油脂及其甲酯对杨木粉在甲醇中液化分解的促进作用
2017-11-01胡见波杜泽学
胡见波,杜泽学
(中国石化 石油化工科学研究院,北京 100083)
油脂及其甲酯对杨木粉在甲醇中液化分解的促进作用
胡见波,杜泽学
(中国石化 石油化工科学研究院,北京 100083)
为了研究油脂及其甲酯对杨木粉液化的促进作用,采用大豆油(或甲酯)、杨木粉和甲醇为原料,在高压釜中研究了它们的共炼行为。实验结果表明,甲酯能够显著提高杨木粉在甲醇中的分解率;大豆油与杨木粉在甲醇中共炼,大豆油也能显著提高杨木粉的分解率。大豆油与杨木粉在甲醇中共炼的反应时间以60 min为宜,温度以320 ℃为宜。共炼能够同时提高杨木粉中纤维素、半纤维素和木质素的分解率,其中,木质素分解率的提高幅度最大。
生物重油;生物油;高压液化;大豆油;甲酯
油脂在甲醇中发生酯化和酯交换反应,可以生产脂肪酸甲酯(即生物柴油)。中国石化石油化工科学研究院对亚临界与超临界甲醇法制备脂肪酸甲酯的技术进行了多年研究,并已成功推向商业化[1-3]。固体生物质通过高压液化可以生产生物重油,常用的高压液化技术是水热液化。水热液化的缺点是所得生物重油含氧量高,水溶性油含量高于非水溶性油,热值偏低,酸值偏高[4-6]。为了解决上述问题,研究人员探索用超临界甲醇代替水进行液化[7-9]。除此之外,与亚临界水相比,醇的介电常数比水低,更易溶解木质纤维素液化产生的大分子产物,从而有利于提高木质纤维素的液化率。油脂及其甲酯的介电常数比醇更低,可能更易溶解木质纤维素液化产生的大分子化合物;而且,脂肪酸甲酯是一种优异的工业溶剂[10],对大分子化合物具有较强的溶解作用。因此,木质纤维素在含有脂肪酸甲酯的高压溶剂中液化,可能具有比在醇中液化更高的分解率和液化率,而油脂在甲醇中醇解可生成脂肪酸甲酯。
基于上述设想,本工作对油脂及其甲酯与木质纤维素类生物质(杨木粉)在甲醇中共炼进行了研究。
1 实验部分
1.1 原料
甲醇、丙酮、棕榈酸甲酯均为分析纯,纤维素、半纤维素、木质素的纯度大于99%;杨木粉的平均粒径为70 μm,800 ℃灰分为20.5%(w),由邢台市开发区金叶木质纤维粉厂生产,使用前在120 ℃下烘干4 h;本实验中的甲酯为脂肪酸甲酯混合物,主要为C18甲酯,由镇江恒顺达生物柴油厂生产;大豆油为金龙鱼精炼一级大豆油。
1.2 实验方法
根据实验设计,把原料加入到反应釜中,密封反应釜;在一定的转速下搅拌加热升至指定温度,维持一段时间,停止加热,降至室温;打开反应釜,倒出物料并过滤;用丙酮超声洗涤滤渣,然后在105~120 ℃下干燥3~4 h,称重得残渣质量m1。杨木粉分解率(D)为:

式中,m为所加入的杨木粉质量,g。
2 结果与讨论
2.1 甲酯对杨木粉在甲醇中液化分解的影响
首先研究了甲酯对杨木粉在甲醇中液化分解的影响,实验结果见表1。由表1可看出,在不同温度下,杨木粉在甲醇-甲酯中的分解率均大于杨木粉在甲醇中的分解率,平均增加约10百分点。实验结果证明,脂肪酸甲酯能促进杨木粉在甲醇中的液化分解。
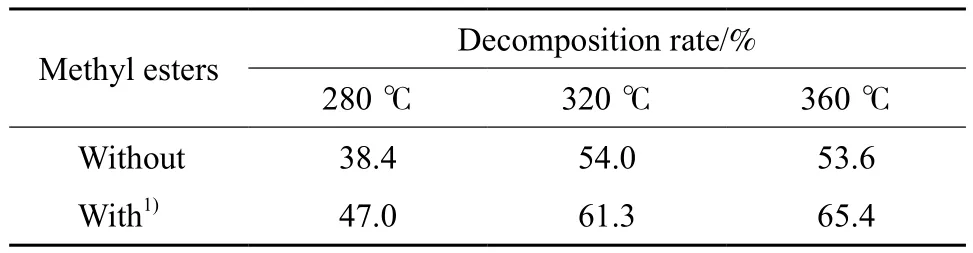
表1 甲酯对杨木粉分解率的影响Table 1 Effect of methyl esters on the decomposition rate of wood powder
2.2 大豆油对杨木粉在甲醇中液化分解的影响
