开炼机混炼程序对丙烯腈-丁二烯硫化胶性能的影响*
2017-11-03,,
,,
(中国石油兰州化工研究中心,甘肃兰州 730060 )
开炼机混炼程序对丙烯腈-丁二烯硫化胶性能的影响*
贾慧青,翟月勤,笪敏峰
(中国石油兰州化工研究中心,甘肃兰州 730060 )
丙烯腈-丁二烯硫化胶评价方法落后于国内NBR技术发展的需求,该文评价了NBR物理和化学试验方法,研究了NBR硫化特性影响因素,确定了评价丁腈橡胶采用的配合剂,并通过试验确定了适用国内评价NBR的开炼机混炼标准程序。
丙烯腈-丁二烯橡胶,开炼机,混炼,硫化特性
丁腈橡胶是由丁二烯和丙烯腈共聚制备的高分子弹性体,具有优异的耐油性、耐热性、气密性等[1],但其耐老化性、电绝缘性、抗龟裂和弹性等不理想,丁腈橡胶并用胶取长补短,使用性能、工艺性能等综合性能较好且成本低[2],目前丁腈橡胶主要用于保温发泡材料、胶管制品、密封件、胶辊及其它方面[3]。我国丙烯腈-丁二烯生产在过去十年间日益成熟,生产规模不断扩大。目前国内丁腈橡胶厂家国有企业和私有企业并存,因此对丁腈橡胶产品质量的规范很重要。
《丙烯腈-丁二烯橡胶(NBR)评价方法》是全面评价NBR的方法标准,我国石化行业标准SH/T 1611-2004[4]根据IS0 4658∶1999[5]制定,落后于国内NBR技术的发展和国际标准(ISO 4658∶1999/Amd.l∶2004(E)[6]),不能满足国内橡胶生产单位和用户需求。
1 实验部分
1.1 原材料
NBR2907,中国石油兰州石化公司。
1.2 主要仪器设备
开炼机:英国FARREL的VH-109型;平板硫化机:美国RCM公司″24×24″-100T;门尼粘度计:日本岛津SMV 300RT型;硫化仪:阿尔法科技MDR2000;拉力机:英国INSTRON 5564型。
