基于通止规原理的产品安装孔量具设计
2017-10-24王洪刚
王洪刚
(庆安集团有限公司,陕西 西安 710077)
基于通止规原理的产品安装孔量具设计
王洪刚
(庆安集团有限公司,陕西 西安 710077)
通止规的操作简单,费时较少,具有极高的实际价值。通过运用通止规的原理,产品安装孔的量具更加方便快捷。通过合理的设计,量具的精度得到了保证,而且具有极高的经济效益。本文以某一产品为例,研究了通止规原理下的安装量具设计过程,首先要对产品的结构进行分析,确定量具需要具备的测量功能、测量精度等,然后运用通止规的原理分别设定其安装孔的最小通过数值,以及最大阻止数值,进而将量具的精度限定在这2个数值之内。
通止规原理;产品安装孔;量具设计
1 通止规原理简介
在过去的测量过程中,大多使用卡尺等工具测量出安装孔的数据,进而分析其是否符合标准,但是这一方法导致测量费时费力,在部分需要普查的工序花费了大量的资金。而且部分产品的安装精度较高,电子产品的安装孔误差更小,就需要精密的设备进行激光扫面探测,或采取其他方式进行测量。这一过程往往需要在实验室进行,费时费力,还不具备普及的价值,制约了制造企业的发展。于是,通止规被设计出来,因为产品的安装精度是允许在一定范围内波动,就可以通过刚性材料分别制作符合其误差波动范围的最大值的止规、通规,来检验产品的外形参数是否符合要求。同样,将这一原理引入到产品安装孔量具中,它同样具备了方便快捷、经济效益高的特点。通过分析得到产品安装孔的最大值,将其制作为止规,将其安装孔误差范围的最小值设定为通规的数值,即可检验其安装孔是否合格。通止规的材料都是稳定性较高的,避免测量工序对其造成损伤,影响测量精度。
2 结构分析

图3 定位销检测结构示意图
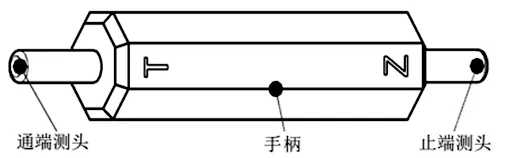
图4 螺钉孔检测结构示意图
在此次研究中,我们以某一产品元件为例,研究了通止规原理下的测量工具设计流程。该产品元件的结构示意图如图1所示,在安装过程中需要检测的一些数值项目如图2所示。
由上述2图可以较为直观地看出:在安装时,需要监测产品的安装孔大小;安装部位位置排布角度;以及安装深度。因此得出,设计的量具需要满足以下的功能:第一,要有定位销,从而确定4个安装孔的排布角度符合产品要求,并且使元件的整体数值满足要求,详情见图3所示;第二,要有螺钉孔的通止规,从而满足4个安装孔的大小符合产品要求,详情见图4所示。除了满足上述的测量参数要求外,还要满足较高的稳定性。此次使用的材料是GCr15轴承钢,该材料的物理稳定性高,不易受损,在进行生产前,要将材料进行低温处理,提升其刚度(该材料的硬度较高,为59~64HRC之间),避免测量过程中的产品对测量工具形成损伤。另外,在实际测量过程中,要考虑到操作的方便性,以及保护测量工具,要在产品和测量工具接触的边缘部分进行圆弧倒角,从而使其具备一定的导向功能,且不影响测量精度。此次设定的倒角大小设定为0.5mm,该数值根据零件安装倒角R2.0mm 分析得来。
3 测量工具设计
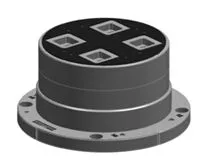
图1 某产品元件结构三维图
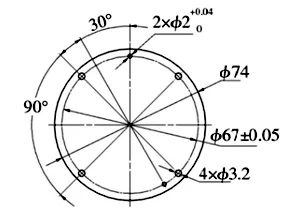
图2 某产品安装检测项目示意图
3.1 定位销设计
(1)定位销通规极限尺寸。根据查阅相关标准和计算分析,得知定位销通规误差为:极限上偏差为0.0051mm,极限下偏差为0.0029mm,即定位销通规的实际尺寸可以允许在2.0029mm~2.0051mm之间。但是在实际制作过程中,会出现尺寸较小的状况,不会出现尺寸偏大的情况,因此可以将上偏差消除为0mm,即可表示为 2.00510~0.0022mm,该数值的范围同样是2.0029~2.0051mm之间,但更加便于生产控制。
(2)定位销止规极限尺寸。在进行止规的设计时,其流程与通规相似。其极限上偏差为0.04mm,极限下偏差为+0.0375mm,即定位销止规的实际尺寸可以允许在2.04mm~2.0375mm之间。但是在实际制作过程中,会出现尺寸较小的状况,不会出现尺寸偏大的情况,因此可以将上偏差消除为0,即可表示为2.040~0.0025该数值的范围同样是2.04mm~2.0375,更加便于生产控制。
