PLA/金属粉末混合物对3D打印成型制品的影响
2017-11-01边慧光晁宇琦胡纪全王虎子
边慧光,晁宇琦,胡纪全,蔡 宁,王虎子
(青岛科技大学机电工程学院,山东省高分子材料先进制造技术重点实验室,山东 青岛 266061)
PLA/金属粉末混合物对3D打印成型制品的影响
边慧光,晁宇琦,胡纪全*,蔡 宁,王虎子
(青岛科技大学机电工程学院,山东省高分子材料先进制造技术重点实验室,山东 青岛 266061)
通过粉体喂料三维(3D)打印机研究了纯聚乳酸(PLA)材料在3D打印过程中打印温度以及填充密度对成型制品的影响;然后在PLA中加入不同比例的金属粉末并制备出混合物料颗粒,通过粉体喂料3D打印机打印成型试样制品,并进行力学性能测试。结果表明,金属粉末含量的增加会导致复合材料拉伸强度的降低;此外,金属粉末含量增加,复合材料的热导率会随之升高,而膨胀系数降低。
三维打印;聚乳酸;金属粉末;黏度;填充密度;力学性能
0 前言
3D打印技术起源于麻省理工学院,是基于离散/堆积成形原理,通过连续的物理层叠加,逐层增加材料来生成三维实体的技术,它突破了传统的加工模式,被称之为“第三次工业革命”的代表性技术[1-3]。自2013年以来,国内媒体界、学术界、金融界也掀起了关注3D打印技术的热潮,各级政府部门开始关注并制订3D打印技术的发展规划。澳大利亚Swinbume工业大学将铁粉混合到尼龙中通过挤出纺丝获得了一种由金属 - 塑料混合丝可用于3D打印。
熔融沉积工艺快速成型制品[4],其工艺流程复杂,金属粉末含量不能太多,否则挤出纺丝后在成型过程中易折断,导致成型失败。
本文采用青岛科技大学汪传生、边慧光教授等研发的粉体喂料3D打印机(如图1所示)[5],首先对纯PLA材料在不同打印温度和填充密度的条件下打印成型的试样进行力学性能测试,其中打印温度的影响主要是由于温度对PLA材料黏度的影响而导致最终制品性能的好坏。然后通过添加金属粉末来改善PLA材料的力学性能,通过最终的实验研究得到了金属粉末对打印制品的拉伸强度及其热导率的影响。
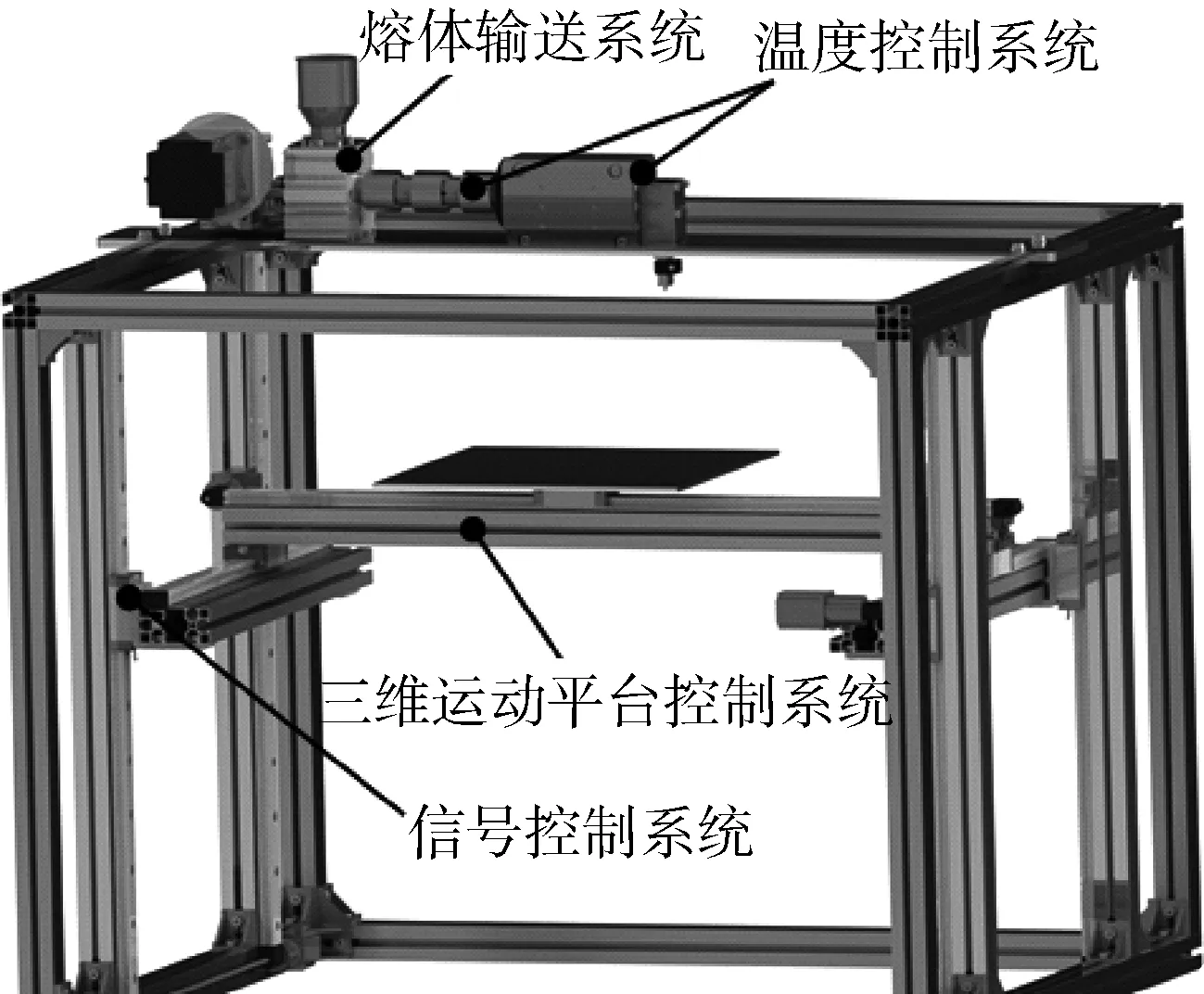
图1 粉体喂料3D打印机设备总装图Fig.1 Assembly of the powder feeding 3D printer
1 实验部分
1.1 主要原料
PLA颗粒,NatureWorks 2003 D,美国NatureWorks公司;
金属粉末,30 μm的316L不锈钢粉末,OOCr17Ni14Mo2,所用316L金属粉末的组分及粒度等列于表1,长沙天久金属材料有限公司。