1.3 基本配方
SH/T 1611-2004《丙烯睛一丁二烯橡胶(NBR)评价方法》中的标准试验配方。
1.4 性能测试
按照GB/T 1232.1-2000测定NBR门尼粘度,测试温度100℃;按照GB/T 4498-1995测定NBR灰分;按照GB/T 24131-2009测定NBR挥发分含量,按照GB/T 528-2009测定NBR 300%定伸应力、拉伸强度、扯断伸长率。
2 结果与讨论
2.1 生胶物理和化学试验
表1为生胶的物理和化学试验特性试验结果,从表1看出,GB/T 1232.1、GB/T 4498、GB/T 24131适用测定NBR的门尼粘度、灰分及挥发分,10次测定的极差小于标准规定的极限值。
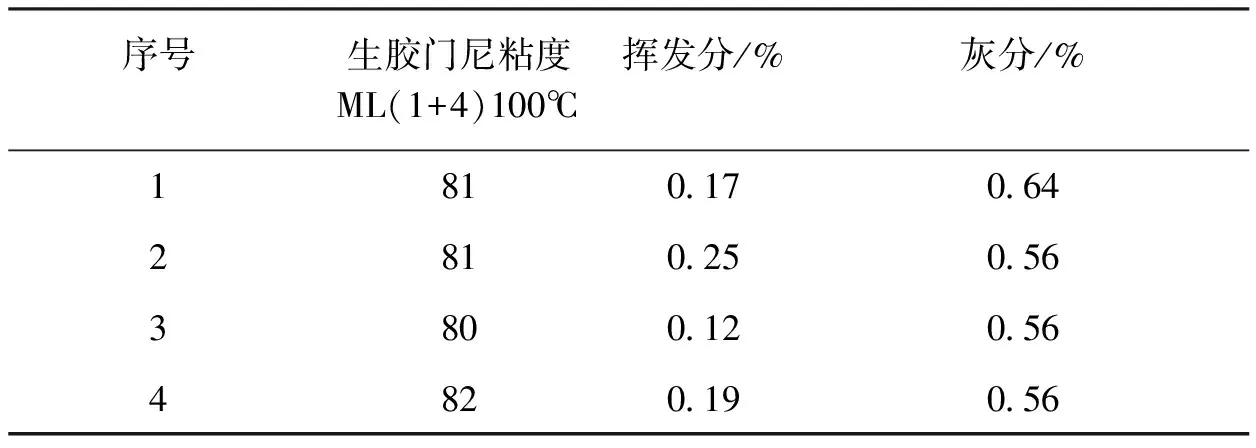
表1 生胶的物理和化学试验特性试验结果Table 1 Physical and chemical experiment results of raw rubber
续表1
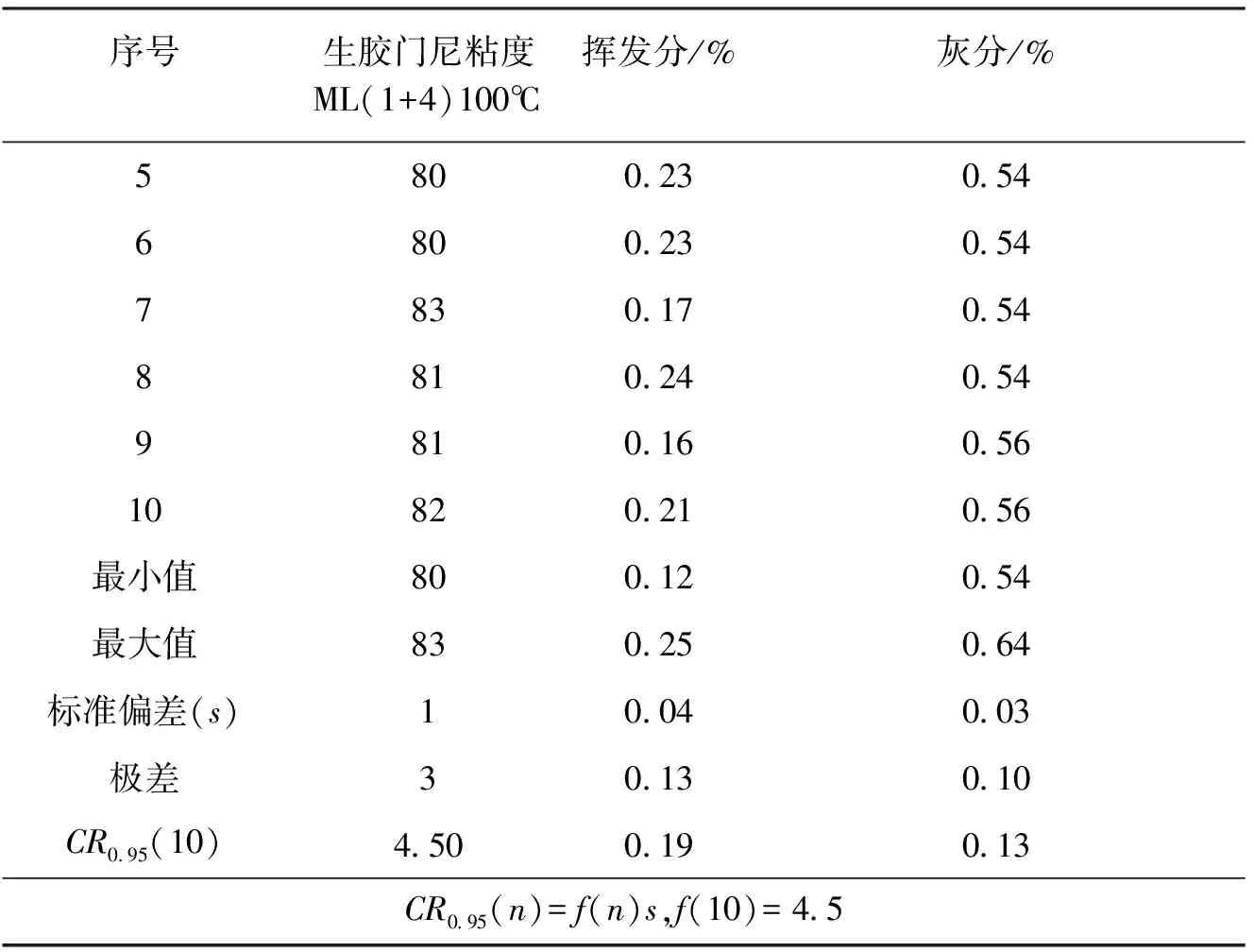
序号生胶门尼粘度ML(1+4)100℃挥发分/%灰分/%5800 230 546800 230 547830 170 548810 240 549810 160 5610820 210 56最小值800 120 54最大值830 250 64标准偏差(s)10 040 03极差30 130 10CR0 95(10)4 500 190 13CR0 95(n)=f(n)s,f(10)=4 5
2.2 开炼机混炼程序