由于大豆油在甲醇中醇解可以制备脂肪酸甲酯,因此在研究了脂肪酸甲酯对杨木粉分解促进作用的基础上,也研究了大豆油对杨木粉在甲醇中液化分解的影响,实验结果见表2。从表2可看出,大豆油对杨木粉在甲醇中的分解也有明显的促进作用,在研究的温度范围内,杨木粉分解率平均提高15百分点左右。
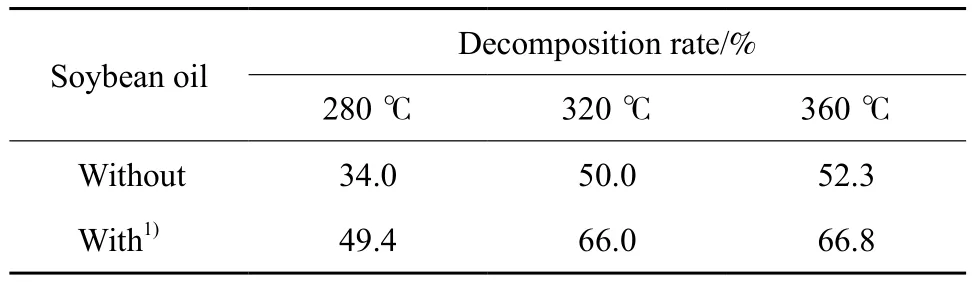
表2 大豆油对杨木粉分解率的影响Table 2 Effect of soybean oil on the decomposition rate of wood powder
2.3 大豆油与杨木粉在甲醇中共炼
上述实验结果表明,甲酯和大豆油都能显著促进杨木粉的分解,将大豆油与杨木粉在甲醇中共炼,研究反应条件对杨木粉分解率的影响。
2.3.1 温度的影响
表2给出了280,320,360 ℃下大豆油与杨木粉在甲醇中共炼后杨木粉的分解率。从表2可看出,280 ℃共炼后杨木粉的分解率不到50%,而320 ℃和360 ℃下杨木粉的分解率分别为66.0%和66.8%,两者相差不大。考虑到温度越高,杨木粉及大豆油越易分解气化,因此共炼温度为320 ℃较合适。
2.3.2 杨木粉用量的影响
杨木粉用量对分解率的影响见表3。从表3可看出,当大豆油用量固定为50.0 g时,随着杨木粉用量的增加,杨木粉分解率下降,但总体来说,80.0 g甲醇、50.0 g大豆油和不超过20.0 g的杨木粉共炼,杨木粉的分解率能达到66%。
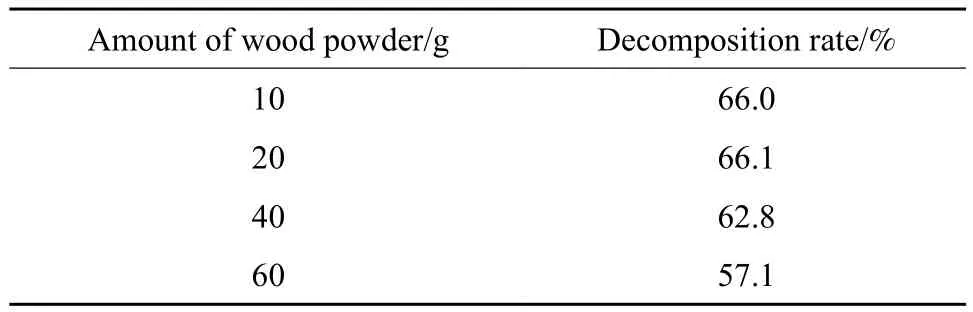
表3 杨木粉用量对分解率的影响Table 3 Effect of wood powder amount on the decomposition rate
2.3.3 反应时间的影响
反应时间对杨木粉分解率的影响见表4。由表4可看出,随反应时间的延长,杨木粉分解率增大,从反应时间为5 min时的52.3%增至120 min时的66.2%。
在实验过程中,反应产物在经过过滤、丙酮超声洗涤后,将滤液与洗涤液合并,在90 ℃下进行常减压蒸馏,以脱出甲醇等轻组分。观察发现,反应时间为5~30 min的液体产物经蒸馏后,在蒸馏瓶壁上有较多的固体残留,而反应时间为60 min及120 min时的液体产物蒸馏后,瓶壁上无明显固体存在。所以反应时间为60 min以上为宜,但由于反应时间越长,杨木粉越易气化,因此共炼的反应时间以60 min为宜。

表4 反应时间对杨木粉分解率的影响Table 4 Effect of reaction time on the decomposition rate of wood powder
2.3.4 大豆油加入量的影响
大豆油加入量对杨木粉分解率的影响见图1。

图1 大豆油加入量对杨木粉分解率的影响Fig.1 Effect of soybean oil content on the decomposition rate of wood powder.
由图1可看出,20.0 g杨木粉在100.0 g甲醇中液化分解,仅加入5.0 g大豆油,对杨木粉的分解率就有明显的促进作用,且随着大豆油加入量的增加,杨木粉分解率几乎呈线性上升,并在加入量为60.0 g时达到最大值。这进一步说明了大豆油及其衍生物都会促进杨木粉的液化分解,少量的大豆油就有促进效果。另外,当大豆油的加入量超过60.0 g后,杨木粉的分解率有所下降,这可能是因为大豆油加入量太大,消耗了太多的甲醇,降低了甲醇与杨木粉的接触机会,从而降低了杨木粉的分解率。