表1 不锈钢金属粉末各组分含量Tab.1 Stainless steel metal powder content of each component
1.2 主要设备及仪器
粉体喂料3D打印机,QUST-350,青岛科技大学;
破碎机,ZRPC-300,宁波中瑞阳塑料机械有限公司;
冷场发射扫描电子显微镜(SEM),JSM-6700F,日本电子株式会社;
形变场分析仪,TMA-Q400EM,美国TA公司;
差示扫描热量仪(DSC),DSC-Q1000,美国TA公司;
闪光法导热分析仪,LFA447-Nanoflash,德国Netzsch公司;
同步热分析仪,STA449 F3,德国Netzsch公司;
微机控制电子万能材料试验机,HY-10080,上海衡翼精密仪器有限公司。
1.3 样品制备
PLA/金属粉末混合物料的制备:分别将10 %、20 %和30 %的316L金属粉末与纯PLA通过开炼机进行混合,温度为170 ℃,然后再将得到的混合物料用粉碎机进行粉碎,得到颗粒大小均匀的粒料;最后通过粉体喂料3D打印机打印实验样条:打印温度为170 ℃,挤出速度为6 r/min;
纯PLA在不同填充密度下的拉伸试样:填充密度会影响最终产品的特性的打印参数之一,它决定了材料的用于制造制品所需耗材的用量,因此,填充密度对打印成品的时间及强度有着密切的关系;在本次实验中,通过填充密度来观察其对打印成型制品拉伸强度的影响,其方法是将其填充密度设置为20 %、40 %、60 %、80 %,通过拉伸试验来研究填充密度对于打印试样样条拉伸强度的影响;
1.4 性能测试与结构表征
纯PLA在不同温度下的黏度测试:当PLA加热到玻璃化转变温度(Tg)时,它呈现出一个超高黏度材料的特征[6],高黏度材料被认为是不可压缩牛顿流体,它们表现出层流通过一个有持续的圆形截面喷嘴,其横截面远远超过其直径,基于这些假设,PLA在特定温度下的黏度,可以通过一个喷嘴挤压,然后通过Hagen-Poiseuille方程计算:

(1)
式中Q——体积流量,m3/s
r——管的内部半径
ΔP——两端之间的压力差,MPa
L——管的长度
μ——动态流体黏度,Pa·s
通过测量材料的体积流量及压力差,根据式(1)可以计算出PLA的黏度范围为322.7~334.2 Pa·s,该体积流量是在165~180 ℃温度内测得的,不同打印温度下计算PLA的黏度值是为了观察PLA的黏度对最终产品的拉伸性能的影响;
拉伸性能按照GB/T 228—2002进行测试,测试速度设置为30 mm/min,测试样条的具体尺寸如图2所示,对样本剖切面的微观结构进行分析以便观察金属粉末对拉伸性能的影响,图3为打印的拉伸试样实体图;

图2 拉伸实验样条Fig.2 Stretch test splines

图3 拉伸试样实体图Fig.3 Tensile specimen solids
通过形变场分析仪和DSC对3D打印样条进行热性能测试,样品尺寸为:10 mm×10 mm×1 mm;
采用闪光法导热分析仪测得试样的热导率,将试样用石墨喷涂,将其工作温度设置为(25±0.5) ℃,当红外探测器测量样品的上表面的温度上升时,化学闪光灯在试样下表面会发射一个脉冲信号,通过收集并处理这些数据利用式(2)来计算样本的热扩散率。
k=αρCP
(2)
式中k——热导率,W/(m·K)
α——热扩散率,mm2/s
ρ——材料密度,g/cm3
CP——比热容,J/(g·℃)
2 结果与讨论
2.1 纯PLA材料性能测试结果及分析
2.1.1 黏度对拉伸性能的影响
根据图3可知,PLA的熔融温度为207 ℃,通常Tg是熔融温度的80 %,因此,其Tg约为165.6 ℃。
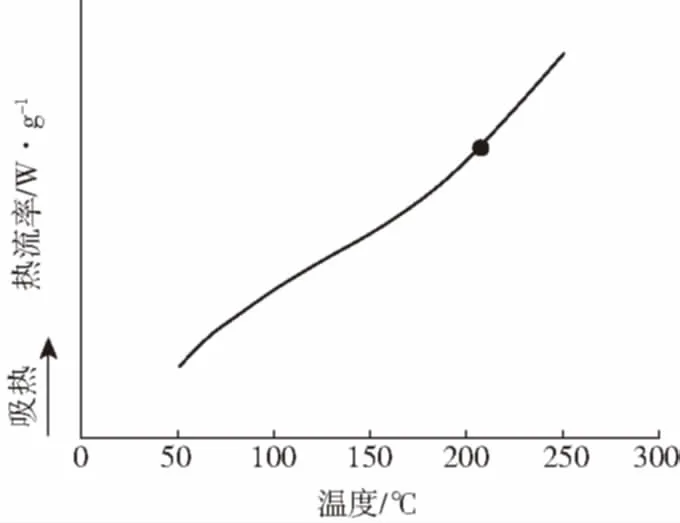
图4 PLA的DSC曲线Fig.4 DSC curve of PLA
由图5和表2可知,体积流量随温度的增加而增加,在表中所示温度范围内,体积流量速率从1.79×10-9m3/s增加到3.34×10-9m3/s。因此,可以从这些数据得出PLA的黏度随着温度的升高而降低。
PLA在不同温度下的黏度可以通过体积流量速率和Hagen-Poiseuille方程计算得出,其中参数值:喷嘴半径(r)为0.8 mm,喷嘴长度(L)为22 mm和压差为6.7×107MPa。如图5和表2所示,当温度从170 ℃变化到185 ℃,PLA的黏度从357 Pa·s下降到162 Pa·s。