在混炼过程中发现,有些NBR胶料有脱辊现象,在规定的时间内炭黑不能完全混入胶料中,导致混炼时间超过规定时间从而影响硫化胶性能。在研究ASTM D3187-2006与ISO 4658∶1999基础上对ISO 4658∶1999开炼机程序进行修改,以增加混炼效果。修改前后的技术变化见表2。
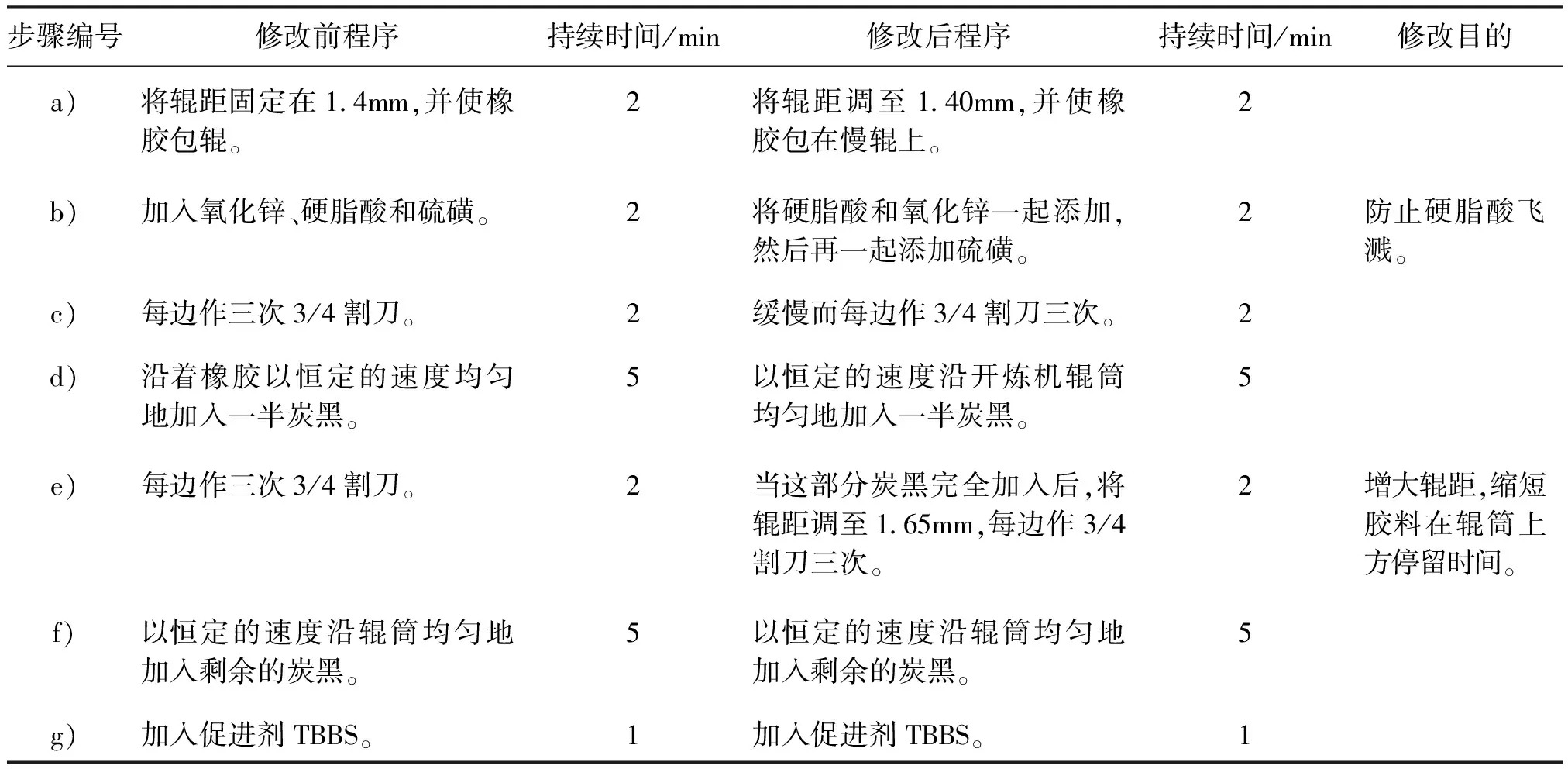
表2 开炼机混炼修改前后的程序Table 2 Mill mixing procedures before and after improvement
续表2

步骤编号修改前程序持续时间/min修改后程序持续时间/min修改目的h)炭黑完全加完后,割刀三次。2炭黑完全加完后,割刀三次。2i)将辊距固定在0 8mm,混炼胶打卷纵向薄通六次。2将辊距调至0 8mm,并使胶料打卷,纵向薄通六次。2j)调整辊距,将混炼胶压成约6mm厚的胶片。调整辊距,将胶料按同一方向折叠过辊四次,压成约6mm厚的胶片。1增加胶料捏合次数,胶料形成纹理效应。总时间2324k)称量(见GB/T6038),如果胶料质量与理论值之差超过+0 5%或-1 5%,则弃去胶料,重新混炼。
修改后混炼程序有如下优点:
(1)表2中b)步骤,将硬脂酸和氧化锌一起添加,解决粒状氧化锌在滚筒上加入时的飞溅问题;同时多混炼1min,解决硫磺与NBR相容差的问题。
(2)表2中e)步骤,当这部分炭黑完全加入后,将辊距由1.40mm调至1.65mm,解决炭黑在辊筒上停留时间长,混炼效果差的问题。
(3)表2中j)步骤,调整辊距,将胶料按同一方向折叠过辊四次,压成约6mm厚的胶片,以保持同一的压延方向。
2.3 开炼机混炼程序对NBR硫化胶性能的影响
对NBR2907样品,按修改前后开炼机混炼程序试验,每个程序重复3次,每张硫化胶片制成5个哑铃型试片,试验结果见表3。
