GE气化炉锁斗顺控开关阀故障分析与解决方案
2017-11-01张宓张宪发都优邹殿超
张宓,张宪发,都优邹殿超
(中海石油华鹤煤化有限公司,黑龙江 鹤岗 154100)
GE气化炉锁斗顺控开关阀故障分析与解决方案
张宓,张宪发,都优邹殿超
(中海石油华鹤煤化有限公司,黑龙江 鹤岗 154100)
介绍了GE水煤浆气化工艺在锁斗顺控运行过程中,锁斗系统常在高压与低压下频繁切换,对气化炉的连续运行起着至关重要的作用。针对某项目选用球阀作为锁斗顺控开关阀,在实际的使用过程中出现阀门内漏、卡涩、运行稳定性差等现象,通过对该现象进行全面分析,从锁斗开关球阀的安装调试、日常维护、下线检修等方面提出了合理化建议,提高了锁斗顺控开关阀门的运行周期,保证了气化炉安全运行的稳定性。
GE气化炉 锁斗开关球阀 阀门维护
某煤制化肥项目是坐落在东北极寒地区条件下的煤化工项目,煤气化装置设有3台气化炉,采用GE水煤浆气化技术,以水煤浆为原料,用空分装置供给的氧气作催化剂,在温度1400℃、压力6.5MPa左右的条件下在气化炉内进行气化反应,生成以H2和CO为主要成分的粗合成气,气化炉底部固体灰渣通过锁斗排出,经冷却洗涤后的粗煤气送至合成氨装置。
1 GE气化工艺锁斗循环系统
锁斗循环系统是将气化后的固体灰渣从激冷室底部定期排出,以保证气化炉的连续、稳定生产。锁斗循环分为减压、清洗、排渣、充压、收渣五部分,每个循环约30min,保证在不中断气化炉运行的情况下定期排渣,锁斗顺控循环系统如图1所示。
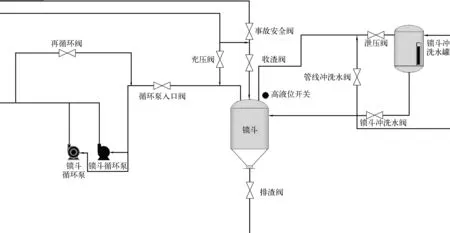
图1 锁斗顺控循环系统示意
固体灰渣主要是煤中的灰分高温熔融冷却后产生的固体,固体灰渣在激冷室底部,经破渣机破碎后,经过2个锁斗阀进入锁斗,2个锁斗阀中的1个为锁斗事故安全阀,处于常开状态,仅当激冷室液位低联锁引起跳车时才关闭该阀门;另1个为锁斗收渣阀,锁斗收渣时该阀打开,接受激冷室中排入的灰渣,当锁斗排渣时该阀关闭,从而周期性地将锁斗和气化炉隔开。固体灰渣除了靠重力排出气化炉外,还通过锁斗循环泵帮助排渣。锁斗循环泵从锁斗顶部抽水,送回激冷室底部,从而建立了锁斗循环系统。固体灰渣进入锁斗后,大颗粒固体沿锁斗内部折流挡板沉降至锁斗底部。
锁斗开始运行后,水循环线路就会关闭锁斗循环泵入口阀,打开再循环阀,使锁斗循环泵循环,关闭锁斗收渣阀,将锁斗与气化炉隔开,然后打开锁斗泄压阀,由减压管线向锁斗冲洗水罐内进行泄压,并打开管线冲洗阀冲冼泄压管线中的固体颗粒。当锁斗压力降至0.2MPa以下时,关闭泄压阀,打开锁斗冲洗水阀进行锁斗冲洗。
锁斗顺控循环步骤:
1) 锁斗排渣阀打开将锁斗内的渣排入渣池,当锁斗冲洗水罐发出低液位信号后,锁斗排渣阀关闭。
2) 锁斗重新充水,当锁斗泄压管线上的高液位开关发出高液位信号后,锁斗泄压阀、锁斗冲洗水阀关闭。
3) 锁斗泄压阀、锁斗冲洗水阀关闭后,用洗涤塔给水泵送来的除氧器内的水,通过充压阀的开启对锁斗充压至与气化炉压差大于0.18MPa,打开锁斗收渣阀,重新开始集渣循环,锁斗收渣阀开启后关闭充压阀,打开锁斗循环泵入口阀,关闭再循环阀,重新建立水循环。
固体灰渣排入渣池后,初始时隔离渣池2室的溢流阀保持关闭,固体灰渣降到刮板输送机上,通过刮板输送机把固体颗粒送出渣池装车,约5min后,溢流阀打开,较澄清的上部黑水流入渣池水仓内,用渣池泵送至真空闪蒸罐。