图5 PLA黏度随温度变化的曲线Fig.5 Viscosity of PLA versus temperature curve

温度/℃体积流量/×10-9m3·s-1黏度/Pa·s1701.793571752.282861802.852131853.34162
由图6可知,随着温度的升高,PLA的拉伸强度也增大,由此可以推论出低温层的黏度比高温层的黏度要低,由此导致3D打印出来的试样的拉伸强度随着温度的升高而增大。这个结论与图5所得PLA的黏度随着温度升高而降低的结论相符合。

温度/℃:1—170 2—175 3—180 4—185图6 PLA在不同温度下的拉伸强度曲线Fig.6 Tensile strength of PLA at different temperature
2.1.2 填充密度对拉伸性能的影响
用PLA材料通过粉体喂料3D打印机打印成型不同填充密度的试样进行拉伸强度测试,得到如图7所示的测试结果。在这种情况下可以看出,随着填充密度增加,拉伸应力也增加。即用20 %的填充密度打印的试样比用更高的填充密度打印的试样更脆;另一方面,与拉伸应力的情况不同,随着填充密度的增加,拉伸应变并没有提高。当用60 %填充密度打印试样时,有最高拉伸应变,因此其韧性最好。从而得出60 %的填充密度3D打印产品延展性较高。这证实了填充密度在3D打印结构中发挥着重要的作用。

填充密度/%:1—20 2—40 3—60 4—80图7 PLA在不同填充密度下的拉伸强度曲线Fig.7 Tensile strength of PLA at different packing densities
2.2 金属粉末含量对力学性能的影响结果及分析
2.2.1 金属粉末含量对拉伸性能的影响
由图8和表3可知,PLA在没有316 L金属粉末的情况下,拉伸应力为43.3 MPa,当316 L含量从10 %提高到30 %,拉应力从39.7 MPa降低到23.6 MPa,而拉伸应变也随之降低了;因此,可以得出样条的拉伸强度会随着金属含量的增加而降低。其主要原因是随着金属含量的增加,打印出来的样条的孔隙也会增加,导致了层之间有较低的黏合力。因此,可以得知PLA基体中的316 L金属粉末干扰了层之间的黏合力,这就是PLA/10 %金属粉末的拉伸强度比PLA/30 %316 L大的原因。