从表3 看出,混炼程序修改后:300%定伸应力中值偏高,方差相当;拉伸强度、扯断伸长率中值偏高,方差较小,重复性较好。
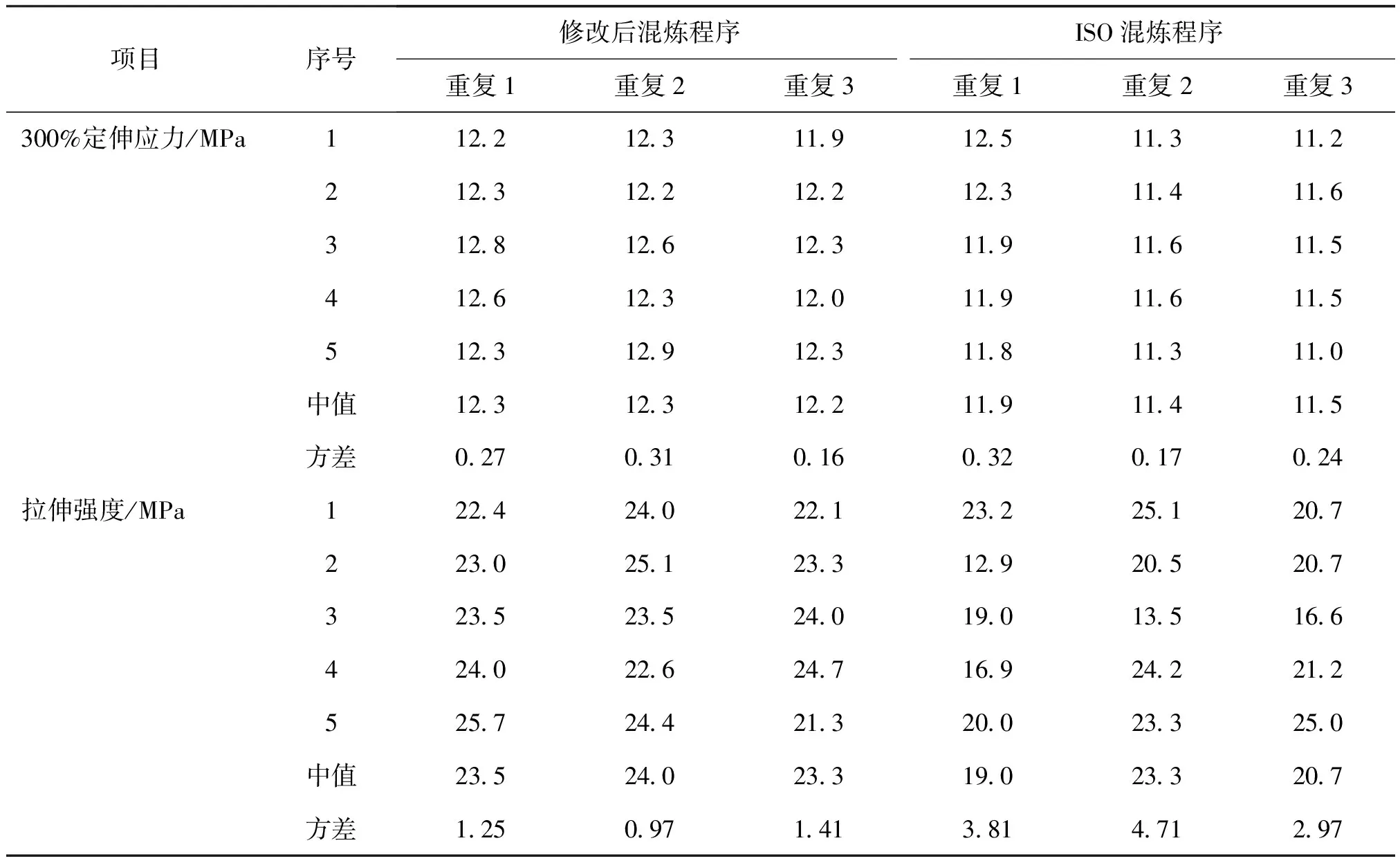
表3 开炼机混炼程序修改前后试验结果Table 3 Results before and after improving mill mixing procedures
续表3

项目序号修改后混炼程序ISO混炼程序重复1重复2重复3重复1重复2重复3扯断伸长率/%14544754554755214512464493471314445444345946348241233038244684604993795024535498474437432493522中值464474471412458451方差17 413 124 060 676 949 2
3 结论
(1)GB/T 1232.1、GB/T 4498、GB/T 24131适用测定NBR的门尼粘度、灰分及挥发分。
(2)修改后的开炼机混炼效果有所提高,混炼程序更加科学。
(3)混炼程序修改后,300%定伸应力中值偏高,方差相当;拉伸强度、扯断伸长率中值偏高,方差较小,重复性较好。
[1] 顾超英.丁腈橡胶产需与市场前景分析[J].国外塑料,2013,31(3):43-47.
[2] 肖瑞,魏海洋,张霖,等.丁腈橡胶研究进展[J].杭州化工,2012,43(2):8-10.
[3] 王兴刚,齐永新,彭仁苹,等.我国丁腈橡胶产业发展现状及未来发展趋势[J].高分子通报,2016(4):1-16.
[4] SH/T 1611-2004 丙烯腈-丁二烯橡胶(NBR)评价方法[S].
[5] ISO 4658∶1999 Acrylonitrile-butadiene rubber(NBR)—Evaluation procedure[S].
[6] ISO 4658∶1999/Amd.l∶2004(E)Acrylonitrile-butadiene rubber (NBR) —Evaluation procedure AMENDMENT [S].
ImpactofMillMixingProceduresonthePerformanceEvaluationofNBR
JIA Hui-qing,ZHAI Yue-qing,DA Min-feng
(Lanzhou Petrochemical Research Center,Lanzhou 730060,Gansu,China )
The NBR evaluation method couldn’t meet the technology development in China. In the paper,the NBR physical and chemical experiments were examined. Impact factors on NBR cure characteristics were studied and the compounding ingredients were determined. The mill mixing procedures for NBR were achieved.
acrylonitrile-butadiene rubber,open mill,compounding,cure characteristics
TQ 333.7
国标委2014年第二批国家标准制修订项目(编号20142682-T-513)