2 锁斗开关阀的选型
锁斗循环系统中流动的介质为固体灰渣和含有腐蚀性气体的渣水等,工况较为恶劣,鉴于球阀具有快速开关、密封性好、抗冲刷腐蚀及耐磨等优点,所以该项目锁斗顺控阀门全部选用进口球阀,采用双向金属密封,双阀座设计,球体表面、阀座表面做涂层硬化处理。该项目自开车运行至今,不时会出现阀门卡涩、阀门内漏等现象。阀门卡涩即阀门不能顺畅地开关,增加了阀门开关时间,导致锁斗顺控阀门开关时间超时,锁斗循环系统中断运行。阀门内漏现象导致高压系统窜到低压系统,无法保证正常的冲压与泄压;锁斗循环系统中断,严重时导致气化炉停车,这与阀门的密封性有着直接关系。
3 锁斗开关球阀内漏和卡涩的原因分析
3.1阀门正常工作中的磨损腐蚀
灰渣在6.5MPa左右压力的作用下高速流动,在阀门开启的瞬间,流速间隙较小、流速较快,此时灰渣对阀球、阀座密封面、流道、阀腔内壁造成强烈的冲刷。该项目所选用的球阀密封面均采用“自清洁刮刀”方式设计,但由于密封面均为曲面,宽度有限,因而阀座密封面的密封性能无法完全保证,会有微量灰渣小颗粒留在密封面上,使阀球和阀座在阀门动作中不断摩擦,损坏密封面,导致阀门内漏现象的发生。
3.2弹簧容腔内充满介质
阀门在关闭时阀球与阀座紧密契合,阀球紧靠在密封面上达到最佳密封效果。阀球与阀体并不是直接接触的,阀球与阀体之间存在空腔,即为阀腔。由于阀门在开启过程中有部分灰渣进入阀腔内部,存留在腔体内,增大了执行机构的输出力矩,导致阀门关闭不严;同时少量灰渣进入阀座弹簧容腔,长时间积累将该容腔堆满,使阀门里的弹簧无伸缩空间,阀座密封面与阀球不能紧密接触,导致阀门内漏现象的发生。
3.3阀球与阀座表面喷涂材质及硬度不合理
阀球表面喷涂的硬质合金与阀座密封面的硬质合金不匹配,球体表面喷涂材质的硬度与阀座密封面喷涂材质的硬度相差偏大,长时间运行碰撞,使阀座密封面或阀球球面破损,导致阀门内漏现象的发生。
3.4阀门执行机构气源压力不符合使用要求
由于执行机构气源压力不够,包括全厂提供的仪表空气压力较低;阀门的过滤减压阀调压过低。由于故障导致阀门开关不到位,但控制画面检测到阀门已开关到位的信号,该情况下不容易被发现。此时介质将长时间对阀球及阀座密封面进行冲刷,且为局部冲刷,对阀门的使用寿命造成严重的影响。
3.5阀门在开关时阀前后压差过高
锁斗阀门在开关过程中,阀前、阀后的高压差直接影响着阀门的正常开关。如图1中锁斗泄压过程中,锁斗设备内压力高达6.3MPa,而冲洗水罐为常压,在开启泄压阀,阀门的开启要克服极大的压差,此时需要执行机构增加动力输出,使阀门克服压差开启。
4 阀门使用中预防措施与阀门下线维修优化方案
4.1阀门正常工作中的预防措施
1) 阀门在开箱验收、安装调试过程中进行全面跟踪确认,确保阀门的执行机构附件完好无损,阀门安装前确保阀体内部无脏乱异物,阀门法兰口密封面无损伤,确保安装中阀门限位调整精准。
2) 为了确保阀门能正常开关到位,阀门的限位开关应在DCS操作画面上准确地反应阀门的开关状态,同时加强对阀门限位开关的检查维护力度。该项目选用2个限位开关、1个阀位变送器,“三取二”来判断阀门的开关状态,确保操作人员能及时准确地在DCS监控画面上发现阀门开启或关闭不到位的情况,及时联系维护人员处理,防止介质长时间局部冲刷阀球、阀座密封面,延长阀门的使用寿命。
