关于氨制冷管道低压侧设计有关问题的探讨
2017-10-25李隆骏
李隆骏 卢 沛
(台州市特种设备监督检验中心 台州 318000)
关于氨制冷管道低压侧设计有关问题的探讨
李隆骏 卢 沛
(台州市特种设备监督检验中心 台州 318000)
对氨制冷系统的实际工况和特殊工况进行了分析,通过对目前国内在用的几个设计规范和标准的对比,和国内沿用几十年的制造、安装经验的分析,提出了在氨制冷管道低压侧的设计环节,必须明确“低温低应力”工况;对于采用热氨融霜工艺的氨制冷系统,必须考虑短时的“低温高应力”工况,并在设计上采取相应的对策,以确保运行安全。
氨制冷管道 低压侧 设计标准 低温低应力 低温高应力 温控电磁阀
氨制冷系统广泛应用于冷冻行业和化工行业,氨制冷系统最主要的组成部分就是管道,用于循环输送氨制冷剂,伴有高低温转变和气液两相转变。近期氨制冷事故频发,氨制冷系统的安全性引起了广泛关注。国务院安委会发布了安委〔2013〕6号“关于深入开展涉氨制冷企业液氨使用专项治理的通知”;国家质检总局发布了质检特函〔2013〕61号“关于氨制冷装置特种设备专项治理工作的指导意见”,可见国家对氨制冷行业安全的高度重视。其中质检特函〔2013〕61号规定:“涉氨压力管道设计文件的内容应符合TSG D0001—2009《压力管道安全技术监察规程—工业管道》[1]的规定,压力管道的设计应按GB 50072—2010 《冷库设计规范》[2]执行”。
1 氨制冷管道实际工况
1.1 普通工况
氨制冷系统包括蒸发、压缩、冷凝、节流四个过程,制冷剂氨在系统中经过四个过程的循环进行,气液状态不断变化,与外界进行热量交换,达到制冷目的。氨制冷系统压力管道分为低压侧和高压侧,压缩机出口到节流阀入口之间的管道称为高压侧,节流阀出口到压缩机入口之间的管道称为低压侧。双级压缩制冷循环系统的中间冷却器所属管道也算是低压侧。高压侧的工作压力小于1.45MPa,工作温度为40~140℃。低压侧管道根据使用条件不同一般分为冷藏、冷冻和速冻(包括单冻机)管道,依照《冷库设计规范》,对应的最低工作温度分别为-15℃、-35℃和-48℃;对应的工作压力(绝对压力)分别为0.236MPa、0.093MPa和0.046MPa。
1.2 特殊工况——热氨融霜
热氨融霜在氨制冷企业中比较常见。冷库内的管道表面在使用过程中会大量结霜,若不及时清除会影响制冷效果。特别是速冻(包括单冻机)管道,由于速冻工艺需要更低的温度,也更容易结霜。热氨融霜效率高,效果好,是把经过油分离器滤油后的热氨气通过回气调节站逆向沿回气总管分别引入蒸发器的管路系统中,利用热氨气的热量使蒸发器外表面的凝霜融化。热氨气经过冷却后变成液氨,通过氨液调节站输送至低压循环桶或排液桶。
2 “低温低应力”工况的提出
2.1 氨制冷压力管道相关规范及设计标准对“低温低应力工况”的定义及差别
依据在用的安全技术规范及设计标准如TSG D0001—2009《压力管道安全技术监察规程—工业管道》[1]、GB/T 20801—2006《压力管道规范—工业管道》[3]、GB 50316—2000《工业金属管道设计规范》[4]和GB 50072—2010 《冷库设计规范》[2]等,对“低温低应力”工况的描述是不同的。国内也有文献[5]将制冷管道设计标准进行过对比分析。
对于压力不高、应力不大、工作温度低于-20℃的制冷管道,《压力管道规范—工业管道》和《工业金属管道设计规范》均提出了对处于低温低应力工况的管道,在特定条件下可免做冲击试验、允许降低材料的使用温度下限。而对于“低温低应力”工况的定义,各标准有所不同。
1)GB/T 20801—2006 《压力管道规范—工业管道》对“低温低应力”工况的定义为“低温低应力”工况系指同时满足下列各项条件的工况:(1)低温下的最大工作压力不大于常温下最大允许工作压力的30%;(2)管道由压力、重量及位移产生的轴向拉(应力)总和不大于10%材料标准规定最小抗拉强度值(计算位移应力时,不计入应力增大系数);(3)仅限于GC2级管道,且最低设计温度不低于-101℃[3]。按此三条定义,冷冻、速冻及单冻机管道低温下的工作压力远小于常温下最大允许工作压力的30%;轴向拉应 力: σL= PD/ 4 δ = 0 . 0 9 3 × 2 19 / (4 × 8) = 0.6 3 6MPa (回气总管尺寸按φ219进行计算)均远小于GB/T 8163—2008《输送流体用无缝钢管》规定的20号钢最小抗拉强度410MPa的10%。因此,符合“低温低应力”工况的条件,使用温度符合要求。