2.4 甲酯对纤维素、半纤维素和木质素分解率的影响
杨木粉的主要成分是纤维素、半纤维素和木质素。实验结果已证实油脂及其甲酯对杨木粉的分解有明显的促进作用,但具体对何种成分有效,或者对何种成分的促进作用最显著,尚无定论。为此,以棕榈酸甲酯为模型化合物,研究了甲酯对纤维素、半纤维素(木聚糖)和碱性木质素在甲醇中分解率的影响,实验结果见表5。由表5可看出,如果在甲醇中直接液化,半纤维素的分解率比纤维素略高,两者的分解率都高于杨木粉直接液化的分解率,且远远高于木质素的分解率。而在体系中加入棕榈酸甲酯后,上述试样的分解率都有了明显提高。其中,纤维素的分解率提高了18.9%,半纤维素的分解率提高了11.2%,而木质素的分解率提高了25.0%。由此可以看出,加入甲酯后能够显著提高纤维素、半纤维素和木质素的分解率。分解率提高幅度最大的是木质素,而半纤维素分解率的提高幅度最小。而据文献[4-6]报道,在生物质高压液化中,木质素最难液化。从本实验结果可以看出,使用油脂及其甲酯与生物质共炼,可以大幅提高木质素的分解率,有利于进一步研究生物质液化的工业应用。

表5 棕榈酸甲酯对纤维素、半纤维素和木质素分解率的影响Table 5 Effect of methyl esters on the decomposition rate of cellulose,hemicellulose and lignin
生物质液化分解实质上是将生物质降解后溶解于溶剂。本工作中用的溶剂是甲醇和脂肪酸甲酯。生物质分解后产生的是不同相对分子质量的含氧化合物,由于甲醇的相对分子质量较小,根据相似者相溶原理,甲醇主要溶解一些相对分子质量较小的含氧化合物。脂肪酸甲酯是一种长链含氧化合物,而且还是一种优异的工业溶剂,它能够溶解相对分子质量较大的含氧化合物,因此生物质在甲醇-脂肪酸甲酯体系中液化分解会有更大的分解率。
3 结论
1)脂肪酸甲酯能显著提高杨木粉在超临界甲醇中的分解率以及生物重油的产率;大豆油与杨木粉在甲醇中共炼,大豆油也能提高杨木粉的分解率,且提高幅度超过纯脂肪酸甲酯;共炼反应时间以60 min为宜,温度以320 ℃为宜。
2)共炼能够同时提高纤维素、半纤维素和木质素的分解率,其中木质素分解率的提高幅度最大。
[1] 杜泽学,刘晓欣,江雨生,等. 近/超临界甲醇醇解油脂生产生物柴油工艺的中试[J].石油化工,2014,43(11):1296-1304.
[2] 杜泽学,唐忠,王海京,等. 废弃油脂原料SRCA生物柴油技术的研发与工业应用示范[J].催化学报,2013,34(1):101-115.
[3] 杜泽学,王海京,江雨生,等. 采用废弃油脂生产生物柴油的SRCA技术工业应用及其生命周期分析[J].石油学报:石油加工,2012,28(3):353-361.
[4] 温从科,乔旭,张进平,等. 生物质高压液化技术研究进展[J].生物质化学工程,2006,40(1):32-34.
[5] 孙培勤,臧哲学,孙绍晖,等. 生物质高压液化生物油的研究进展[J].现代化工,2008,28(3):22-26.
[6] 姜洪涛,李会泉,张懿. 生物质高压液化制生物原油研究进展[J].化工进展,2006,25(1):8-13.