金属粉末含量/%:1—30 2—20 3—10 4—0图8 PLA/金属粉末的应力 - 应变曲线Fig.8 Stress-strain curve of PLA/metal 316 L
2.2.2 金属粉末含量对热导率的影响
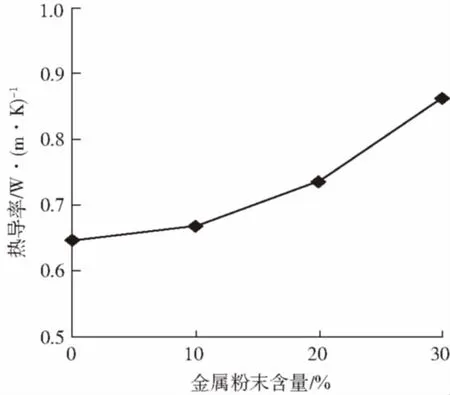
图9 PLA/金属粉末复合材料的热导率Fig.9 Thermal conductivity curve of PLA-316 L metal mixture
如图9所示,PLA中的316 L金属含量从零增加到30 %时,热导率从0.642 W/m·K上升到0.862 W/m·K。因此,这种使用金属粉末来改善材料热导率从而降低材料热膨胀系数的方法将会在3D打印行业中发挥着重要作用,可以通过该方法来改善产品的变形问题,最终获得精度较高的大型制品。
3 结论
(1)不同温度下,PLA的黏度与打印温度以及拉伸强度之间有着密切的联系,PLA的黏度在挤出成型过程中会影响最终产品的拉伸性能,即PLA的黏度降低,则打印出来的产品的拉伸强度和应变也随之减小;
(2)在打印过程中,打印时预设的填充密度也影响着打印产品的拉伸性能,即随着填充密度的升高,拉伸强度降低;当填充密度为60 %时,成型制品具有最较高的延展性,因此可根据成型制品的要求来选择相应的打印参数;
(3)随着金属粉末含量的增加,复合材料的拉伸应变和压力都会降低,而材料的热导率提高,热膨胀系数降低,使成型制品的变形减小。
[1] 王莹雪. 3D打印技术与产业的发展[J]. 中国高新技术企业,2012, (8):61-63.
Wang Yingxue.The Development and Prospect of 3D Printing Technology and Industry[J]. China High-Tech Enterprises, 2012, (8):61-63.
[2] 张秀萍, 梁 杰. 3D 打印技术及应用趋势[J]. 现代制造技术与装备, 2015, (3):85-87.
Zhang Xiuping, Liang Jie.3D Printing Technology and Its Application Trend[J]. Modern Manufacturing Technology and Equipment, 2015, (3):85-87.
[3] 李小丽, 马剑雄, 李 萍. 3D打印技术及应用趋势[J]. 自动化仪表, 2014, 35(1):1-5.
Li Xiaoli, Ma Jianxiong, Li Ping.3D Printing Technology and Its Application Trend[J]. Process Automation Instrum-entation, 2014, 35(1):1-5.
[4] 袁建鹏. 3D打印用特种粉体材料产业发展现状与趋势[J]. 新材料产业, 2013, 12 (2): 19-24.
Yuan Jianpeng.Development Status and Trend of Special Powder Material Industry for 3D Printing[J]. Advanced Materials Industry, 2013, 12 (2): 19-24.
[5] 汪传生, 边慧光, 晁宇琦, 等. 一种用于金属低温3D打印材料的制备及其打印成型方法:中国, 201610945628. 8[P].2016-11-02.
[6] 翁云宣. 聚乳酸合成、生产、加工及应用研究综述[J]. 塑料工业, 2007, 35(11): 69-73.
Weng Yunxuan. Review of Study of Synthesis, Production, Process and Application of PLA[J]. China Plastics Industry, 2007, 35(11): 69-73.
EffectofPLA/MetalPowderMixtureon3DPrintedProducts
BIAN Huiguang, CHAO Yuqi, HU Jiquan*, CAI Ning, WANG Huzi
(Key Laboratory of Advanced Manufacturing Technology of Polymer Materials in Shandong Province, College of Electromechanical Engineering, Qingdao University of Science and Technology, Qingdao 266061, China)
Effects of printing temperature and filling density on molded parts are studied by powder feed of poly(lactic acid) (PLA) in 3D printing process. For preparation of the 3D printing materials, PLA was mixed with different amounts of metal powders for the 3D printing molding process, and the mechanical performance of the molded specimens were measured. Experimental results indicated that increase of contents of the metal powder led to a decrease in tensile strength of the composite materials. In addition, thermal conductivity of the composite material was improved with an increase of the content of the metal powders, but the material expansion coefficient was reduced. This study provides a solution for the deformation problems of large parts in the 3D printing process.
three dimensional printing; polylactic acid; metal powder; viscosity; filling density; mechanical property
TQ321
B
1001-9278(2017)10-0078-05
10.19491/j.issn.1001-9278.2017.10.014
2017-05-31
*联系人,hjqqust@163.com