2)GB 50316—2000 《工业金属管道设计规范》[4]对“低温低应力”工况的定义为:设计温度低于或等于-20℃的受压的管道组成件,其环向应力小于或等于钢材标准中屈服点的1/6,且不大于50MPa的工况。
比较两个标准,对“低温低应力”工况的定义是有不同的,《压力管道规范—工业管道》对低温下的最大工作压力也做出了限制,且按照理论公式计算,直管段的环向应力一般为轴向应力的两倍,从应力数值看,要求的差别也较大。
而由于国家质检总局的压力管道安全技术规范:《压力管道安全技术监察规程—工业管道》对《压力管道规范—工业管道》的引用,使其从原来的推荐性标准变成了部分条款为强制性的标准。且第51条规定:“管道组成件的设计和选用应当符合GB/T 20801的规定”。因此,如果在用氨制冷管道属于特种设备目录压力管道的范畴,当低压侧按常规与习惯选用20号钢时,采用《工业金属管道设计规范》作为设计标准已不合适。
3)GB 50072—2010 《冷库设计规范》虽未明确提及“低温低应力工况”,但对氨制冷系统压力管道的设计参数做了规定,氨制冷系统低压侧的设计压力规定为1.5MPa,设计温度规定为43℃。由此可见,低压侧也不是按低温管道进行设计的。且标准规定低压侧最低工作温度可达-48℃,在此条件下,管材允许使用GB/T 8163 《输送流体用无缝钢管》[6]标准的10号、20号钢,且标准条文中对管材的壁厚与工作温度的关系未作进一步阐述。
如此一来,三个设计标准对氨制冷管道低压侧的设计产生了一些矛盾,当属于特种设备目录的压力管道范畴时,必须要遵循《压力管道安全技术监察规程—工业管道》,因此判断管道是否属于“低温低应力”工况是低压侧冷冻、速冻(包括单冻机)压力管道选材的关键,影响到整个氨制冷系统的经济性和安全性。因此,应慎重考虑设计标准的选取。不同的设计标准在“低温低应力”工况的处理上也应该统一。
2.2 管道组成件的选用可以反证“低温低应力”工况
从国内设计、安装的现状看,氨制冷管道最常用的管材基本上都是选用GB/T 8163标准的20号钢,这是为制冷行业所一致认可的,是国内氨制冷系统多年成功设计、运行的经验结晶,业界内至今没有人对这一选材提出质疑。
●2.2.1 管材的选用——材料的使用温度
《工业金属管道设计规范》规定:材料的使用温度,不应超出本规范附录A所规定的温度上下限。对于GB/T 8163中的20号钢的使用温度下限为-20℃。
在《压力管道规范—工业管道》中规定,20号钢厚度≤15mm时,最低使用温度>-20℃;低温低应力工况下,最低使用温度为-101℃,免除冲击试验;无法制备2.5mm×10mm×55mm冲击试样时,最低使用温度为-46℃,免除冲击试验。由此可见,两者对最低使用温度的规定差别较大,GB/T 20801对使用温度的要求放得更宽。
《冷库设计规范》虽然允许管材使用GB/T 8163标准的10号、20号钢,但标准条文中对管材的壁厚与工作温度的关系未作进一步阐述。这就与上文产生了矛盾,在压力管道范畴,参照《压力管道规范—工业管道》在特种设备安全技术规范中的地位,因此,从管道组成件材料选用的角度出发,《冷库设计规范》应明确提出“低温低应力”工况的概念。
●2.2.2 其他管道组成件的选用——材料的使用温度
《冷库设计规范》同时规定:“制冷管道所用的弯头、异径管接头、三通、管帽等管件应采用工厂制作件,其设计条件应与其连接管道的设计条件相同,……”
其他管道组成件举个阀门的例子,主体材质以20号钢对焊件或WCB锻件为主,20号钢对焊管件的使用温度下限与20管材相同,WCB使用温度下限一般为-29℃,如果设计上不能确定为“低温低应力”工况,那上述材质的阀门也不适用于材料最低使用温度以下的冷冻或速冻管道系统。弯头、管帽、异径管接头和三通等其他管件也是同样道理。
●2.2.3 材料方面的其他佐证
根据参考文献[7]的低温冲击试验结果,20号钢母材、手工焊缝、氩弧焊焊缝低温脆性转变温度分别约为-35℃、-25℃、-34℃。对于在-35℃工作环境下服役的管道,已经位于向低温脆性转变的高风险,难以确保安全运行。只有在设计上确定为“低温低应力”工况,方可以不按低温管道进行设计,这也是《冷库设计规范》规定低压侧设计温度取43℃的原因,与NB/T 47012《制冷装置用压力容器》[8]低压侧容器设计温度取38℃异曲同工。