3) 加强对执行机构、仪表气源压力、过滤减压阀的巡检力度,尽量避免因执行机构气缸压力不足导致阀门开关不到位的现象发生,并确保仪表空气的洁净与通畅性,防止仪表气源压力不稳造成阀门开关不顺畅,增加阀门开关时间,影响锁斗顺控循环系统的运行。
4) 由于该项目气化炉为“2开1备”,要对未投用的气化炉锁斗顺控阀门进行不定期的开关动作,防止长时间阀门不动作出现阀球与阀座粘接现象,建议阀门动作间隔在20d左右。
4.2阀门线下维修优化方案
1) 针对阀门正常工况下灰渣混合物中有无数大小不一的硬质颗粒掺杂在高速流体中,对阀内件冲刷严重,同时灰渣混合物具有一定的腐蚀性,容易腐蚀被固体颗粒冲击破坏的球体表面,所以球体表面必须喷涂硬质合金。喷涂硬质合金的材料要根据实际工况如压力、温度、腐蚀性介质等进行选择,根据该项目阀门运行情况建议保证涂层的硬度不能低于HRC60,同时表面的硬化涂层应附着牢固,使用过程中防止脱落,达到最佳优化程度。
2) 以选用柱形弹簧的阀门为例,其阀门结构和密封结构如图2、图3所示。针对上述阀门中有灰渣进入弹簧容腔中,使弹簧无伸缩性降低了阀门的密封性。所以阀门应选用双阀座双向密封设计,进口端阀座与出口端阀座可同时密封,即使前阀座密封失效,后阀座仍能保证密封效果,确保了阀门密封效果;同时为保证阀座后面采用的弹簧材质符合抗腐蚀要求,建议使用硬质合金。根据使用情况,蝶形弹簧的效果要好于柱形弹簧,柱形弹簧容易受到微小细渣的影响,一旦细渣堵满弹簧内腔,将直接影响弹簧伸缩,造成阀门密封不严的故障。为了避免该故障的发生,在阀座与阀体的通道添加密封圈,如图3所示,防止固体灰渣进入阀座后面的弹簧腔体。为了进一步提高密封性,同时在弹簧后侧采用密封圈保护,防止灰渣或固体小颗粒进入弹簧容腔内,确保了阀门长期运行。
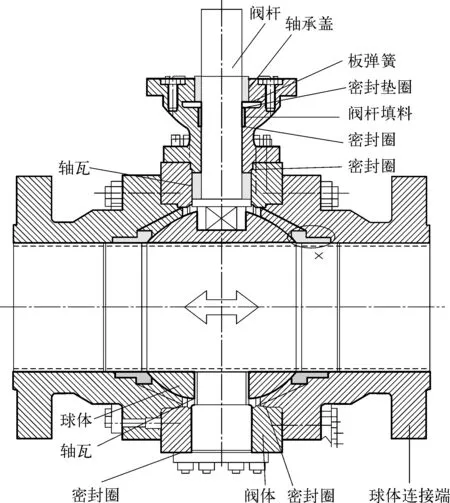
图2 阀门结构示意

图3 密封结构示意
3) 阀门密封面由于阀球与阀座喷涂的硬质合金不相符,开关过程中磨损严重,造成阀门密封效果急剧下降。所以要对两种喷凃的硬质合金全面分析,然后进行喷涂,保证阀球喷涂的硬质合金硬度稍大于阀座密封面喷涂的硬度。
4) 针对执行机构及附件的选择要从采购源头上严格控制。对于需要时间限定的阀门,应选用双作用气缸活塞执行机构,根据使用的环境温度,必要时选择低温型的执行机构。执行机构应保证至少1.5倍的安全系数,确保气源压力在0.4MPa时也可以正常工作。阀门附件的选择与组合要能满足阀门开关时间的要求。
5) 阀门长期工作在恶劣的工况下,阀门的磨损不可避免。由于进口阀门的维修费用较高,该项目根据实际情况,本着降本增效的原则,积极选择中国国内知名阀门维修企业维修,以确保及时修复损坏严重的阀门,保证装置的正常生产。
6) 密切关注国内同行业同工况下进口阀和国产阀在GE气化炉锁斗循环系统上的使用情况,通过对比、讨论,逐步实现阀门的国产化,为装置节约成本,创造利润。
5 结束语
该项目自2015年5月开车以来,锁斗顺控开关阀在该工况下基本满足了使用要求,通过了东北极寒地区条件下的考验,为气化炉的安全运行提供了保障,从而保证了GE水煤浆气化装置安全、平稳、长周期的满负荷运行。但同时阀门也存在着缺陷,仍有完善的空间。本文通过对开关球阀卡涩与内漏的研究分析并提出合理化建议,期望对相关的生产企业提供参考性价值。
[1] 黎军.德士古水煤浆气化工艺概况[J].安徽化工,2001,27(01): 46-49.
