光轴移动,如图8所示。两套传感器测量值之和的最大值即为环规内径。

图7 传感器机械设计图

图8 实际测量环规
组合传感器的测量精度取决于单个传感器的精度。通过实验对比不同结构参数下单个传感器的测量精度。由式(6)可知,光斑实际位移y和光斑像位移x并非线性关系,但当被测表面位移范围较小时,可将x和y近似为线性关系。以此为依据对3组结构参数取值的传感器标定并实验。
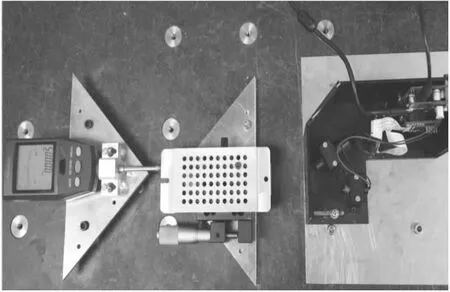
图9 实验平台的搭建
实验平台搭建如图9所示。选用功率1 mW的激光光源,激光波长635 nm,发散角在(0.1 mrad,0.6 mrad)范围内,出瞳直径0.5 mm。在成像镜组与被测表面之间放置滤光片,滤光片中心波长635 nm,半带宽35 nm,透过率不小于85%。图像传感器选用Sony的线阵CCD芯片ILX558K,像元尺寸4 μm×4 μm。将标称长度1 mm的1级量块工作面作为被测表面,表面粗糙度Ra小于0.1 μm。使用光学位移平台控制被测表面移动量,并以MITUTOYO千分表ID-H0530(精度1.5 μm)测得的位移数据作为基准,测量移动间隔20 μm,不同η0取值的3组传感器测得的数据如表2所示。