2.3 焊材的选用可以反证“低温低应力”工况
据了解,目前国内氨制冷管道常用管20号钢的焊接方法与焊接材料基本都是按表1选用的,同样,业界内至今也没有人对这一选材提出质疑。

表1 氨制冷管道常用管材20号钢的焊接方法、焊接材料、标准及冲击试验温度
目前用于碳钢及低合金低温用钢的焊丝主要有含Ni焊丝,如ER55-Ni1,ER55-Ni2等,标准规定的冲击试验温度见表2。
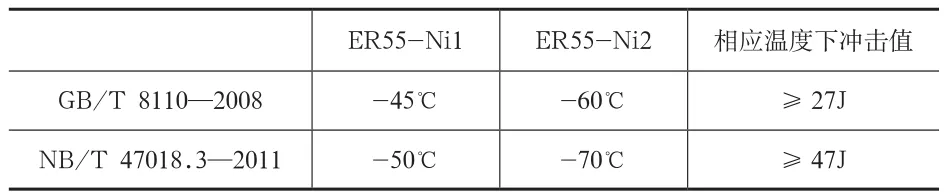
表2 用于碳钢及低合金低温用钢的焊丝
GB/T 5117—2012标准规定的用于碳钢及低合金低温用钢的焊条及冲击试验温度见表3。

表3 用于碳钢及低合金低温用钢的焊条
表 4是 符 合 NB/T 47018.2—2011( 在 GB/T 5118—1995的基础上)的低温用钢的焊条及冲击试验温度,当时GB/T 5118—1995还没有更新,所以两个标准的型号有所差异。
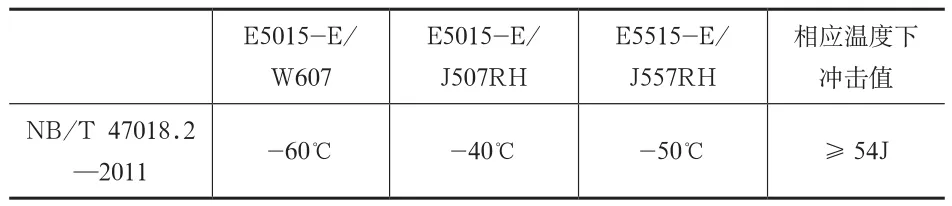
表4 低温用钢的焊条(NB/T 47018.2—2011)
规定了冲击试验温度等于规定了焊材的使用温度下限,低温焊材是和相应强度的低温母材相配合使用的,如果属于低温管道,则只能选用表3、表4的焊材,它们均是50kg或者是55kg级别的含Ni焊材,配常用的20号钢强度是偏高的,焊条有高一个级别的,焊丝更是要高两个级别,且焊材合金成分均增加了Ni,价格也比普通焊材高不少。目前氨制冷行业无人用此低温焊材,即匹配性、经济性均不可能为行业所接受。
所以,根据表1焊材的选用也可以反证氨制冷管道低压侧设计时必须明确“低温低应力”工况。
3 特殊工况:“低温高应力”及设计建议
3.1 短时“低温高应力”工况
在热氨融霜时,若操作不当,也就是打开阀门速度过快,即未充分“暖管”,热氨气逆向进入回气总管速度过快,将会出现一种极危险的工况,可将之称为“低温高应力”,以冷冻、速冻管道为例,按文献[5],正常管道内的过冷氨气最低工作温度可达-35℃以下;热氨融霜时,先开启融霜回液阀,与循环桶或排液桶连通,循环桶的压力在0.2~0.3MPa左右,蒸发器内的液氨在压差作用下,向回气总管流动,压力平衡到0.2MPa左右,造成回气总管气液共存。此时,当热氨进气阀快速开启时,热氨的压力约0.7MPa,温度在80℃左右,冷热氨气混合凝结成液氨,在压差Δp≈0.5MPa作用下,管内液氨直接不断快速累积,压力急速变大,并形成具有冲击破坏力的液锤。按照《压力管道规范—工业管道》的定义,低温下的工作压力已经超过了常温下最大允许工作压力的30%,已经不属于低温低应力工况了。而此时,管道材质因为热交换时间过短仍处于相对低温状态,所以,可以将这短时的状态称之为“低温高应力”工况,这是一种最危险的工况,按上文2.2.3,此时管道材料处于低温脆性状态,极容易在高应力(内压加液锤)下直接导致脆性断裂。
3.2 防止“低温高应力”工况的设计建议
根据国家质检总局特种设备安全监察局质检特函〔2013〕61号文件的规定,如果需要采用热氨融霜工艺,必须设置有效地防止产生超压、液击的控制装置。根据文件要求,在进行氨制冷压力管道设计时建议采取以下措施:融霜管的热氨进口处应当设置减压阀,保证减压阀后的热氨工作压力≤0.6MPa,减压阀后应当设置压力表、安全阀;回气调节站的热氨总管和冲霜回液的总管也应当上设置压力表和安全阀;热氨融霜的管子规格不宜过大,应尽量降低热氨气的流量。
设计单位该当充分考虑到最危险的工况,不能将安全责任寄托于使用单位的“安全操作规程”。在此提出了一个热氨融霜的回路设计方案,如图1所示。

图1 热氨融霜回路设计方案
如图1所示,对采用热氨融霜工艺的管道,主要措施是在油分与回气总管间设置一个电磁阀,当油分侧截止阀开启时,此时,与电磁主阀配套的温度导阀将回气总管侧金属温度传导给主阀,该电磁主阀的工作原理是根据温度差自动控制阀门开度。当温差过大时,阀门开度小,当温差缩小时,阀门开度适当增大,从而控制热氨气通过电磁阀进入回气总管的流量。即必须要给予回气总管充分的“暖管”的时间,电磁主阀的开度调节由设计方提出,初始阶段阀门开度足够小、热氨气流量足够少,只有当回气总管温度非常缓慢的回升到-20℃以上才可缓慢地增加阀门开度,回避形成液锤的可能性,就可以避免最危险的“低温高应力”工况。当然,电磁主阀的开度如何科学地调节,值得行业各方进一步思考。
