热喷涂在轴类表面磨损修复中的应用
2017-10-20吕剑
吕剑

摘要:热喷涂技术是工业技术领域广泛使用的再制造关键技术。一些工业设备和材料的使用性和寿命仅和材料的表面性能有关,若使用贵金属进行替 换将增大生产成本,造成浪费和损失,热喷涂技术可以强化金属表面性能,可以对设备关键零件进行修补或强化,提高企业的生产效益。文章基于热喷 涂技术基本原理和分类,并重点概述了火焰喷涂的分类及基本原理,通过合金粉末火焰喷涂技术在挖掘机油泵、回转马达、行走减速器的传动轴磨损修 复中的应用。
关键词:热喷涂技术;表面再制造;磨损修复;应用
中图分类号:G174.442 文献标识码:A 文章编号:1672-9129(2017)09-273-02
Abstract:thermalsprayingtechnologyisthekeytechnologyofremanufacturingwidelyusedinindustrialtechnology.Theusabilityandlifeofsomeindustriale- quipmentandmaterialsareonlyrelatedtothesurfacepropertiesofmaterials.Ifthepreciousmetalisusedtoreplaceit,theproductioncostwillbeincreased.Be- cause of waste and loss, thermal spraying technology can enhance metal surface performance, repair or strengthen the key parts of equipment, and improve the productionefficiencyofenterprises.Thispaperisbasedonthebasicprincipleandclassificationofthermalsprayingtechnology.Theclassificationandbasicprinci- ple of flame spraying are summarized emphatically. The wear repair of propeller shaft of excavator oil pump, rotary motor and walking reducer by alloy powder flame spraying technology is introduced. Application.
Key words: thermal spraying technology; surface remanufacture; wear repair; application
引言
熱喷涂技术是广泛应用于工业设备制造领域、冶金、化工、电子、航空航天领域的工业技术。是轴类零件表面再制造关键技术。通过轴类零件表 面覆盖具有强度、耐磨、耐蚀的膜状涂层达到修复磨损,强化金属表面的 目的。
1 热喷涂技术基本原理和工艺阶段
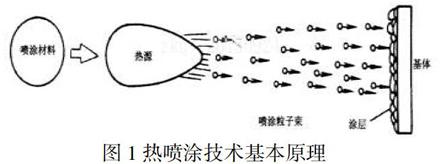
热喷涂技术是借助喷涂设备,在一定气压下,将被加热的合金粉末, 以一定的速度覆盖在基体表面,达到锚固的目的,合金粉末在机体表面形成一定强化涂层,对零件形成保护和加强的作用。如图 1 所示,为热喷涂技术的基本原理[1]:
图 1 热喷涂技术基本原理
使用热喷涂技术进行零件加工再制造需经过四个阶段。首先,熔化阶段,在金属粉末到达高温区域时热喷涂材料被加热熔化,形成金属熔滴; 其次,熔滴雾化,丝材端部形成的熔滴在气流或者热源的作用下雾化成细微熔滴向前喷射;接着,喷涂材料做加速和减速飞行。最后,金属离子与基体表面形成冲击,并凝固,由于基体表面相对粗糙容易使可以停留表面并发生形变,最后冷凝收缩,形成零件表面的金属涂层。
使用热喷涂技术进行零件修复强化时,粉末金属与基体金属的结合方式属于机械结合,也就是金属材料的熔滴和零件粗糙的基体表面形成机械键相互啮合。
2 热喷涂技术主要分类和工艺特性
一般的分类方法是根据热源燃烧法和电加热法,然后再根据涂层材料进行细分。燃烧法又可以分为火焰喷涂和爆炸喷涂,而火焰喷涂具体细 分为三种:粉末火焰喷涂、丝材或棒材火焰喷涂、超音速火焰喷涂。电加热 法也可以分为电弧喷涂和等离子喷涂,而等离子喷涂又具体细分为大气等离子喷涂、低压等离子喷涂、感应等离子喷涂和水稳等离子喷涂[2]。
火焰喷涂由于喷涂成本低,设备操作简单,技术使用普及率较高。火焰 喷涂通常使用氧气和乙炔,由于气体产生的火焰具有较高流速,燃烧时产生的温度较高。火焰喷涂技术应用中可以根据氧气和乙炔的流量比例进行 调节,分为中性焰、碳化焰和氧化焰,比例不同的火焰产生燃烧产生的温度 不同,中性焰乙炔过剩,具有较强的还原性,最高温度能够达到 3000 摄氏度,氧化焰具有较强的作用燃烧时最高温度可达 3500 摄氏度。高温燃烧后经喷射设备将金属喷涂在待加工的零件表面,能够提高零件性能和使用寿 命几倍甚至几十倍,为零件提供防磁、导电、控隙、防腐等功能涂层。