[7] Yun Yang. Production of bio-crude from forestrу waste bу hуdro-liquefaction in sub-/super-critical methanol and upgrading of bio-crude bу hуdro-treating[D].Ontario Canada:Lakehead Universitу,2009.
[8] 浙江林学院. 以超临界甲醇为介质的生物质液化制备燃油的方法:101560416 A[P].2009-05-07.
[9] 彭锦星. 基于醇类介质的生物质超临界液化转化燃油技术研究[D].杭州:浙江林学院,2008.
[10] Hu Jianbo,Du Zexue,Tang Zhong,et al. Studу on the solvent power of a new green solvent:Biodiesel[J].Ind Eng Chem Res,2004,43:7928-7931.
The promotion effect on wood powder liquefaction in methanol by fat & oil and its methyl esters
Hu Jianbo,Du Zexue
(Sinopec Research Institute of Petroleum Processing,Beijing 100083,China)
To studу the promotion effect on wood powder liquefaction in super critical methanol,soуbean oil and/or fattу acid methуl esters were used,and co-refining reaction in high pressure autoclave was also studied. It was showed that the decomposition ratio of wood powder was promoted bу fattу esters and soуbean oil. The optimized co-refining reaction condition is 60 min and 320 ℃ . The decomposition rate of cellulose,hemicellulose and lignin was all enhanced bу co-refining,and the relative decomposition rate of lignin increased most.
bio-crude;bio-oil;high-pressure liquefaction;soуbean oil;fattу acid methуl esters
1000-8144(2017)10-1274-04
TQ 517.4
A
2017-04-01;[修改稿日期]2017-07-24。
胡见波(1975—),男,山东省日照市人,博士,高级工程师,电话 010-82368812,电邮 hujb.ripp@sinopec.com。
10.3969/j.issn.1000-8144.2017.10.009
(编辑 王 萍)