4 结论与建议
针对氨制冷管道低压侧的设计环节,设计标准必须明确“低温低应力”工况;国内多年来在氨制冷管道设计安装使用上的实际安全经验、管道组成件材质的选用、焊材的选用也反过来证明设计规范或标准必须明确“低温低应力”工况;
国内设计标准对氨制冷管道低压侧的设计存在矛盾,建议在“低温低应力”工况的处理上应该统一;对于采用热氨融霜工艺的氨制冷系统,必须考虑短时的“低温高应力”工况,并在设计上采取相应的对策,以确保运行安全。建议在油分与回气总管间设置一个温控电磁阀,用温差来控制阀门开度,从而控制热氨气流量,以回避最危险的“低温高应力”工况。
[1]TSG D0001—2009 压力管道安全技术监察规程—工业管道[S].
[2]GB 50072—2010 冷库设计规范[S].
[3]GB/T 20801—2006 压力管道规范—工业管道[S].
[4]GB 50316—2000 工业金属管道设计规范(2008年版) [S].
[5]熊从贵.冷库制冷压力管道设计标准的对比分析[J].冷藏技术,2010,132(02):45-51.
[6]GB/T 8163—2008 输送流体用无缝钢管[S].
[7]郭吉林,许林滔,卢沛,等.20#钢及焊缝低温冲击韧性试验研究[J].能源与环境,2016,(04):15-16.
[8]NB/T 47012—2010 制冷装置用压力容器[S].
[9]GB/T 8110—2008 气体保护电弧焊用碳钢、低合金钢焊丝[S].
[10]NB/T 47018—2011 承压设备用焊接材料订货技术条件[S].
[11]GB/T 5117—2012 非合金钢及细晶粒钢焊条[S].
Discussions on the Design of Low Pressure Side in Ammonia Refrigeration Pipeline
Li Longjun Lu Pei
(Taizhou Special Equipment Supervision and Inspection Center Taizhou 318000)
This paper analyzes the actual working conditions and special conditions in ammonia refrigeration system. Based on the comparison in several design specifications and standards for domestic use, and analysis of decades of experience in manufacturing and installation, a suggestion is put forward that “low temperature and low stress” condition must be considered in the design of the low pressure side of ammonia refrigeration pipeline. For the hot ammonia defrosting process, in order to ensure the safe operation, short-term “low temperature and high stress”conditions must be considered, and corresponding measures should be taken in the design.
Ammonia refrigeration pipeline Low pressure side Design standard Low temperature and low stress Low temperature and high stress Temperature control electromagnetic valve
X933.4
B
1673-257X(2017)09-0010-04
10.3969/j.issn.1673-257X.2017.09.003
李隆骏(1971~),男,本科,总工程师,高级工程师,从事承压类特种设备的监督检验与检测技术研究工作。
李隆骏,E-mail: 13857677129@163.com。
2017-03-20)