[2] 田进虎.德士古水煤浆气化流程技术新进展[J].中国石油和化工标准与质量,2013(21): 268.
[3] 王志强.水煤浆气化炉锁渣阀的使用分析与选型[J].化肥工业,2011,38(02): 36-37.
[4] 林凯,步新,战吴平.粉煤加压气化锁斗开关阀故障分析[J].大氮肥,2011,34(03): 182-184.
[5] 杨路.锁斗系统常见故障的判断及处理[J].山东化工,2013,42(11): 178-179.
[6] 苟蔚勇.煤气化锁斗阀及维修事项[J].通用机械,2016(05): 24-26.
[7] 章晨晖,刘欣,邓长松.粉煤锁斗阀故障原因分析及解决方案[J].自动化仪表,2010,31(07): 47-50.
[8] 许祥静.煤气化生产技术[M].2版.北京: 化学工业出版社,2010.
[9] 乐嘉谦.仪表工手册[M].2版.北京: 化学工业出版社,2003.
[10] 陈洪全,岳智.仪表工程施工手册[M].3版.北京: 化学工业出版社,2005.
[11] 朱炳兴.仪表工试题集现场仪表分册[M].3版.北京: 化学工业出版社,2015.
广告索引
封面萨姆森控制设备(中国)有限公司
封二沈阳振科仪表有限公司
封三重庆川仪十七厂有限公司
封底伟业(美国)有限公司北京办事处
前彩1北京康吉森自动化设备技术有限责任公司
前彩2上海源冠自控设备有限公司
前彩3上海一齐电子有限公司
前彩4德菲电气(北京)有限公司
前彩5无锡市亚迪流体控制技术有限公司
前彩6重庆横河川仪有限公司
前彩7东莞万兴鸿自动化有限公司
前彩8上海辰竹仪表有限公司
前彩9上海雷迅防雷技术有限公司
前彩10承德菲时博特自动化设备有限公司
前彩11上海同欣自动化仪表有限公司
前彩12北京首科实华自动化设备有限公司
前彩13美国派斯有限公司——大连办事处
前彩14森斯特(北京)电子科技有限公司
前彩15西安东风机电股份有限公司
前彩16西门子(中国)有限公司
前彩17深圳计为自动化技术有限公司
前彩18,19中石化宁波工程有限公司
前彩20天津市协力自动化工程有限公司
前彩21南京菲尼克斯电气有限公司
前彩22西门子(中国)有限公司
前彩23浙江中控自动化仪表有限公司
前彩24江苏伟屹电子有限公司
前彩25厦门宇电自动化科技有限公司
前彩26浙江派沃自控仪表有限公司
前彩27浙江伦特机电有限公司
前彩28北京埃希尔控制技术有限责任公司
前彩29杭州优稳自动化系统有限公司
前彩30苏州安特威阀门有限公司
中彩1赛默飞世尔科技(中国)有限公司
中彩2MICONEX 2017
中彩3浙江三方控制阀股份有限公司
中彩4天津市中环温度仪表有限公司
后彩1重庆川仪自动化股份有限公司流量仪表分公司
后彩2恩德斯豪斯(中国)自动化有限公司
内插1天华化工机械及自动化研究设计院有限公司
内插2天津市中环温度仪表有限公司
TH138.52
B
1007-7324(2017)05-0070-03
稿件收到日期: 2017-05-18,修改稿收到日期2017-07-19。
邹殿超(1988—),男,吉林长春人,2012年毕业于吉林工业职业技术学院生产过程自动化专业,现就职于中海石油华鹤煤化有限公司,从事仪表维护和班组管理工作。