3.2 螺钉过孔公差设计
根据上述的分析和国家相关标准,可以得出其尺寸的波动范围是±0.1mm,其基本尺寸是3.2mm,即允许其数值在3.3mmm~3.1mm之间;测量工具的误差允许在9μm之内;位置关键因素的误差要小于4μm。
(1)螺钉通规极限尺寸。根据查阅相关标准和计算分析,得螺钉孔通规误差为:极限上偏差为-0.088mm,极限下偏差为-0.092mm,即螺钉孔通规的实际尺寸可以允许在3.108mm~3.112mm之间。但是在实际制作过程中,会出现尺寸较小的状况,不会出现尺寸偏大的情况,因此可以将上偏差消除为 0,即可表示为 3.1120~0.004mm,该数值的范围同样是3.108mm~3.112mm之间,但更加便于生产控制。
(2)螺钉止规极限尺寸。在进行螺钉止规的设计时,其流程与通规相似。其极限上偏差为0.1mm,极限下偏差为0.097mm,即止规的实际尺寸可以允许在3.297mm~3.3mm之间。但是在实际制作过程中,会出现尺寸较小的状况,不会出现尺寸偏大的情况,因此可以将上偏差消除为0,即可表示为3.30~0.003mm,该数值的范围同样是3.297mm~3.3mm之间,但更加便于生产控制。
4 误差分析
在上述计算过程中,虽然存在一些理论上的误差,但其结果基本符合理论要求的安装参数数值。但会因为实际生产过程中的一些操作流程导致检查失效,一般要求安装孔要比轴的半径大0.005mm左右,在安装时一旦两者的间隙小于该数值,就会出现轴无法插进孔的现象。而按照上述的结果检查,就会出现将难以安装的废品判定为合格产品的现象,造成安装工艺流程受阻,还会导致部分合格产品被淘汰,形成资源浪费。前者会损伤机器,且没有被检查出来,一旦形成产品进行销售,会极大地损伤企业形象;后者虽然有较多的浪费,但基本符合生产需求。因此,进行误差分析是量具生产前的重要步骤。我们通过对产品的参数进行分析,发现其安装孔的数据分布与一维正态吻合,如图5所示。
在上述式子中:a为安装孔数据的数学期望值,σ是均方偏差。
在图5中,可以看出:该产品零件的尺寸参数分布都在公差中心值的两侧,其数值与中心值差距越大,产品零件的数量越少,到了小于-2σ或大于2σ的区域,则基本没有。

图5 正态分布曲线
最终根据正态分布的相关计算理论,结合其参数值,即定位销的计算中,a等于2.02,σ等于1,则直径数值在 2mm~2.009mm 之间的概率是 0.0036。在螺钉孔的计算中,a等于3.2,σ等于1,则直径数值在3.1mm~3.114mm 之间的概率是 0.0056。上述的 2 个概率数值都表示,在此种量具检验下,将合格产品判定成为不合格产品的数学期望数值。即产品2个参数检查情况属于实际情况的概率分别是0.9964和0.9944。即10000个产品中,出现误判的个数是40~60个之间,且都是将合格的判定为不合格,在对这些不合格的产品进行其他方式的检查,即可规避经济损失,且大大地降低了工作量。
5 结语
通过本文的研究,我们总结了产品安装孔量具设计的流程,首先要分析产品的结构以及重要的安装参数,进而结合企业安装标准以及国家标准分析计算其量具的参数。此次主要运用了通止规原理,将其参数的波动差计算出来,进而确定其参数值的上下极限值范围,通过检验其2个极限值来确定其是否合格。在计算完成后,要结合实际情况进行计算优化,规避误差影响,最终实现量具与安装要求的完美契合。在本文中例举的产品安装过程中,通过使用通止规原理的量具,检查效果明显加快,节省了大量的人力、时间,提升了产品的经济效益。因此,可以将此种量具设计方法向其他产品类比推广。
[1]王东.基于通止规原理的电子产品安装孔量具设计[J].机械工程师,2017(4):148-150.
[2]蔡斌,吕宇升,董凯林,等.套类零件内外径组合量具的设计[J].四川冶金,2015(4):79-82.
TN02
A
1671-0711(2017)10(上)-0199-02