表2 对比实验数据 单位:μm
使光学平台保持在零位移处,每隔1 min读取传感器测量值以求其重复性精度。3组传感器所测数据如表3所示。

表3 重复性实验数据 单位:μm
4 误差分析
由表2和表3可看出,随着η0取值的增大,测量结果的标准差σ1也相应下降,重复性精度也得到提高。η0从0.6增大到1,σ1下降明显;但η0从1增大到1.5时,σ1的变化量并不大。测量结果主要受到3个方面的影响。
4.1 表面粗糙度的影响
本实验为模拟环规的工作面,使用量块的工作面作为实验的被测表面,光洁度高,镜面反射强而漫反射较弱,并且存在强度随机分布的散斑图样,在亮度轮廓中表现为多峰,与理想的高斯分布有着较大差距,因而造成测量误差。实验证明,表面粗糙度控制在1.6μm 4.2β取值导致光强接受效率差异的影响 在α取定值的情况下,η0越大,β也就越小,即光敏面接收光信号的角度越小。为了保证成像亮度,可以通过增大CCD曝光时间等方法解决,但杂散光对测量结果的影响也同样被放大,信噪比的减小将导致测量误差的增大。这也是η0从1增大到1.5,测量精度却没有明显提高的原因之一。 4.3CCD自身噪声的影响 CCD图像传感器的热噪声,电荷转移噪声等等对测量结果存在较大影响。实验中表现为单位像素的输出值存在跳动,整体亮度轮廓轻微变形而影响测量结果。由表3可知,提高η0的取值,即增大参考点的成像放大倍数,可减小个别像素点信号跳变对光斑质心坐标解算的影响,当测量同一距离值时的重复性精度就能得到提高。但这种方法无法完全消除噪声影响,η0=1.5时定点重复测量的10组数据极差R仍然大于3μm。 本文从激光三角法测量原理公式出发,分析了成像参考点垂轴放大率对测量精度的影响,以此为根据对传感器的参数进行优化,并对传感器工作范围作相应调整,使被测表面的有效测量范围仅在成像参考点的一侧。另外,本文还分析了工作角对测量结果的影响,定量讨论了工作角的取值与成像质量的关系。综上得出结论:工作角取值能保证良好成像的前提下,成像参考点的垂轴放大率越大,测量精度越高。实验系统在60mm工作距下,参考点垂轴放大率η0从0.6增大到1.5,对比实验测量结果标准差从5.05μm下降到3.05μm。实验表明,上述分析是正确的,对激光三角位移传感器光学参数的选择有参考意义。 [1] Guo J,He X,Wei Z,et al. A Small Thickness Measurement System Based on PSD and FPGA[C]//Third International Conference on Measuring Technology and Mechatronics Automation,2011:267-270. [2] 陈家兴,陶卫,杨红伟,等. 激光三角位移传感器定位算法优化设计[J]. 传感器与微系统,2016,35(9):62-65. [3] 贾琦,谢劲松. 基于三角法的激光位移传感器的设计及实现[J]. 长春大学学报,2014,24(8):1035-1037. [4] 苏涵,任永杰,杨凌辉,等. 基于激光三角法的同步扫描物体形貌测量传感器[J]. 传感技术学报,2016,29(12):1791-1796. [5] 王晓嘉,高隽,王磊. 激光三角法综述[J]. 仪器仪表学报,2004,25(4):601-604. [6] 苏煜伟,孙钊,陈羽. 基于图像传感器的激光测距方法研究[J]. 机械与电子,2013(1):16-18. [7] 胡曙光,陈静,华艳秋,等. 基于激光三角法的传感器设计[J]. 测控技术,2006,25(6):7-12. [8] Garcia D F,Garcia M,Obeso F,et al. Flatness Measurement System Based on a Nonlinear Optical Triangulation Technique[C]//IEEE Transactions on Instrumentation and Measurement,2002:188-195. [9] 沈磊,李顶根,褚俊. 激光三角法位移测量中数字散斑相关法的研究[J]. 红外与激光工程,2014,43(1):288-293. [10] 赵辉,张海波,陶卫. 激光三角位移传感器分辨率不均匀性分析与参数优化[J]. 红外与激光工程,2008,37(S1):75-78. [11] 吴頔,吕且妮,陈曦,等. 差分激光三角法油膜厚度测量传感器的测量范围与精度分析[J]. 天津大学学报,2013,46(11):998-1002. [12] 何凯,陈星,王建新,等. 高精度激光三角位移测量系统误差分析[J]. 光学与光电技术,2013,11(3):62-66. [13] Murakami F. Accuracy Assessment of a Laser Triangulation Sensor[C]//Instrumentation and Measurement Technology Conference,1994:802-805. [14] 吴剑锋,王文,陈子辰. 激光三角法测量误差分析与精度提高研究[J]. 机电工程,2003,20(5):89-91. [15] 谢文龙,王可,戴佳卉. 测量条件对激光三角测距器测量精度的影响[J]. 重型机械,2017(1):61-64. [16] 刘立波,赵辉,张海波,等. 激光三角测距中光斑细分定位方法研究[J]. 计算机测量与控制,2008,16(10):1396-1398. [17] 金文燕,赵辉,陶卫. 激光三角测距传感器建模及参数优化研究[J]. 传感技术学报,2006,19(4):1090-1093. ParametersOptimizationofLaserRangeSensorBasedonTriangulation* CAIYi,LIUChangjie* (State Key Laboratory of Precision Measuring Technology and Instruments,Tianjin University,Tianjin 300072,China) In order to enhance the range accuracy and the adaptability to smooth surface of laser triangulation sensor,a parameter optimization scheme of sensor structure is proposed by analyzing the imaging system. The analyses include the impact of working angle on diffuse light acquisition,and the relationship between optical resolution and lateral magnification at the reference point of imaging system. The experiments show that the value of working angle should not exceed 40° to achieve good imaging quality in the condition that the surface roughness of measured object is less than 0.8 μm. When imaging quality is ensured,the measurement accuracy increases with the increase of lateral magnification. The measurement error of the experimental system is less than 5 μm in the case of a working distance of 60 mm. range sensor;laser triangulation;lateral magnification;parameters optimization TP212.1 A 1004-1699(2017)10-1472-06 10.3969/j.issn.1004-1699.2017.10.003 蔡逸(1992-),男,天津大学精密仪器与光电子工程学院硕士研究生在读,主要研究方向为工业自动化检测技术,15202205296@163.com; 刘常杰(1973-),男,副教授,硕士生导师,现就职于天津大学精密仪器与光电子工程学院,主要从事视觉检测、工业自动化检测技术的教学及科研工作,liuchangjie@tju.edu.cn。5 结论