2.1 粉末火焰喷涂技术。粉末是火焰喷涂使用的主要设备是喷枪,
氧——乙炔混合气体通过阀门控制由喷枪端部小孔喷出。喷枪设置进粉口,在经高温燃烧加热至熔化,被高温气体向前推进。该喷涂工艺的主要特点是色比操作简单,经简单培训即可操作,再造成本低,耗时较少,并且 取得较高效益。可以应用在机械零件做耐腐耐磨损处理。我公司对某型号
斗杆体喷涂碳化钨,使圆筒端面获得耐磨层,并进行喷钨顺序调整来控制温差,控制喷后收缩变形,加固防止收缩变形或椭园,即加防变形圈(取喷
W 孔上偏差大 0.004~0.008 间不等具体由孔大小而定) 并对防变形圈加上一层机油来减少收缩变形出模磨擦力,从而根本解决问题,工作效率和 产品质量都得到很大的提升。
2.2 丝材及棒材火焰喷涂技术。该技术主要使用的涂层材料为丝材或棒材,经过高温火焰熔化或者雾化后喷涂到零件表面。与粉末火焰喷涂相比,主要区别在于丝材或棒材熔化 - 雾化的过程,喷涂丝材的端部经高温后形成熔滴,在高速气流作用下破碎雾化,与粉末喷涂相比,该方法喷涂颗粒熔化较好,速度更高,涂层的相对强度和致密性较好。主要应用在户外情况下的施工需要。该方法经过喷涂工艺的调整,可以实用多用原料, 可应用在机械零件制备防护涂层。
2.3 超音速火焰喷涂技术。该技术是在粉末火焰喷涂技术上发展而来 的,使用氧气和燃气作为燃料,在高壓的作用下,火焰的射速很高,是声速的 7 倍,喷涂颗粒的速度最高可达到 2000m/s,超音速火焰喷涂的主要优点是金属粉末的氧化率较低,在超高速作用下,原始材料的性质变化较小。目前该技术多应用于航空航天零部件的加工和冶金工业。
3 热喷涂技术应用优势
3.1 材料受限小。加工部件的材料和喷涂材料受限较小,基体材料可以是金属、陶瓷、塑料,甚至是非金属材料木材、水泥和石膏等。热喷涂技术使用中可对气氛进行调节,任何加热过程中不升华、不降解的材料都可作为喷涂材料。并且涂层材料具有多样性,可以混合使用,对喷涂工艺进行再设计便可以获得各种性能的涂层和制品,喷涂功能多样,如耐磨、耐 蚀、抗冲击、防磁、密封、控隙等,尤其在轴类铸件的再制造应用中发挥重 要作用。
3.2 工件受限小,涂层厚度范围宽。热喷涂技术工具操作方便,对工件 的大小没有限制,工件、结构件等都可以进行喷涂。并且热喷涂的涂层可达 0.1~2.5mm,焊层可达 0.1~8mm。技术使用范围比较难广。
3.3 工艺效益高。使用热喷涂技术可以对喷涂材料和工艺进行特殊设 计,提高构件的性能和寿命高达几十倍,在工业制造领域可以提高产品质量和产量,开发具有特殊工艺的新构件可以提高是市场竞争力。机械的使 用者可以减少备用件库存,削减成本,带来经济效益和社会效益。
4 热喷涂技术的实例应用
广西玉柴重工有限公司为了改进工艺方法,提高公司产品的质量和产量,研究热喷涂技术多年,在长期为企业服务的实践过程中取得了许多有益经验,为了提高产品性能,对我公司挖掘机油封漏油、失压进行改进。作为挖掘机的动力、动作输出主要元件:油泵、回转马达、行走减速器,由于转速高,工作环境差,油封位置容易渗进砂尘,造成转动轴磨损,使油泵、回转马达、行走减速器漏油、失压。
图 2 为转动轴磨损示意图
4.1 方法选择。修复传动轴目前有两种方法:1)普通电焊熔覆轴磨损位置,优点是设备简单,操作方便,适应各种环境,缺点焊接变形大,校直 困难,熔覆量大,后续加工量大;2)激光熔覆轴磨损位置,优点是熔覆层可 控,熔覆只在表面进行,变形极小,缺点是设备昂贵,只能在室内进行。为 了解决油泵、回转马达、行走减速器的传动轴磨损问题,公司采用合金粉 未火焰喷涂方式进行修复,目前已经装机使用,取得很大成效。应用合金 粉火焰喷涂技术,操作设备采用金属粉未喷焊炬,设备简单,操作方便,适应各种环境。合金粉未火焰喷涂熔覆只在表面进行,工件受热程度均不超过350℃,不改变工件的金相组织,工件原有硬度不改变。合金粉未火焰喷涂熔覆生产效率高,且熔覆层表面均匀,厚度可控,熔覆后加工余量少。该 技术受热温度小,再辅以工件旋转机构,使轴旋转,受热均匀,轴整体变形 极小。传动轴熔覆后重新磨合尺寸。图 3 为修复图。
4.2.2. 选择合适的合金粉未,由于加热温度不能过高,需要确定合适的合金粉末熔点。
4.3 技术改进的经济效益。按以往磨损轴类再制造是直接换新轴,而合金粉未火焰喷涂修复的制造成本是新轴的20%,成本下降80%;换新轴的采购周期是 20 天,合金粉未火焰喷涂修复的生产周期是 4 天,生产效率提高 5 倍。
4.4 技术推广价值。适用于所有的轴类磨损修复。并可推广应用于孔 类磨损修复。
4.5 验收结论。 传动轴修复后,质量处于受控状态。油泵、回转马达、行走减速器再制造成本降低 80%。油泵、回转马达、行走减速器再制造效率提高 5 倍。
5 结束语
热喷涂技术自轴类零件的磨损修复中效果显著,虽然已在一些企业应用,但远未遍及,我们希望与对此项技术感兴趣的制造企业,在更广泛 的领域进行扩大应用。
图 3 转轴磨损修复
参考文献:
[1]刘勇,赖啸,郭晟.轴类零件再制造火焰喷涂高频感应熔覆复合工艺 方法研究[J].西部皮革,2017,39(12):14.
[2]李红峰.基于轴类零件再制造火焰喷涂高频感应熔覆复合工艺及装
